Как да заварявате pnd тръби със собствените си ръце. Технология за заваряване на PE тръби. Проверка на качеството на заваръчните шевове
Свързани статии:
Полиетиленовите тръби все повече се конкурират с традиционните метални тръби и дори ги заменят поради високите си експлоатационни характеристики. Полиетиленовите тръби (маркирани като PE) са устойчиви на корозия и химикали, те са нетоксични, устойчиви на замръзване и издръжливи. Срокът на експлоатация на полимерен тръбопровод е средно около 50 години. Гладката вътрешна повърхност не натрупва отлагания, което гарантира висока производителност на системата и постоянен диаметър на тръбата през целия период на използване.
Специално внимание трябва да се обърне на такива качества на пластмасата като лекота и гъвкавост. Едно стоманена тръбатежи колкото 6-7 полиетилен със същия размер, което значително улеснява транспортирането на продукти и работата с тях при полагане на тръбопровода. Гъвкавост полимерни тръбии способността им да се разтягат при запазване на техническите параметри е по -висока от тази на метала.
Освен това, използването на полиетилен намалява разходите за полагане на мрежи поне два пъти,в сравнение със стоманените тръби.
Основни области на приложение пластмасови тръбие изграждането както на вътрешни, така и на външни канализационни и водопроводни системи, газопроводи и нефтопроводи.
Монтажът на PE тръби не създава излишни трудности.
Най -често срещаният метод на свързване е заварен. Заваряване полиетиленови тръбиосигурява структурна надеждност, без да се компрометира гъвкавостта на полимерния материал. Силата на тръбите в местата на заварени съединения не отстъпва на първоначалните показатели. Заваръчните работи могат да се извършват директно на земята, след което полученият тръбопровод може да бъде положен в подготвен изкоп или да се монтира по безтрансектен метод.
Има три основни метода за създаване на постоянна заварена връзка:
- челно заваряване
- електрофузионно заваряване
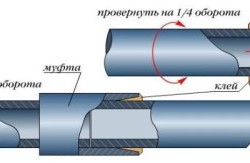
- заваряване с гнездо
Подготовка за работа
Преди да се пристъпи директно към заваряване, трябва да се извърши предварителна подготовка. Етапите му са еднакви, независимо от метода, който се прилага.
На първо място, трябва да подготвите работна зона с достатъчен размер, която да побере цялото необходимо оборудване, тръби и фитинги (ако се използват). Преди да започнете работа и да свържете заваръчната машина към мрежата, проверете целостта електрически кабели... Струва си също така да се уверите, че скобите и електронните сензори са в добро работно състояние, ножовете за подстригване са заточени, а подложките, подготвени за работа, съответстват на тръбите в диаметър. Частите, подложени на триене по време на работа, се смазват, а нагревателят, облицовъчният инструмент и стъргалката се почистват и обезмасляват.
Самите тръби също се обработват: на местата на предложените фуги повърхността се почиства. По този начин е възможно да се отървете от различни замърсители, които ще попречат на създаването на надеждна връзка.

Челно заваряване
Челно заваряване на полиетиленови тръби е най -евтиният методтъй като във връзката не участват допълнителни части. В допълнение, консумацията на енергия на заваръчната машина е намалена в сравнение с други методи. Технически челното заваряване с нагрят инструмент е доста просто и се извършва, както следва.
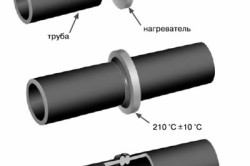
След отстраняване краищата на тръбите, които трябва да бъдат свързани, се фиксират в централизатора на апарата, фасетират се и се подравняват, докато не бъдат напълно подравнени, след което се фиксират твърдо. Толерансът на несъответствие не трябва да бъде повече от една десета от диаметъра на тръбата.

Между тях трябва да има достатъчно пространство, за да се помести нагревателен елемент, наречен печка или огледало. Краищата трябва да се притиснат плътно към плочата и да се изчака, докато започнат да се стопяват и появата на първичния бур.
Burr е разтопеният тръбен материал, който след достигане на състояние на вискозен поток се изстисква поради контакт с нагревателната плоча и приема формата на ролка. След образуването му се препоръчва значително да се намали налягането и да се позволи на топлината да се разпространява допълнително през тялото на тръбата.
Следващият етап се нарича технологична пауза и включва отстраняване на тръбите една от друга, за да се премахне нагревателя. В никакъв случай паузата не трябва да се удължава, тъй като прах и мръсотия могат да попаднат върху обработените фуги, което ще се отрази негативно върху качеството на фугата.
След това е необходимо да свържете краищата на тръбите под налягане, като ги държите в едно положение, докато се охладят напълно. В тази фаза се препоръчва постепенно да се увеличава компресията, за да се утаи заварката и да се получи здрава връзка. В резултат на това на мястото, където двата края се срещат, се образува окончателно заздравяване, както отвън, така и отвътре. Външното заздравяване може лесно да се отстрани, ако е необходимо.
Челно заваряване на полиетиленови тръби е много често срещано, но този метод не е универсален. Може да се използва само ако диаметърът на тръбата е най -малко 50 мм и дебелината на стената трябва да надвишава 5 мм.
Електрофузионно заваряване
Заваряването на полиетиленови тръби с съединители с вградени нагреватели е по -скъпо от използването на челно заваряване, но понякога този метод не може да бъде избегнат.
Заваряването с фитинги е оптимално за онези случаи, когато трябва да работите в ограничено пространство, по време на ремонт, както и за свързване към вече положени тръбопроводи. В допълнение, ако тръбите от омрежен полиетилен трябва да бъдат съединени, тогава просто няма алтернатива: такива полимерни продукти могат да бъдат заварени само с съединители, освен това от полиетилен с висока плътност.
Степан Биков, експерт
Преди да започнете работа със заваръчната машина, е необходимо да обезмаслите повърхностите, които трябва да се съединят, включително вътрешните части на фитингите. Препоръчва се тръбите да се почистват допълнително със стъргалка ръчно или механично, за да се отстранят оксидите и примесите.
Не използвайте за това шкурка или други абразивни повърхности, тъй като резултатът от агресивния им ефект върху пластмасата ще повреди материала. В този случай върху повърхностите ще остане замърсяване, което ще доведе до нарушаване на плътността на връзката.
След отстраняване на чиповете със стъргалка, тръбите се поставят в централизатора за пълно подравняване. След като ги фиксирахме, въвеждаме точно отрязаната крайна част в съединителя, от другата страна се вкарва втората тръба. След това към електрическите спирали на фитинга се подава ток и започва нагряване, в резултат на което повърхностите на тръбата и електрофузионните съединители омекват, стопяват се и стават едно цяло.

Чрез заваряване на полиетиленови тръби със съединители могат да се получат съединения с висока якост, които да издържат на налягане до 15 атмосфери.
Този тип свързване на полиетиленови тръби е по -рядко срещано от електрофузия или челно заваряване. Това е така, защото заваръчното гнездо за съпротивление е идеално за битови битови тръбопроводи с голяма сумазавои и PE тръби се използват по -често в отворени прави участъци със значителна дължина. Независимо от това, този метод осигурява надеждно докинг и следователно заслужава внимание.
За да се създаде постоянна муфа, е необходим нагревателен инструмент, който стопява вътрешната и външната повърхност на тръбите, които трябва да се съединят. Нагряването може да възникне както от електрическата намотка, така и от открития пламък на горелката. При достигане на състояние на повторно нагряване нагревателният елемент се отстранява и тръбите се свързват помежду си. Препоръчителна температура околната средапо време на работа - от 0 ° С и нагоре.

Независимо от метода на свързване, във всяка инструкция за заваряване на полиетиленови тръби се отделя специално внимание на естествения процес на охлаждане. Не се опитвайте сами да охлаждате тръбите чрез поливане или издухване на въздух. Само постепенно понижаване на температурата ще осигури стегнат, висококачествен шев.
След приключване на заваръчните работи не забравяйте да проверите качеството на обработката на фугите.

Основните изисквания за заварени съединения са следните:
- тръбите са свързани в една коаксиална права линия
- чевният шев се намира на повърхността на тръбопровода, той не трябва да бъде потънал
- височина на нарязване не повече от 2,5 мм за тръби с дебелина до 5 мм и не повече от 5 мм за по -дебели тръби.
Ако шевовете съответстват на тези показатели, тогава получената връзка ще бъде здрава и с високо качество.
Полиетиленовите тръби се използват все по -често в производството и за битови цели: те са леки на тегло и ниски на цена, не ръждясват и най -важното е, че са лесни за монтаж. Най -надеждният вид закрепване остава заваряването на полиетиленови тръби. Това е по -трудоемък метод от механичното свързване, но качеството му също е по -високо. Основното е, че се спазва технологията на заваряване на полиетиленови тръби. Всички квалифицирани заварчици трябва да бъдат сертифицирани.
Най -често се използват три вида заваряване: гнездо, челно и електрофузия. Тази статия ще се фокусира върху челно заваряване.
Челно заваряване може да се използва, ако тръбите, които ще се монтират, имат диаметър най -малко 50 mm и дебелина на стената най -малко 5 mm. Според тази технология сегментите са плътно фиксирани, ръбовете се изравняват за по -добър контакт, загряват се със специална единица и се стопяват, след което тръбопроводът се съединява и заварява. Ако се направи правилно, ще се образува чист и равномерен шев.
При челно заваряване трябва да запомните и следните нюанси:
- температурата на въздуха в помещението, където ще се извършва работата или навън, трябва да бъде най -малко -15 ° и не по -висока от + 45 °;
- тръбите трябва да са със същия диаметър и SDR, а също така да са изработени от същия клас полиетилен.
Работен процес
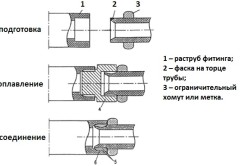
Самата технология на челно заваряване на полиетиленови тръби може условно да бъде разделена на шест етапа:
- Подготовка и подравняване на тръби.
- Изправени пред.
- Монтаж на нагревател (заваръчно огледало) и отопление.
- Премахване на нагревателя (след като краищата на тръбите се стопят).
- Заваряване.
- Охлаждане.
Преди започване на работа тръбите трябва да бъдат подготвени. Нарежете ги на парчета с желаната дължина, като същевременно се уверите, че изрязването е равномерно. Всички части, включително съединителите, трябва да бъдат почистени и обезмаслени. След това сегментите се фиксират в централизатора на заваръчното устройство.
Вторият етап е с лице, тоест целият излишен материал се отстранява с помощта на специална фреза. Удобно е да се използва електрическа митра: устройството подравнява краищата на тръбите под прав ъгъл, премахва всички нередности и стружки.
Облицовката трябва да продължи, докато получените чипове започнат да излизат с равномерна лента. За да се уверите, че няма празнини, частите се събират за проверка. Трябва да се има предвид, че дължината на тръбата ще намалее поради облицовка и по -нататъшно заваряване. За да разберете какво ще бъде това разстояние, по -добре е да погледнете инструкциите: този размер ще бъде различен за всеки диаметър на тръбопровода.
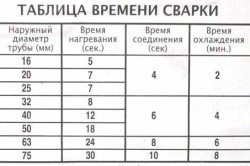
След подготовката на тръбите между тях се монтира специален нагревателен елемент. Краищата трябва да бъдат притиснати към нагревателя, докато налягането на налягането не може да се променя по време на нагряване. Времето за загряване варира в зависимост от условията. Точното време може да се намери в таблицата с параметри за заваряване на полиетиленови тръби.
Освен това заваръчното огледало трябва да се отстрани и краищата да се закачат възможно най -бързо, като се упражнява равномерен натиск върху тях. Ако нагретите повърхности се охладят, това ще се отрази на качеството на инсталацията. Също така е наложително да се гарантира, че при изваждане на отоплителното устройство не замърсявайте и не повредите тръбите, които ще заварявате.
По време на директно заваряване между сегментите се образуват крайните заусени и молекулярни връзки. Налягането трябва да се поддържа през целия последен етап - охлаждане. Необходимо е да изчакате, докато полиетиленът напълно се охлади, след което тръбите могат да бъдат извадени от центриращия апарат.
Резултатът трябва да бъде равен и чист шев. Знак качествена работаще се превърне в симетрично мънисто, което трябва да бъде с еднакъв размер от двете страни. Цветът на дупката трябва да бъде същият като този на тръбите; пукнатини, пори и чужди включвания ще бъдат лош знак.
Настроики
Челно заваряване на полиетиленови тръби изисква спазване на определен списък от параметри. Това е температурата на нагряване на инструмента, налягането при натискане на краищата към нагревателния елемент, продължителността на времето на експозиция.
По правило необходимите таблици са представени в инструкциите за експлоатация на заваръчно оборудване, което се използва за полиетиленови тръби.
Температурата на нагревателния елемент за топене и нагряване е постоянна, тя трябва да се поддържа между 200 и 220 °. Но налягането и времето за нагряване се изчисляват индивидуално за всеки тип тръбопровод.
Най -добрият начин за регулиране на налягането е според манометъра на хидравличната помпа. Въпреки това, ако налягането се създава ръчно или няма манометър, то трябва да се определи визуално от формата и размера на формираните перли от заусенце. Хронометърът се използва за определяне на часа.
Оборудване
За да направите процеса на инсталиране възможно най -ефективен, трябва да използвате специално оборудване за заваряване на полиетиленови тръби. За работа най -подходящи са устройства с хидравлично или механично задвижване.Използването на такива единици ще даде увереност, че човешкият фактор няма да се намеси в процеса, което означава, че ще бъде възможно да се повиши както качеството, така и скоростта на инсталиране.
Можете сами да сглобите инсталацията за облицовка и заваряване на полиетиленови тръби. За да направите това, трябва да съберете няколко съставни частикоито могат да работят независимо един от друг.
Основният елемент на машината е централизаторът. Това е рамка, която твърдо фиксира секциите и свързващите части с четири метални скоби.
Когато заварявате полиетиленови тръби, не можете без инструмент за облицовка. Това е дисков механизъм, оборудван с електродвигател. Уредът е предназначен за почистване на краищата на заваряваните части. Фейсърът има специален монтаж, благодарение на който може да се монтира на заваръчната машина.
За нагряване и стопяване на краищата на тръбите е необходим нагревателен елемент. Той има термометър и повърхността му е покрита с тефлон, за да се предотврати залепването на полиетилена.
За поддържане на постоянно ниво на налягане е необходимо хидравлично задвижване. Може обаче да се използва и механично задвижване. В този случай налягането ще трябва да се регулира ръчно.
Също така, по време на работа, ще ви трябват редукционни облицовки и електронен блок за управление.
Качеството на заварените части до голяма степен зависи от доброто оборудване, но професионализмът на заварчиците е не по -малко важен. Следователно е необходимо да се поканят за работа сертифицирани специалисти. В този случай заваряването ще бъде бързо и с високо качество.
Добавете отметка към този сайт
В автоматичните устройства човешкото участие е сведено до минимум. Заварчикът задава само диаметъра, SDR и степента на полиетилен. Останалата част от работата се възлага на машината. Челно заваряване с автоматични устройства минимизира риска от човешки фактор, но цената им е доста висока, поради което по -често се използват полуавтоматични устройства и режимът се задава ръчно според таблицата на заварчика.
Сред данните, показани в таблицата, няма такъв важен индикатор като температурата на нагревателя. За всички продукти от марката PE 100 тя е постоянна и равна на 220 градуса по Целзий. За материал PE 80 температурата на нагряване варира от 200 до 220 ° C, в зависимост от дебелината на стената. Тези данни са представени в графиката.
Задължителен етап на заваряване е да се провери качеството на направената връзка. В случай на брак по -нататъшната работа се преустановява, докато се коригира конкретната става. Заваръчните шевове се проверяват в съответствие с техническите изисквания.
Термисторно заваряване
Термисторното заваряване на HDPE тръби е доста скъп метод, но в някои случаи е неоспорим. Използва се при свързване на тръби с различна дебелина на стената, изработени от различни полимери, за поставяне на седлови завои в съществуващ тръбопровод, по време на ремонтни работи, както и в сложни и критични участъци на газопроводи и водопроводи.
Технологията на термисторно заваряване се основава на нагревателни нагревателни елементи, интегрирани директно в съединителя, най -често под формата на спирала. След сглобяването на конструкцията, a електричествоот заваръчната машина спиралите се нагряват, топят полиетилена и осигуряват плътно свързване. Поради вградените в съединителя нагревателни бобини, такова заваряване се нарича още електрофузия.
Целият технологичен процес е както следва:
- Деформираните краища на тръбите се отрязват. По дължината на втулката, тръбата се почиства със стъргалки или стъргалки, за да се отстрани замърсеният външен слой и оксидния филм. По правило дълбочината на отстранените стружки е 0,1-0,2 мм, но не трябва да надвишава допустимите норми за определени диаметри. За по -лесно обличане на съединителя, в края се прави фаска. Съединителят не се обработва, тъй като спиралата може да се повреди. След това повърхностите се избърсват със салфетка, потопена в спирт или в специална течност.
- Тръбите и съединителите са фиксирани върху позиционер - устройство за фиксиране и центриране. Извивките на седлото са фиксирани към главната тръба.
- Заваръчната машина е свързана към електрическата мрежа, кабелите се извеждат към клемите на вградения нагревател.
- Режимът на заваряване е зададен на машината, който е показан на дисплея.
- След натискане на бутона "старт" целият процес преминава в автоматичен режим.
- Заварчикът визуално следи процеса на дисплея и определя образуването на съединение по индикатори.
- След приключване на заваряването тръбата трябва да се охлади, след което се отстранява от скобите на позиционера и се маркира.
Ако да главен тръбопроводседловият клон е заварен, тогава операцията се извършва в следната последователност:
- Самият клон е заварен. Ако се установи некачествено заваряване, то се отхвърля и до него се заварява нов лакът.
- Периодът на охлаждане трябва да бъде допълнително удължен с 15-20 минути. След това се извършва пробиване (фрезоване) на стената главна тръбапрез клона за свързване на кухините на главната тръба и разклонението.
- След инсталирането на разклонението, клонът му се заварява към неговия разклонител.
Контролът на качеството е задължителен. Частите трябва да прилягат плътно, подравняването е един от основните критерии.
- Как да свържете полиетиленови тръби
- Постоянни връзки на HDPE тръби
- Разглобяеми връзки: нюанси
- Характеристики и приложения на съединителите
Заваряването на тръби от HDPE (полиетилен) е доста актуално днес, тъй като такива елементи се използват не само в системи със свободен поток, но и там, където има налягане. Такъв материал е доста еластичен, освен това неговото леко тегло позволява целия процес на сглобяване да се извършва на ръка. Инсталирането на такава система може да има няколко опции.
Полиетиленовите тръби са идеални за тръбни системи поради техните якостни характеристики.
Тръбите от HDPE се използват не само в производството, но и в домовете. Те са изключително практични, имат добра устойчивост на въздействието на агресивни среди,
Как да свържете полиетиленови тръби
Изборът на метод за свързване на тръбопроводни елементи в една система се влияе от условията на работа.
Ако в тръбата има постоянно налягане, тогава за тези цели се избира челно заваряване на тръби от HDPE. Той ще осигури по -тясна връзка. Също така често се използва, тъй като е в състояние да издържи добра течна глава.
Ако течността тече през системата чрез гравитация, тогава е по -добре да използвате връзка, която ще бъде разглобяема.
От това следва, че фугите могат да бъдат два вида:
- разглобяеми (с фланец или гнездо);
- еднокомпонентни (заварени).
Ето защо, преди да изберете метод на свързване, трябва да решите вида на тръбопровода и да изчислите работното налягане.
Обратно към съдържанието
Постоянни връзки на HDPE тръби
За да създадете надеждна връзка със собствените си ръце, можете да използвате един от предложените по -долу методи.
Първият начин: от край до край.
Предназначени за работа с диаметър 5 см. За такава връзка има специална заваръчна машина, в която се вкарват тръби, те се затоплят и се свързват поради налягане. Тъй като пластмасата започва да губи своята твърда структура под въздействието на високи температури, съответно разтопеният материал се комбинира. Така се получава монолитен шев.
За да се направи такава връзка, е необходимо здраво да се фиксират краищата на елементите в специални скоби. След това, за да се затопли тръбата, трябва да се вкара специална нагревателна плоча. Веднага щом материалът стане по -мек, нагревателният елемент се отстранява, а самите части са плътно притиснати една към друга. В този случай налягането се регулира. Веднага след като продуктът се охлади, той се отстранява от щипките.
Заваръчното заваряване на HDPE тръби има свои собствени характеристики, които трябва да бъдат запознати, особено за тези, които ще се сблъскат с този процес за първи път:
- този метод работи само с тръби със същия диаметър или при използване на фитинги;
- използваните елементи трябва да имат дебелина на стената най -малко 0,5 см;
- този метод на заваряване се използва, ако температурата варира между 15-45 ° C на закрито или на открито, където ще се извърши целият процес.
Използването на машината е огромно предимство. По време на работа, въпреки че машината е електрическа, тя няма да консумира твърде много електроенергия. Особено, когато го сравните със заваръчна машина, която работи с чугунени тръби.
Вторият начин: посредством електрофузионни съединители.
В този случай е възможно да се създаде тръбопровод, който да издържи натоварване от 16 атмосфери. Но заради справедливостта трябва веднага да се каже, че заваряването с електрически съединители е много по -скъпо от челно заваряване. Това се дължи на факта, че в този случай е необходимо да се използва специално оборудване за заваряване - надземни електрически съединители.
При такова заваряване трябва да се подготвят краищата на заваряваните елементи, за което те се почистват и обработват с обезмасляващи разтвори.
Освен това фитингите се поставят върху фугите, които са оборудвани с вградени електрически нагреватели. Те дават висока температура, което ви позволява да омекотите полиетилена. Веднага щом всички елементи са на мястото си, напрежението се включва.
По този начин тръбите се нагряват и краищата са свързани. Веднага след като продуктът се охлади, той ще бъде готов за употреба. Но тук има малък нюанс. По време на охлаждането е важно да се контролира дали елементите са неподвижни, в противен случай връзката ще загуби своята надеждност.
Заваряването с помощта на електрофузионни съединители се използва в повечето случаи, когато е необходимо да се направят няколко съединения.
Този метод е удобен за създаване на допълнителен клон на тръбопровода, когато има готова система. Но ако има нужда да се работи с голям брой фуги, тогава е по -добре да се използва челно заваряване, тъй като е много по -изгодно.
Избирайки един или друг метод, трябва да определите кое е по -важно за себе си: качество и надеждност или икономичност.
Обратно към съдържанието
Разглобяеми връзки: нюанси
Еднокомпонентните връзки имат редица предимства:
- От гледна точка на икономиката, еднокомпонентното съединение е по-изгодно от завареното съединение. В този случай няма нужда да се запасите със специално оборудване и инструменти.
- Този метод няма ограничения по отношение на производителността. Затова се използва дори за подводна работа.
- Скоростта на инсталиране отнема много малко време.
За да създадете разделена фуга, можете да използвате два метода:
- с помощта на еластични уплътнения се създава гнездо за съединение;
- с помощта на монтажни елементи създайте фланец или монтажна връзка.
Трябва веднага да се отбележи, че в първия случай докингът ще бъде по -малко надежден. Ето защо експертите препоръчват използването на уплътнения само при създаването на системи без налягане. Що се отнася до втория метод, тук надеждността по никакъв начин не отстъпва на заваряването. Съответно, фланцовият метод е добър за тръби под налягане.
Вътре всичко е по -бързо последните временаполиетиленовите тръби завладяват пазара и затова все по-често при сглобяването на различни системи се използва заваряване на полиетиленови тръби „направи си сам“. Тази статия ще ви разкаже за видовете заваряване, както и технологията на неговото изпълнение.
Популярността на полиетиленовите тръби в сравнение с металните тръби може да се обясни с няколко точки:
- относително ниска цена на полиетиленови тръби;
- способността да се извършва работа при всякакви условия;
- незначителни времеви разходи за монтаж и заваряване на такива тръби;
- малко количество отпадъци;
- здравината на заварените шевове, която не отстъпва на здравината на самите тръби;
- поддържане на гъвкавост по цялата дължина.
Видове тръбни връзки
За свързване на всякакви тръби помежду си, те се използват главно:
- Механична връзка... Най -лесният начин за свързване на тръби е да използвате фитинги. Допълнителни свързващи елементи с различни конфигурации позволяват сглобяването на различни системи.
- Заваряване... Тръбите могат да бъдат монтирани както по безтраншейен метод, така и чрез полагане в окопи след сглобяване на повърхността. За поддържане на гъвкавост (без загуба на сила) водопроводна системасъпротивление заваряване се използва от полиетиленови тръби. На практика се използват следните:
- челно заваряване;
- електрофузионно заваряване.
Технология за заваряване на PE тръби
Челно заваряване
Метод челно заваряванеИзползва се за съединяване на тръби с диаметър по -голям от 50 мм и дебелина на стената над 5 мм. Този метод на заваряване се основава на загряване на крайните части на тръбите в контакт с нагревателен елемент (плоча) до необходимото състояние на полиетиленов вискозитет, което дава възможност за здраво свързване на разтопените части на молекулярно ниво.
Челно заваряване на полиетиленови тръби: инструкциите, следващи които ще ви позволят да направите висококачествено заваряване на тръби, са дадени по-долу:
- Поставете краищата на тръбите в заваръчната машина.
- Поставете нагрята плоча между краищата на тръбите.
- Притиснете краищата на тръбите към нагревателя под необходимото налягане.
- Изчакайте необходимата степен на топене на полиетилен (докато се образува първичният шев).
- Намалете малко налягането и изчакайте краищата да се затоплят.
- Свалете нагревателя.

- Свържете тръбите, създавайки необходимото налягане за разстройство.
- Изчакайте пълното охлаждане на сглобената конструкция.
За заваряване на полиетиленови тръби съвременният пазар предлага няколко вида специални устройства:
- устройства с механично задвижване;
- устройства с хидравлично задвижване;
- устройства, използващи софтуерно управление.
Челно заваряване на полиетиленови тръби има редица неоспорими предимства:
- Премахване на човешкия фактор... В резултат на това се осигурява постоянно отлично качество на всички връзки.
- Автоматичен контрол на процеса... Всички заваръчни фуги са снабдени с писмен сертификат за тяхното качество.
- Водене на записи по време на работа на заваръчната машина... Вземат се предвид видовете и размерите на тръбите, които ще бъдат заварени, както и времето, прекарано от апарата за тяхното заваряване.

Видео урок за челно заваряване
Електрофузионно заваряване
За устройството на гравитачните дренажни и канализационни системи често се използва електрофузионно заваряване - заваряване на полиетиленови тръби с помощта електрофузионни фитинги... Този тип заваряване се използва независимо от дебелината и диаметъра на тръбите. Работите могат да се извършват при температури на околната среда от -10 до +30 градуса.

Преди да започнете работа, трябва:
- Подгответе място за поставяне на оборудване и извършване на процеса на заваряване.
- Подгответе и проверете цялото заваръчно оборудване.
- Изберете параметрите на заваряване в зависимост от тръбите и фитингите, използвани с вградени електрически нагреватели („фитинги“ или „оформени части“).
- Почистете вътрешната повърхност на свързващия елемент от замърсявания.
Професионален съвет:За почистване (обезмасляване) на фитингите използвайте чиста кърпа, навлажнена с силно летлива течност.
Подгответе тръбите за заваряване. Краищата на тръбите, ако е необходимо, трябва да се режат равномерно, за да се избегне затварянето на спиралата на фитингите и изтичането на разтопен полиетилен в тръбата.
- Отстранете окисления слой. Оксидният слой, образуван върху повърхността на тръбата по време на нейното производство, се отстранява с помощта механично почистванетръбни краища със специални стъргалки или чрез отстраняване на стружки от 0,2 мм.
Професионален съвет:Допълнително обезмасляване в края на механичното почистване е необходимо само ако повърхностите на тръбите, които ще бъдат заварени, са случайно докоснати с ръка или по друг начин замърсени.
- Закрепете и центрирайте тръбите и частите в позиционера.
- Освен това защитете завареното съединение на тръбата и фитинга от прах и мръсотия с лепяща лента.

Професионален съвет:За да се избегнат загуби на топлина по време на работа, отворените краища на тръбите трябва да бъдат запушени.
Видео урок по електрофузионно заваряване
Заваряването на полиетиленови тръби с съединители е ясно представено по -долу: видео урок, който ви позволява да разгледате целия процес на извършената работа.
Проверка на качеството на заваръчните шевове

Както всяко производство, ръчното заваряване на полиетиленови тръби изисква незаменим контрол на качеството на извършената работа. Когато визуално проверявате външната страна на заваръчния шев, обърнете внимание на следното:
- шевът в кръстовището на тръбите не трябва да бъде по -нисък от нивото на повърхността им;
- изместването на тръбите една спрямо друга трябва да бъде не повече от 10% от дебелината на стените им;
- вътрешните и външните перли, получени по време на процеса на заваряване, трябва да имат височина до 2,5 мм, ако дебелината на стената на тръбата е 5 мм, и не повече от 5 мм - с дебелина на стената от 6 до 20 мм.
Ако шевът отговаря на всички горепосочени изисквания, връзката се счита за висококачествена и полученият тръбопровод ще обслужва целия си експлоатационен период.