HDPE పైపుల వెల్డింగ్ను కలుపుతోంది: కనెక్షన్ యొక్క రకాలు మరియు లక్షణాలు
పాలిమర్ పదార్థాలు క్రమంగా వస్తువులు మరియు సేవల కోసం మార్కెట్లోని అన్ని సముదాయాలను నింపుతున్నాయి మరియు దేశీయ మరియు పారిశ్రామిక రంగానికి మాత్రమే చొచ్చుకుపోతాయి, ఎందుకంటే అవి వివిధ ఉత్పత్తులకు ప్రత్యేకమైన సాంకేతిక మరియు కార్యాచరణ లక్షణాలను ఇస్తాయి. వ్యాసం తక్కువ పీడన పాలిథిలిన్ (HDPE) పైపులపై దృష్టి పెడుతుంది, అలాగే అటువంటి ఉత్పత్తులను వెల్డింగ్ చేసే సాంకేతికతలపై దృష్టి పెడుతుంది.
HDPE పైపులను వ్యవస్థాపించే ప్రస్తుత పద్ధతులు
HDPE పైపులు నేడు బాగా ప్రాచుర్యం పొందాయి, ఎందుకంటే అవి వ్యవస్థాపించడం చాలా సులభం (ఒక కార్మికుడు). అయితే, విశ్వసనీయ పైప్లైన్ను పొందేందుకు ఈ గొట్టాలు ఒకదానికొకటి ఎలా కనెక్ట్ అయ్యాయో మీరు అర్థం చేసుకోవాలి.
రెండు రకాల కనెక్షన్లు ఉన్నాయి:
- వేరు చేయగలిగింది. ఆపరేషన్ సమయంలో నిర్మాణం యొక్క విశ్లేషణను అనుమతిస్తుంది. ఇదే విధమైన కనెక్షన్ని సృష్టించడానికి స్టీల్ ఫ్లాంజ్లను ఉపయోగించవచ్చు.
- వేరు చేయలేనిది. HDPE పైపు విభాగాల నిర్మాణం ఏకశిలాగా ఉంటుంది. బట్ పద్ధతిని ఉపయోగించి లేదా కప్లింగ్స్ ద్వారా వెల్డింగ్ పైపుల ద్వారా ఇది గ్రహించబడుతుంది.
పెద్ద వ్యాసంతో పైప్లైన్లను ఇన్స్టాల్ చేస్తున్నప్పుడు, థర్మోరేసిటివ్ అమరికలను ఉపయోగించడం అవసరం. ఈ సందర్భంలో, ఏకశిలా కనెక్షన్ బలంగా ఉంటుంది మరియు సరైన ఆపరేషన్తో వైకల్యం ప్రమాదం లేదు.
HDPE పైపుల బట్ వెల్డింగ్ యొక్క లక్షణాలు
అన్నింటిలో మొదటిది, పని కోసం, మీరు HDPE పైపుల బట్ వెల్డింగ్ కోసం ఒక పరికరం అవసరం. మంచి బోనస్ ఏమిటంటే, మీరు దాని కోసం అదనపు జోడింపులను కొనుగోలు చేయవలసిన అవసరం లేదు. అదే వ్యాసం యొక్క HDPE పైపులను కనెక్ట్ చేయడానికి మాత్రమే సాంకేతికత అనుకూలంగా ఉంటుంది.
HDPE పైపుల యొక్క అత్యధిక నాణ్యమైన వెల్డింగ్ విభాగాలు ఒక సీమ్లో బంధించబడితే మాత్రమే పొందబడుతుంది. ఈ సందర్భంలో, బాండ్ బలం సరైనది మరియు పైప్లైన్లో పెద్ద సంఖ్యలో పీక్ లోడ్ పాయింట్లు ఉండవు.
ఈ రోజు వరకు, వెల్డింగ్ అనేది పైప్లైన్లను వ్యవస్థాపించే అత్యంత బహుముఖ మరియు ప్రభావవంతమైన మార్గం, మరియు గొట్టాలు తయారు చేయబడిన పదార్థంగా పాలిథిలిన్ ఉపయోగించబడుతుందనే వాస్తవం కూడా వెల్డింగ్ యొక్క ప్రజాదరణను తగ్గించదు. వెల్డెడ్ పైప్లైన్ కోసం, పదార్థం దాని మొత్తం పొడవుతో అనువైనదిగా ఉంటుంది. HDPE పైపుల కోసం వెల్డింగ్ మెషిన్ ఏ పరిస్థితుల్లోనైనా పని చేయడం సాధ్యపడుతుంది కాబట్టి, సిస్టమ్ ఎలా వేయబడుతుందో ఖచ్చితంగా తేడా లేదు.

వెల్డింగ్ విధానం క్రింది విధంగా ఉంది:
- పైపుల చివరలను సెంట్రలైజర్లో అమర్చారు (వెల్డింగ్ HDPE పైపుల కోసం వెల్డింగ్ యంత్రం అమర్చబడిన ఒక మూలకం), ఆపై ఒకదానికొకటి సాపేక్షంగా సమలేఖనం చేయబడుతుంది మరియు దృఢంగా స్థిరంగా ఉంటుంది (ఇంకా చదవండి: ""). ఈ సందర్భంలో, పైపుల చివరలను వివిధ ధూళి, దుమ్ము మొదలైన వాటి నుండి పూర్తిగా శుభ్రం చేయాలి.
- ఇంకా, వెల్డింగ్ చేయవలసిన పైప్లైన్ విభాగాల మ్యాచింగ్ను నిర్వహించడానికి ట్రిమ్మింగ్ పరికరాన్ని ఉపయోగించడం అవసరం. ఈ దశలో, 0.5 మిమీ చిప్ను కూడా సాధించడం అవసరం, ఆపై పైప్ యొక్క చివరి భాగాల ఉమ్మడిని తనిఖీ చేయండి. HDPE పైపుల మధ్య ఏదైనా ఖాళీని కత్తిరించే విధానాన్ని పునరావృతం చేయడం ద్వారా తప్పనిసరిగా తొలగించాలి.
- అప్పుడు, HDPE పైప్ వెల్డింగ్ పరికరాలు చివరలను వేడి చేయడానికి ఉపయోగిస్తారు. నాన్-స్టిక్ పూతతో హీటింగ్ ఎలిమెంట్ను ఉపయోగించాలని నిర్ధారించుకోండి. చివరలను కరగడం ప్రారంభించినప్పుడు, వాటిని పలుచన చేయడం మరియు త్వరగా హీటర్ను తొలగించడం అవసరం.
- వేడిచేసిన విభాగాలు చేరాయి, మరియు రెండు గొట్టాలు ఒకదానికొకటి సాపేక్షంగా గట్టిగా పరిష్కరించబడే వరకు వాటి కుదింపు యొక్క శక్తి సమానంగా పెరుగుతుంది. ఉమ్మడి చల్లబరుస్తుంది వరకు, ఎక్కువసేపు వేచి ఉండటం మంచిది. ఈ సందర్భంలో మాత్రమే సీమ్ సాధ్యమైనంత నమ్మదగినదిగా ఉంటుంది.
ప్రదర్శించిన వెల్డింగ్ యొక్క నాణ్యతను తయారు చేసిన సీమ్ యొక్క రూపాన్ని మరియు ఉమ్మడి వద్ద పైప్లైన్ యొక్క సరళ పరిమాణాల ద్వారా నిర్ణయించబడుతుంది (ఏ అసమానతలు ఉండకూడదు).
కలపడం ద్వారా HDPE పైపులను వెల్డింగ్ చేయడం
మీరు మీ స్వంత చేతులతో HDPE పైపుల స్లీవ్ వెల్డింగ్ చేస్తున్నట్లయితే, అప్పుడు మీరు ఒక టంకం ఇనుము రకం వెల్డింగ్ యూనిట్, అలాగే దాని కోసం నాజిల్ యొక్క సమితిని కలిగి ఉండాలి. ఉపయోగించిన అమరికల కొలతలకు అనుగుణంగా నాజిల్ యొక్క వ్యాసాలు ఎంపిక చేయబడతాయి. వెల్డింగ్ కోసం పరికరాలతో పాటు, అమరికలను కొనుగోలు చేయడం అవసరం: కప్లింగ్స్, యాంగిల్స్, టీస్ మొదలైనవి.
నిజానికి, వెల్డింగ్ కోసం జత అమర్చడం మరియు పైప్ యొక్క చివరలు. పద్ధతి అసౌకర్యంగా ఉంటుంది, ఎందుకంటే కనెక్షన్ తప్పుగా ఉంటే, పైప్లైన్ బెవెల్ చేయబడుతుంది మరియు అందువల్ల ఫిట్టింగ్ల సంఖ్య ఆశించిన కీళ్ల సంఖ్యను మించి ఉండాలి.

సాకెట్ వెల్డింగ్ యొక్క ప్రయోజనం ఏమిటంటే, పైపుల యొక్క అక్షసంబంధ స్థానభ్రంశం పరిమితం అయినప్పుడు ఇది చాలా అసౌకర్య పరిస్థితులలో నిర్వహించబడుతుంది. HDPE పైప్ ఒక టంకం ఇనుముపై ఒక మెటల్ ముక్కుతో పరిచయం ద్వారా వేడి చేయబడుతుంది.
నిర్మాణాత్మకంగా, ముక్కు మొత్తంగా వక్రీకృతమైన రెండు అంశాలను కలిగి ఉంటుంది. ఫిట్టింగ్ "మాండ్రెల్" అని పిలువబడే మొదటి భాగం ద్వారా వేడి చేయబడుతుంది మరియు రెండవది "స్లీవ్" అని పిలువబడుతుంది మరియు HDPE పైప్ దానిలోకి చొప్పించబడుతుంది.
ఒక అమరిక ద్వారా వెల్డింగ్ కోసం సన్నాహక దశ
పైప్ మరియు ఫిట్టింగ్తో కొన్ని చర్యలను చేసిన తర్వాత రెండు పైపులను కలపడం ప్రారంభించడం అవసరం:
- పైప్ ప్రత్యేక కత్తెర ద్వారా కత్తిరించబడుతుంది, అవసరమైన పరిమాణాన్ని పరిగణనలోకి తీసుకుంటుంది. సర్దుబాటు చేయగల కట్ కోణంతో కత్తెరను ఉపయోగించడం ఉత్తమం, ఎందుకంటే విభాగం పైప్ యొక్క బయటి గోడకు లంబ కోణంలో ఉండాలి.
- వెల్డింగ్లో పాల్గొనే ప్రాంతాలను ఏదైనా ధూళి, దుమ్ము మరియు బర్ర్స్ నుండి శుభ్రం చేయాలి. వెల్డింగ్ నిర్వహించబడని వైపు పైపు లోపలి భాగం ప్లగ్తో మూసివేయడం మంచిది.
- వెల్డింగ్ యంత్రం తిరిగి ఉపయోగించినట్లయితే, మీరు మునుపటి ప్రక్రియ యొక్క అవశేషాల నుండి శుభ్రం చేయాలని గుర్తుంచుకోవాలి.
పై దశలను పూర్తి చేసిన తర్వాత, మీరు టంకం ఇనుమును వేడెక్కడం ప్రారంభించవచ్చు. కావలసిన ఉష్ణోగ్రత విలువ స్థాపించబడిందనే వాస్తవం ప్రత్యేక సూచిక ద్వారా నివేదించబడుతుంది, ఇది HDPE పైపుల కోసం ఏదైనా వెల్డింగ్ యంత్రంలో అందుబాటులో ఉంటుంది. పని సమయం లో ఖచ్చితంగా నిర్వహించబడుతుంది, ఇది పైపు యొక్క నిర్దిష్ట బయటి వ్యాసానికి అనుగుణంగా ఉంటుంది.
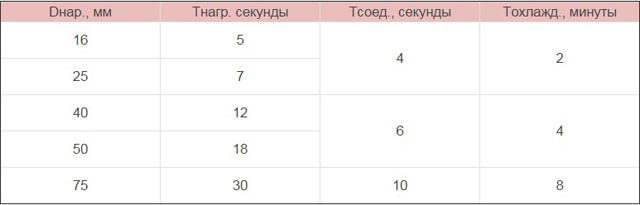
HDPE పైపుల (బయటి వ్యాసం (మిల్లీమీటర్లు); మూలకాల యొక్క తాపన సమయం (సెకన్లు); వేడిచేసిన మూలకాల చేరిన సమయం (సెకన్లు); శీతలీకరణ యొక్క ప్రామాణిక వ్యాసాల కోసం తాపన మరియు చేరడం యొక్క ప్రతి దశలకు సంబంధించిన సమయ ఫ్రేమ్ల జాబితా క్రిందిది. ఉమ్మడి సమయం (నిమిషాలు):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
బహుశా చాలా ముఖ్యమైన దశ నాజిల్కు ఆనుకుని ఉండే మూలకాలను భద్రపరచడం, ఎందుకంటే అధిక పీడనం రిఫ్లో నుండి పొడుచుకు వచ్చిన ద్రవ్యరాశిని పైపు చివర్లలో పెద్ద రింగ్గా ఏర్పరుస్తుంది మరియు అమర్చవచ్చు.

దీని ప్రకారం, పైపును చొప్పించండి మరియు అన్ని మార్గంలో అమర్చండి, కానీ ప్రక్రియ యొక్క చివరి దశలో అధిక శక్తిని ఉపయోగించవద్దు. ఫిట్టింగ్ను అటాచ్ చేయడం మరియు టంకం ఇనుముతో పైపును ఇన్సర్ట్ చేయడం ద్వారా దీనిని నివారించవచ్చు.
ఈ సందర్భంలో, సంబంధిత గుర్తును ఉంచడం సాధ్యమవుతుంది. తాపన సంభవించిన తర్వాత, మీరు మూలకాలను తీసివేసి, పూసల చేరిక వరకు వాటిని కనెక్ట్ చేయాలి. నిర్మాణం పూర్తిగా చల్లబరుస్తుంది వరకు విశ్రాంతిగా ఉండాలి మరియు యాంత్రిక ఒత్తిడికి గురికాకూడదు.
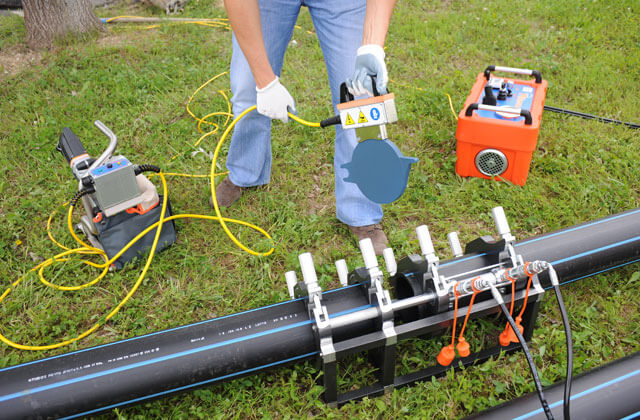
ప్రత్యేకమైనది మరియు ఎలెక్ట్రోఫ్యూజన్ వెల్డింగ్ ఎలా నిర్వహించబడుతుంది
ఎలెక్ట్రోఫ్యూజన్ వెల్డింగ్ అనేది పైన వివరించిన పైప్ చేరే పద్ధతి యొక్క ఆధునిక మార్పు. ఈ విధానాన్ని అమలు చేయడానికి, ప్రత్యేక కప్లింగ్స్ ఉపయోగించబడతాయి, దీనిలో ఎలక్ట్రిక్ హీటింగ్ ఎలిమెంట్స్ ప్రారంభంలో ఉంచబడతాయి. విద్యుత్ శక్తి వంటి అటువంటి వనరు వినియోగించబడుతుందని పరిగణనలోకి తీసుకుంటే, ప్రామాణిక బట్ వెల్డింగ్తో పోల్చితే ప్రక్రియ యొక్క ఖర్చు-ప్రభావం గురించి మాట్లాడటం సాధ్యం కాదు.

ఈ రకమైన వెల్డింగ్ కోసం సరళమైన మూలకం ఎలెక్ట్రోఫ్యూజన్ కలపడం, అయితే జీను శాఖలు మరియు ఎలెక్ట్రోఫ్యూజన్ రకం టీలు కూడా ఉన్నాయి. తరువాత, ఎలెక్ట్రోఫ్యూజన్ కప్లింగ్స్ మరియు ఎలెక్ట్రోఫ్యూజన్ వెల్డింగ్ మెషీన్ను ఉపయోగించి స్వతంత్రంగా సంస్థాపనను ఎలా నిర్వహించాలో గురించి మాట్లాడతాము.
అటువంటి వెల్డింగ్ యంత్రం యొక్క రూపకల్పన ప్రత్యేక స్పైరల్స్ ఉనికిని ఊహిస్తుంది, ఇవి హీటింగ్ ఎలిమెంట్స్. ఫిట్టింగ్ చివరిలో ఒక సన్నని పొర ఉష్ణోగ్రత ప్రభావంతో కరుగుతుంది మరియు ఇది పైప్లైన్ యొక్క ప్లాస్టిక్ విభాగాలకు కనెక్ట్ చేయడానికి అనుమతిస్తుంది. మురి మూలకాల మధ్య సీమ్లో మిగిలిపోయింది, నిర్మాణానికి మరింత బలాన్ని ఇస్తుంది (ఉపబలంతో సారూప్యత ద్వారా). సహజంగానే, ఈ పద్ధతి అత్యంత ఖరీదైనది మరియు గ్యాస్ పైప్లైన్లను సమీకరించడానికి ప్రధానంగా ఉపయోగించబడుతుంది.
ఒక నిర్దిష్ట క్రమంలో ఎలక్ట్రోఫ్యూజన్ వెల్డింగ్ ప్రక్రియలో పని జరుగుతుంది:
- ప్రత్యేక కట్టర్ ఉపయోగించి, పైప్లైన్ ముందుగా గుర్తించబడిన ముక్కలుగా కత్తిరించబడుతుంది.
- అప్పుడు మీరు ఎలక్ట్రికల్ కప్లింగ్ లోపలి భాగాన్ని మరియు ఒకదానికొకటి వెల్డింగ్ చేయవలసిన పైపు విభాగాలను శుభ్రం చేయాలి. అప్పుడు అదే ప్రాంతాలు క్షీణించబడతాయి.
- పైపులపై స్థలాలు గుర్తించబడతాయి, తద్వారా కలపడం యొక్క ప్రవేశ లోతును నియంత్రించవచ్చు.
- ఈ దశలో ఉడకబెట్టని పైపుల ఓపెన్ చివరలు ప్లగ్స్ ద్వారా మూసివేయబడతాయి.
- వెల్డింగ్ యంత్రం రెండు వైర్ల ద్వారా కలపడానికి అనుసంధానించబడి ఉంది, ఇది పని సైట్ నుండి దూరంగా ఉంచడం సాధ్యం చేస్తుంది.
- ప్రారంభ బటన్ నొక్కబడింది. తాపన సమయంలో, సంశ్లేషణ మరియు పూర్తి శీతలీకరణ వరకు, పైపు విభాగాలు ఒకదానికొకటి స్థిరంగా ఉండాలి.
- అవసరమైన సమయం ముగిసిన తర్వాత యంత్రం కూడా స్వయంగా ఆఫ్ అవుతుంది, ఎందుకంటే ఇది ప్రారంభంలో టంకం HDPE పైపుల కోసం కాన్ఫిగర్ చేయబడింది (ఇంకా చదవండి: "").
- వెల్డింగ్ తర్వాత 1 గంట కంటే ముందుగా పైప్లైన్ను ఆపరేషన్లో ఉంచవచ్చు.

HDPE పైపుల యొక్క వెల్డెడ్ కీళ్ళు క్రింది అవసరాలను తీర్చాలి:
- వెల్డ్ పైప్లైన్ యొక్క బయటి ఉపరితలం వద్ద లేదా పైన ఉండాలి;
- పైప్లైన్ విభాగాల స్థానభ్రంశం ఉపయోగించిన పైపు యొక్క గోడ మందంలో 10 శాతం కంటే ఎక్కువ ఉండకూడదు;
- 5 మిల్లీమీటర్ల వరకు గోడ మందంతో పైప్లైన్ పైన పొడుచుకు వచ్చిన సీమ్ 2.5 మిల్లీమీటర్ల కంటే ఎక్కువ ఉండకూడదు మరియు 6 మిల్లీమీటర్ల నుండి 2 సెంటీమీటర్ల మందంతో - 5 మిల్లీమీటర్ల వరకు ఉండాలి.
ఫలితం
వ్యాసం HDPE పైపులను వెల్డింగ్ చేసే పద్ధతులను వివరంగా వివరిస్తుంది మరియు ఉద్యోగి ఒక నిర్దిష్ట పైప్లైన్ కోసం అత్యంత సరైనదాన్ని మాత్రమే ఎంచుకోవాలి. ప్రతిపాదిత సూచనల ప్రకారం పని ఖచ్చితంగా నిర్వహించబడితే, అప్పుడు పైప్లైన్ చాలా కాలం పాటు సమర్ధవంతంగా మరియు విశ్వసనీయంగా ఉంటుంది. అలాగే, మొత్తం ఇన్స్టాలేషన్ ప్రక్రియను నిపుణులకు అప్పగించవచ్చు, వారు వారి స్వంత పరికరాలను అందిస్తారు మరియు అవసరమైన పదార్థాలను కొనుగోలు చేయడంలో సహాయం చేస్తారు.