Сварка полиэтиленовых труб низкого давления
Ассортимент строительных продуктов с каждым годом растет. На рынке появляются современные материалы, которые облегчают ступени строительства, и повышают производительность рабочих. Потребители стремятся использовать при планировке внутренних систем в домах трубопроводы с большим сроком эксплуатации. Подходящей альтернативой, отвечающим потребительским запросам, стали ветки внутренних коммуникаций из пластика. Как паять пластиковые трубы?
Ещё одним преимуществом таких технологий считается появление возможности самостоятельно провести ремонт или замену сетей водоснабжения и отопления. Как паять пластиковые трубы для водопровода?
Разберемся в видах

Металлопластиковые

Полиэтиленовые
Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые – применяются для прокладки разводок внутри зданий и наружных трасс. Возможно их применение на трубных соединениях повышенного давления и при низких температурах окружающего воздуха.
- ПВХ используются в целях снижения себестоимости ремонта.
- Металлопластиковые – самые практичные изделия, сроком полезного использования более 50 лет. Идеальный вариант для замены горячего водоснабжения.
Широкое применение этого материала обусловлено рядом причин. Положительные свойства таких конструкций в отличие от металлических:
- Длительный срок эксплуатации.
- Низкая коррозивность.
- Простота установки.
- Не требует особых навыков.
- Экологически чистый материал.
- Экономичные и доступные в применении.
- Легкие и удобные при транспортировке.
- Не поддаются вредному воздействию микроорганизмов.
Ваш водопровод

Муфтовая сборка

Полиэтиленовые модели монтируются спайным методом или при помощи муфт/фитингов (муфтовая сборка). Как паять пластиковые трубы для водопровода?
Для проведения новых сетей водоснабжения подойдут изделия из ПВХ и полиэтилена без армирования и усиления. Подготовка требует создать схему будущего водоснабжения с обозначением длин веток, его положением и всех необходимых для установки конструкции фитингов. Правильный расчет длин и числа загибов позволит упростить технологию, увеличить скорость выполнения задания и не допустить переделок.

Паяльник

Труборез
Для паяния полиэтиленовых соединений понадобиться:
- Паяльник.
- Труборез
- Торцеватель для резки труб и срезания кромки отрезанных концов.
- Мелконаждачная бумага для зачистки краев
- Муфта соединительная (если муфтовая сборка)
Нагревательный прибор представляет собой специальное устройство с подошвой с креплением к ней особых насадок различного диаметра. Существуют приборы, в комплект которых входят от двух и более насадок одновременно.
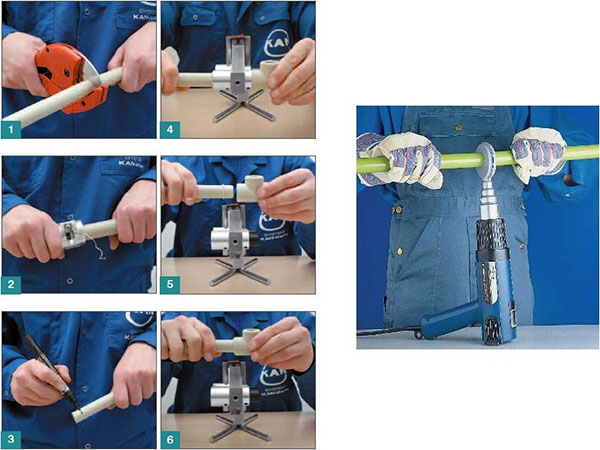
Этапы технологии прокладки гидрокоммуникаций расскажут, как научиться паять:
- Отмеряем рулеткой нужную длину.
- Отрезаем труборезом отмеренную длину.
- Заторцовываем отрезанные концы. Это важный этап при паянии. Срезы должны быть гладко отшлифованы и зачищены. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Спаиваем концы. Если при установке сетей жизнеобеспечения используется муфтовое соединение, тогда на один конец строения устанавливаем муфту/фитинг и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева концы незамедлительно соединяем и дожидаемся полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При монтаже тепло- и водоснабжения спайным швом категорически не допускается падание воды или влаги в полость или на поверхность. При нагреве вода, превращаясь в пар, деформирует пластиковую структуру, в результате чего она теряет свою прочность.
На что обратить внимание
Температурные режимы для спайки описываются в инструкциях к инструменту. На современных изделиях установлен автоматический режим нагрева в зависимости от размера монтируемой сети и глубины сварки. На предыдущих марках силу нагрева подбирали вручную.
При какой температуре паять пластиковые трубы? При спайке полиэтиленовых стояков устанавливаем температурный регулятор в районе 220 ° С, для полипропиленовых – 260 °С. На механизме нагрева имеется индикатор, который показывает готовность прибора к использованию. Индикатор горит только в режиме нагрева.
Продолжительность паяния зависит от окружного радиуса трубопровода, и может составлять от 5 до 40 сек. Не следует перегревать концы. Это может вызвать образование закупорки в месте спайки.
Если требуется провести монтаж водоподачи одного размера, то не следует переплачивать за количество насадок и наличие температурного механизма.
Если планируется большой объем производства длительного характера с применением сетей различных размеров по окружности, то приобретаем универсальный прибор для соединения с последними техническими возможностями и характеристиками.
Нюансы пайки
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
- Для проведения паяльной сборки предусмотрено время разогрева. Это время составляет от 5 до 20 мин.
- Производство внутридомового жизнеобеспечения следует проводить при температуре выше нуля.
- После спайки концов требуется не допускать их прокручивание или перемещение, достаточно плавно исключить перекосы. Необходимо дать им остыть. Прокручивание спайного шва может в будущем дать течь. Для остывания требуется столько же времени, что для ее пайки.
- Необходимая мощность паяльного инструмента – 1200 Вт.
- Домашние паяльники предназначены для пайки разводок диаметром до 32 см. Если понадобиться сборка изделий большого диаметра, то приобретаем профессиональное устройство для спаивания.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут дать протечки при высоком давлении воды. Чрезмерное усилие при сжимании элементов может привести к уменьшению просвета в полости и ухудшить работу всей конструкции.
- Удалять остатки материала с насадок следует после каждой произведенной паки. Так как насадки имеют специальное покрытие, убирать нагар следует деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики прибора и приведут его в негодность для дальнейшей эксплуатации.
Думаете, как сделать отопление?

Монтаж теплоснабжения обладает рядом сложностей. Устройство отопительных моделей может проводиться в помещениях с низкими температурами, что усложняет процесс пайки. Для теплоподачи разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления. Применение пластика в строительстве позволило увеличить производительность, и уменьшить затраты на необходимый материал.
Трубы для отопления армируются стекловолокном, что делает этот материал прочным и долговечным.
Охрана здоровья и условия труда
При производстве работ, связанных с нагревом стыков теплотрассы выполняем правила техники безопасности, чтобы исключить получение травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь отрицательно повлияет на качество сварки и внешний вид всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного разогрева приспособления, после отключения индикатора готовности к работе.
- Пальник не выключаем из электрической сети на протяжении всего монтажа.
Паять пластиковые трубы своими руками несложно. Процесс пайки не требует наличие профессиональных навыков или опыта. Смонтировать сети жизнеобеспечения в собственном доме может каждый. Обязательный состав требуемого инструмента включает в себя только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез – острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – надежная, долговечная и экологически чистая система для подачи воды и отопления.
Рекомендуем видео: Секреты монтажа полипропиленовых труб
Полезная информация?
Как правильно паять трубы? В статье нам предстоит разобрать технологию соединения труб и фитингов из меди, полипропилена, полиэтилена и ПВХ. Нас интересует как технология соединений пайкой, так и необходимый для этого инструментарий.
Медь
Исключительная надежность и долговечность меди общеизвестна. Она не подвержена коррозии, не зарастает отложениями и не боится нагрева до высоких температур. Собственно, достаточно сказать, что старейшие медные водопроводы используются уже больше века.
Однако: медь — металл сравнительно мягкий.
Случайное механическое повреждение водопровода вполне возможно.
На бесчисленных размещенных в Интернете видео пайка труб из меди показывается и описывается достаточно детально. Уделим внимание тем моментам, которые часто остаются за кадром.
Инструменты
Для соединения труб пайкой нам потребуются:
- Труборез . Несложный инструмент поможет отрезать медную трубку строго под прямым углом к ее оси, тем самым обеспечив максимальную надежность соединения.
- Фаскосниматель . С его помощью с внутреннего и наружного краев трубы удаляются заусенцы.
- Труборасширитель . Он помогает сформировать гильзу для пайки. Разумеется, этот инструмент нужен лишь там, где не используются

Внимание: формирование гильзы возможно лишь на отожженной меди.
Без отжига металл недостаточно пластичен.
- Горелка . Она может использовать пропан или ацетилен. В бытовых условиях наиболее удобны горелки, предназначенные для использования с одноразовыми баллонами небольшого объема.
Кроме того, нужны флюс и припой. В домашних условиях оптимально использование так называемых мягких припоев на основе олова.
Технология
- Поверхности, которые предстоит спаять, очищаются от пыли и при необходимости обезжириваются ацетоном.
- С помощью труборасширителя формируется гильза. Диаметр зазора между внутренней поверхностью гильзы и наружной поверхностью следующей трубы должен быть минимальным — не более 0,125 мм. Длина гильзы — не меньше диаметра трубки.
- На поверхности кистью наносится небольшое количество жидкого флюса.
- Совмещенные друг с другом участки водопровода равномерно прогреваются горелкой. При контакте с медью припой должен плавиться.
- При непрерывном подогреве соединения пруток припоя оплавляется у горловины гильзы. Расплав заполняет полость благодаря капиллярному эффекту.

Полипропилен
Как паять пропиленовые трубы? Разумеется, и в этом случае в сети несложно найти соответствующее видео — пайка пропиленовых труб не слишком сложна и оттого пользуется большим спросом. Давайте сосредоточимся на тонкостях и нюансах этой работы.
Инструменты
- Аппарат для пайки труб представляет собой низкотемпературный паяльник со сменными насадками под разные диаметры .
Полезно: большая часть дешевых паяльников лишена регулятора температуры и разогревает насадки примерно до 260 градусов.
Именно при такой температуре выполняется пайка ПП труб.
Регулятор необходим, когда нужно задать более низкое ее значение для работы с полиэтиленом.
- Наличие трубореза желательно и здесь . Внешне труборез для пластиковых труб больше всего напоминает садовый секатор.
- Кроме того, пайка труб ПП с алюминиевым армированием требует наличие шейвера (зачистки) или торцевателя . Выбор того или другого инструмента зависит от расположения армирующего слоя.

Технология
Как выполняется собственно пайка пропиленовых труб — видео в обучающих курсах показывает более чем наглядно.
- На нагревательный элемент паяльника устанавливается соответствующая насадка. соответствующая диаметру трубы.
- Паяльник разогревае6тся до рабочей температуры.
- Затем одновременно выполняется две операции: труба вставляется в раструб насадки и одновременно фитинг надевается на ее узкую часть.
- Через 6-10 секунд (точное время зависит от диаметра) детали совмещаются друг с другом и выдерживаются неподвижно в течение 10-15 секунд.
Как всегда, дьявол кроется в деталях.
- Трубы с наружным слоем армирующей алюминиевой фольги зачищаются несколькими оборотами шейвера — насадки с ножами внутри. Шейверы производятся и под ручную зачистку, и под патрон дрели.
- Если слой армирования находится между двумя слоями полипропилена, подготовка трубы выполняется торцевателем. Ножи в нем выбирают часть материала трубы с ее торца.
Пояснение: зачистка нужна для того, чтобы все слои трубы надежно сварились с фитингом, а алюминий не контактировал с водой.
Его электрохимическое разложение может привести к расслоению участка водопровода.
- совмещаются возвратно-поступательным движением. Вращение недопустимо: образовавшаяся при этом волна ослабит соединение.
- На отрезанной трубе перед пайкой желательно снять наружную фаску.
Полиэтилен
Пайка полиэтиленовых труб выполняется двумя способами:
- С использованием электросварных фитингов . Внутри каждого фитинга находится проводник с высоким сопротивлением. Подача на контактные клеммы 12 вольт приводит к его разогреву и надежному соединению фитинга с вставленной в него трубой.

- Встык, с предварительным оплавлением торцов совмещаемых деталей .
Первый метод соединения не таит никаких сюрпризов: пайка труб ПНД (из полиэтилена низкого давления) сводится лишь к сборке водопровода и кратковременным подключениям трансформатора к клеммам. Сосредоточимся на пайке встык.
Инструменты
Стоит оговорить одну тонкость. Штатно технология пайки труб ПНД встык применяется для большого (от 50 миллиметров) диаметра и использует достаточно сложное оборудование для центровки и прижима. Однако метод можно использовать и для сварки труб в дачных водопроводах, системах полива и прочих напорных системах с умеренным давлением.
Собственно, инструментарий мало отличается от того, что нужно для соединения полипропиленовых труб.
- Паяльник. Лучше использовать устройства с регулировкой температуры: пайка труб полиэтиленовых требует разогрева не до 260, а лишь до 220 С.
- Труборез. Торцы должны быть строго перпендикулярны оси трубы.
Технология
Собственно, сама пайка ПНД труб еще проще, чем в случае полипропилена.
- Торцы плотно прижимаются к обеим сторонам нагревательного элемента паяльника и выдерживаются до появления грата — валика из расплава пластика.
- Затем они совмещаются и удерживаются в течение минуты в статичном положении.
Внимание: лучше использовать паяльник с тефлоновым покрытием нагревательного элемента.
В противном случае часть пластика останется на его поверхности и, уж поверьте, воздуха озонировать не будет.
Поливинилхлорид
Как выглядит пайка труб ПВХ?
Штатно — никак. Вообще. И напорные, и безнапорные водопроводы и элементы канализационных систем соединяются только раструбами, с использованием клея или резиновых уплотнителей.

На фото — напорные трубы из поливинилхлорида. Герметичность соединений обеспечивается резиновыми уплотнителями.
Однако в некоторых случаях пайка ПВХ труб в безнапорной канализации все же практикуется. Типичные ситуации — поломка колена сифона поздним вечером или необходимость изготовить фитинг нестандартной конфигурации.
Как любой термопласт, поливинилхлорид может оплавляться и относительно надежно соединяться за счет молекулярной диффузии. Понятно, что покупка специального паяльника будет некоторым излишеством.
Как обойтись подручными средствами?
- Заготовки отрезаются по размеру ножовкой или, что куда удобнее, болгаркой с любым режущим кругом.
- Края стыкующихся деталей слегка оплавляются над плитой или в пламени газовой горелки и прижимаются друг к другу.
- Затем шов оплавляется по кругу разогретым до тусклого свечения столовым ножом или любым другим металлическим предметом.
Времена меняются, меняются и технологии
Многие годы самым распространенным материалом, который применялся для организации систем водоснабжения и отопления, служили стальные изделия. Однако, такие отрицательные качества, как низкая коррозионная стойкость, способность к зарастанию, высокая стоимость и сложность монтажа, привели к необходимости найти альтернативные материалы для изготовления труб. Создание полимеров открыло новую эру в трубном производстве. К тому же, сварка полипропиленовых труб выполненная своими руками возможна без особых профессиональных навыков и громоздкого оборудования. Однако следует придерживаться определенных правил при ПВХ-труб, но об этом немного позже.
Самостоятельная сварка полипропиленовых тизделий
Однако, перед походом в строительный супермаркет или на рынок стоит разобраться, а какие же варианты предлагает нам сегодня широкий ассортимент пластиковых труб? Для начала стоит сказать, что «пластиковыми» называют все трубы, изготовленные из полимеров, а подразделяются они следующим образом: изделия из поливинилхлорида (ПВХ), полипропилена, полиэтилена, в том числе сшитого, металлопластиковые.
Сферы применения полипропиленовых материалов, способы их соединения
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, «теплого пола», канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления — 1,6 МПа. Для горячего водоснабжения и отопления — PN 20 с номинальным давлением 2 МПа.
Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой. Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера — 20, 25, 32, 40 мм.
 Полипропиленовые материалы, многообразие выбора
Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.
Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
С металлическими деталями — стальными узлами, кранами, фильтрами, смесителями, счетчиками — полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.
Сварка полипропилена собственными руками: выбор оборудования
Форма инструмента
Паяльники для сварки полипропиленовых изделий разделяются по форме рабочего органа на стержневые и мечевидные (плоские). Исходя из собственного опыта, могу сказать, что стержневым паяльником удобнее выполнять работы в стесненных труднодоступных местах.
Мощность паяльника
Мощность инструмента приблизительно можно подобрать, исходя из простого расчета. Для этого нужно умножить диаметр трубы в мм, которую вы собираетесь паять, на 10. Например, для сварки изделия диаметром 50 мм достаточной является мощность, равная 500 Вт.
Качество и функционал
Качественные паяльники профессионального ряда имеют электронную регулировку, что позволяет достичь хорошей точности установки температуры нагрева. Звуковая сигнализация дает возможность контроля за процессом во всех трех режимах: нагрева, соединения, фиксации.
Насадки для паяльников
Насадки для паяльника имеют покрытие двух разновидностей: тефлоновое и металлизованное тефлоновое. Последнее имеет более высокие прочностные характеристики. Однако, если с тефлоновой насадкой обращаться бережно — аккуратно складывать инструмент в футляр, протирать трубы и фитинги перед сваркой спиртом или другим обезжиривателем — срок ее службы будет довольно длительным.
Производители оборудования для сварки пластиковых материалов
Сварка пластиковых труб своими руками, конечно, будет значительно облегчена при использовании качественного . Самым желательным, но и самым дорогим вариантом являются паяльники чешского производства. Турецкие и российские модели гораздо дешевле, по эксплуатационным характеристикам несколько ниже чешских, но для использования в быту они являются вполне приемлемым вариантом. Зачастую негативные отзывы получали модели, которые при тщательной проверке оказывались китайскими подделками. О китайских паяльниках можно сказать одно — самые дешевые, годятся исключительно для краткосрочного, редкого применения.
Преимущества применения полиэтиленовых труб
Сварка полиэтиленовых труб сделанная своими руками отличается от аналогичной работы с полипропиленовыми материалами.
Полиэтиленовые материалы имеют ряд весомых преимуществ:
- прежде всего, это гибкость, которая дает возможность прокладывать узлы по изогнутой линии без стыков между прямыми отрезками;
- малый вес, возможность сворачивания при транспортировке;
- материал совершенно инертен, не вступает во взаимодействие ни с какими веществами, находящимися в земле;
- не выделяет токсичных элементов;
- не лопается на морозе.
Полиэтиленовые трубы ПНД могут применяться для водопроводов и канализационных систем. Такие детали не изнашиваются, не подвергаются коррозии, не зарастают, не боятся контакта с агрессивными веществами и, главное, могут изменять свою длину на 7%, не теряя при этом эксплуатационных характеристик. Пропускная способность такого вида водопровода на 30% выше, чем у металлического аналога с таким же сечением, благодаря идеальной гладкости стенок.
Электромуфтовые аппараты для сварки ПНД труб
Сварка ПНД труб сделанная своими руками возможна с помощью электромуфтового соединения. При такой сварке применяются специальные фасонные части, в которые вмонтированы при изготовлении нагревательные элементы. Это могут быть отводы, седла, тройники и заглушки. Для соединения изделий с закладными нагревателями необходимы специальные электромуфтовые аппараты самой различности степени сложности и оснащенности.
Если вы хотите использовать полиэтиленовые трубы и не обременять себя поиском подходящего оборудования, то можно приобрести трубы ПЭ. Они предназначаются для внутреннего и наружного водопровода, канализации, водостока. Малые диаметры таких труб (до 63 мм) можно собирать с использованием латунных или полипропиленовых фитингов с резиновыми кольцами для уплотнения.
Если вы решили самостоятельно заменить или смонтировать по новой систему водоснабжения или отопления, используя пластиковые изделия, то это будет вам вполне по плечу. Но для успешного выполнения задачи необходимо ознакомиться с основными принципами соединения выбранных труб и обязательно проконсультироваться с профессионалами.
Сегодня изделия из полимерных материалов используются во многих сферах нашей жизни и отраслях промышленности. Но особенно большой популярностью пользуется ПНД – полиэтилен низкого давления. Этот материал отличается прочностью, долговечностью, благодаря небольшому удельному весу легко монтируется. Из полиэтиленовых труб часто делают трубопроводы различного назначения. Для соединения отдельных заготовок выполняется сварка ПНД изделий. В нашей статье мы расскажем о разновидностях и особенностях сваривания труб из ПНД.
Разновидности соединений
Для соединения полиэтиленовых труб можно использовать следующие способы:
- Разъёмные. Чтобы выполнить такую стыковку заготовок из ПНД, понадобятся стальные фланцы. Главная особенность этого принципа стыковки состоит в том, что в ходе эксплуатации трубопровод можно разбирать.
- Неразъёмные. В этом случае выполнить разборку коммуникаций не получится. Чтобы сделать такое соединение, заготовки необходимо сварить. Для этого может использоваться одни из следующих способов:
- стыковое сваривание полиэтиленовых заготовок;
- сварка изделий из ПНД посредством муфт.
Для сборки трубопроводов из элементов большого диаметра используются терморезистивные фитинги или сварка встык. При применении и того, и другого способа получается надёжное монолитное соединение.
Стыковая сварка изделий из ПНД

Стыковая сварка труб ПНД требует использования сварочного оборудования. Благодаря тому, что в ходе сваривания не используются дополнительные детали, процесс монтажа значительно упрощается. Таким способом можно сваривать только заготовки из ПНД.
Внимание: качественная стыковая сварка изделий из ПНД получится только при условии, что она будет выполнена посредством одного шва. Благодаря этому прочность стыковки соединяемых деталей будет максимальная.
Сваривание полиэтиленовых труб встык – наиболее эффективная и универсальная технология, поскольку при этом сохраняется гибкость материала на протяжении всего трубопровода. Данный метод может применяться независимо от используемого типа укладки трубопровода (траншейный, бестраншейный или открытый).
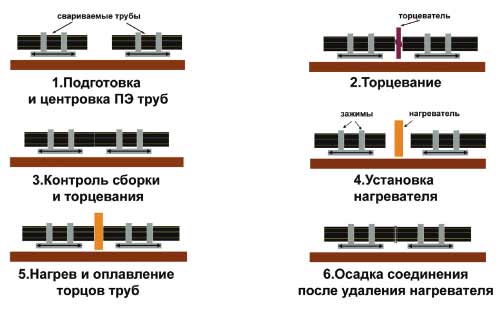
Пайка полиэтиленовых труб встык выполняется в такой последовательности:
- Для начала концы соединяемых заготовок необходимо установить в центратор сварочного оборудования.
- После того как детали будут выровнены и зафиксированы, при помощи х/б салфетки и спирта необходимо очистить торцы от пыли, грязи и жировых загрязнений.
- Затем свариваемые торцы обрабатываются при помощи торцующего устройства. Торцовку прекращают, когда начинает образовываться равномерная стружка толщиной не больше 0,5 мм. Теперь заготовку можно извлекать и проверять рукой параллельность торцов.
- В случае обнаружения недопустимого зазора между свариваемыми поверхностями, операцию торцовки необходимо повторить.
- После этого выполняется пайка труб. Для этого при помощи нагревательного элемента с антипригарным покрытием торцы заготовок нагреваются до необходимой температуры.
- Когда торцы достаточно оплавятся, свариваемые изделия разводим, а также извлекаем из зоны сваривания элемент для нагрева.
- После этого свариваемые торцы можно смыкать и повышать давление прижима до тех пор, пока оно не достигнет необходимого значения.
- Сварной шов нужно держать под давлением указанный промежуток времени.
- После этого проверяется качество сварки. Для этого оценивают внешний вид грата, ширину и высоту.
Муфтовая сварка заготовок из ПНД

Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата, называемого паяльником, а также набора специальных насадок, которые могут отличаться диаметром. Размер насадки подбирается, исходя из диаметра свариваемых полиэтиленовых труб.
Муфтовая пайка трубопроводов из ПНД выполняется с применением фитингов. Конфигурация этих изделий может быть разной. Они бывают в виде уголков, тройников или муфты. При таком способе пайки свариваются торцы заготовок и фитингов.
Важно: главное преимущество муфтовой сварки состоит в том, что она может проводиться в труднодоступных местах, где осевое смещение заготовок затруднено.
Нагревание полиэтиленовых деталей осуществляется посредством контакта заготовки с нагреваемой металлической деталью сварочного агрегата. Она состоит из двух скручивающихся частей:
- дорн нагревает внутреннюю поверхность фитинга;
- труба для нагрева вставляется в гильзу.
Чтобы установить эту насадку в отверстие паяльного агрегата, гильзу и дорн необходимо скрутить между собой.
Пайка полиэтиленовых труб муфтовым методом предполагает проведение следующих подготовительных мероприятий:
- Заготовки необходимо подрезать при помощи специальных ножниц до нужного размера. При этом нужно следить, чтобы срез был строго перпендикулярным продольной оси изделия.
- Перед тем как будет выполняться пайка, торцы соединяемых заготовок необходимо очистить.
- Для предотвращения нежелательного охлаждения в ходе выполнения сваривания, торцы труб, которые в данный момент не подвергаются соединению, закрываются пробками.
- После этого нужно очистить поверхность насадки для сваривания от частиц материала, которые могли остаться после выполнения предыдущей работы.
Теперь можно приступать к самому процессу сваривания, который выполняется в такой последовательности:
- Сначала насадку необходимо разогреть до сварочной температуры. Когда значение достигнет требуемого уровня, индикатор на корпусе паяльника подаст сигнал.
- После этого ПНД трубу нужно вставить в гильзу до упора. В свою очередь фитинг надевается на дорн тоже до упора. Поскольку диаметры немного отличаются, то для выполнения процедуры придётся приложить определённые усилия.
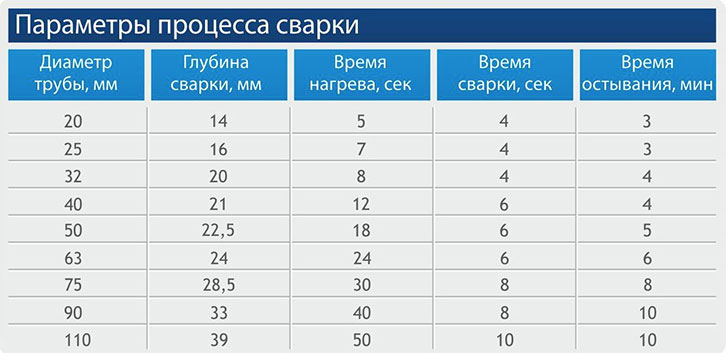
- Время сваривания труб выбираем по специальным таблицам, где этот показатель указан для изделий разного диаметра.
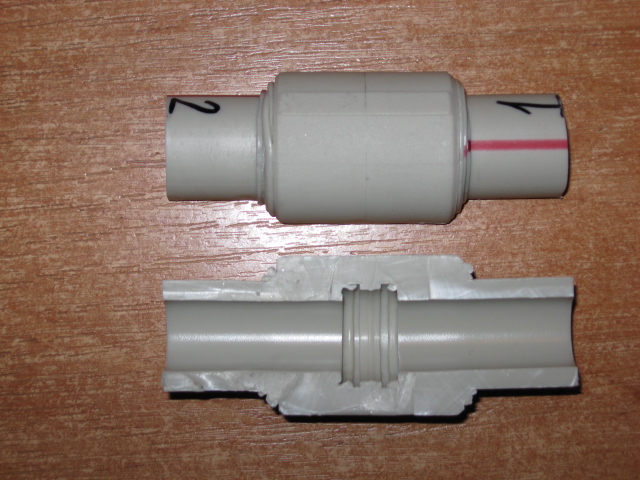
- В процессе вставления трубчатого элемента и надевания фитинга излишек материала с поверхности заготовок расплавляется и выдавливается наружу. В итоге по кромке свариваемых элементов образуется кольцевой валик – гарт.
- Надавливание при вставлении деталей стоит прекратить в тот момент, когда заготовка и фитинг достигнут упора. Очень важно соблюдать это условие, поскольку в противном случае соединение будет недостаточно прочным. Поскольку точно определить глубину погружения заготовки сложно, необходимо предварительно измерять эту величину и нанести отметку на трубу.
- Затем снимите свариваемые заготовки с насадки. После этого установите трубу в фитинг таким образом, чтобы она плотно упёрлась в кольцевой валик. Дайте соединённым элементам остыть. При этом не стоит их крутить и подвергать различным механическим воздействиям.
Электромуфтовая сварка

Для выполнения такого соединения нужна специальная электромуфта, в которую вмонтированы закладные нагревательные элементы. Если сравнивать эту сварку со стыковой, то она обойдётся дороже из-за необходимости покупки дорогих электромуфт.
Однако у данной методики есть свои преимущества:
- Поскольку на внутренней поверхности труб не образуется грат, проходимость трубопровода не уменьшается.
- Данный способ сваривания удобно использовать в ограниченном пространстве, где установить габаритный сварной агрегат не получится.
Для соединения двух заготовок в прямолинейный участок трубопровода пользуются обычными электромуфтами. Однако в некоторых случаях могут понадобиться электрофузионные тройники и седловые отводы. Для выполнения работ вам понадобится электрофузионный агрегат для сварки.
Процедура сварки выполняется при помощи полиэтиленового сварного фитинга. Это особое изделие, которое имеет встроенные спирали, выполняющие функции нагревательных элементов. При этом часть материала фитинга, которая расплавляется за счёт подогретой спирали, соединяется с полимерным материалом заготовки, формируя сплошной монолитный трубопровод. Кстати, спираль так и остаётся в полученном шве навсегда.
Важно: электромуфтовая технология позволяет получить соединение высокой прочности. Однако из-за дороговизны данного метода он применяется при монтаже напорных коммуникаций для транспортировки газа и нефтепродуктов.
Сварка электромуфтами выполняется в такой последовательности:
- При помощи специального режущего оборудования трубы разрезаются на отрезки нужного размера.
- Далее заготовки необходимо очистить от грязи и обезжирить в месте сваривания. Такой же обработке нужно подвергнуть электромуфту.
- Затем на трубчатых элементах выполняются отметки, которые позволят контролировать глубину вставления трубы в муфту.
- Чтобы во время выполнения сварки не происходило нежелательное охлаждение элементов, свободные концы труб заглушаются.
- При помощи специальных проводов сварочный агрегат соединяется с электромуфтой, нажимается кнопка запуска.
- Через определённый промежуток времени агрегат самостоятельно отключится, что будет означать завершение сварки.
- Полученные таким образом соединения можно эксплуатировать только через час.
Внимание: главное условие получения качественного шва – неподвижность деталей в процессе сваривания и остывания.
К полученным сварным соединениям предъявляются следующие требования:
- Кольцевой валик сварного шва должен перекрывать отметку, сделанную на заготовке перед свариванием.
- Допустимое смещение отрезков труб относительно друг друга составляет не более 10 % от значения толщины стенок элемента из ПНД.
- Если толщина стенок свариваемой заготовки составляет не более 5 мм, то высота валика у качественного сварного шва должна быть примерно 2,5 мм. В случае сваривания труб с толщиной стенок в пределах 6-20 мм, высота валика должна быть более 5 мм.
При выборе способа сваривания заготовок из ПНД стоит учитывать условия эксплуатации монтируемых инженерных коммуникаций. Только с учётом этого фактора можно выполнить надёжный и качественный трубопровод, который будет эффективно работать весь отведённый ему срок.