Fleksibilni čelni spoji za PE cevi. Metode povezovanja in vgradnje polietilenskih cevi s kovinskimi cevmi in drugo
Namestitev polietilenske cevi
Polietilen je sodoben super-tehnološki material. Pogosto se uporablja za gradnjo cevovodov. Ta vrsta je priljubljena, ker je namestitev enostavna in enostavna. To zmore vsak začetnik.
cevi se pogosto uporabljajo ne le v profesionalni gradnji, ampak tudi v vsakdanjem življenju. Uporabljajo se ne samo na področjih, povezanih z oskrbo z vodo, ampak tudi za zaščito kablov in kot hidroizolacijski plašči. Uporabljajo se za ustvarjanje namakalnih sistemov v rastlinjakih. Takšno povpraševanje po njih je posledica enostavnosti namestitve.
Začetek inštalacijskih del
Preden začnete z delom, morate imeti posebna orodja za obdelavo koncev.
Stalna povezava
Čelno varjenje
Prva vrsta povezave se imenuje trajna. To je povezava z varjenjem. Ta vrsta povezave je bolj donosna. Priključki polietilenskih cevi morajo biti enaki kemična sestava, vendar je lahko kot različne materiale, in enako.
Varjenje naj poteka v prostoru, zaščitenem pred vetrom.
Postopek oblaganja je potreben, da so konci popolnoma gladki in primerni za varjenje.
Naslednja faza je razmaščevanje. Po razmaščevanju je treba cevi primerjati, da se preveri natančnost obrezovanja.
Po opravljenem delu se vzame poseben grelni element, ki se vstavi med cevi. Postopek segrevanja ne traja več kot 5 minut, dokler se ne pojavi določen piling. Postopek spajanja cevi je preprost. Po segrevanju jih spojimo med seboj, po ohlajanju pa dobimo stabilno, zanesljivo povezavo.
Električno varjenje
Električni nastavek za varjenje ki se nanese s spojko (fiting del). To je dokaj priročna in učinkovita tehnologija s številnimi prednostmi. Vključuje uporabo posebnih grelnih elementov.
Na prvi stopnji morate združiti cevi in jih povezati z grelno napravo.
Nato priključite tok na sponke sklopke. Tako se elementi električne sklopke segrejejo in stopijo polietilen. Naprava vse glavno delo opravi samodejno, poleg tega se celoten delovni cikel beleži v posebnem protokolu.
Šteje se, da je ekonomsko dražje kot čelno varjenje.
Za izvedbo varilnih del s spojkami morajo biti izpolnjeni nekateri pogoji:
- Konci morajo biti enakomerni in se tesno prilegati drug drugemu.
- Na koncih je nameščena spojka in pritrjena. Nato se naprava, priključena na električno omrežje, preveri glede uporabnosti in varnosti.
- S priklopom kablov na sponke in nastavitvijo želene temperature in časa zaženemo napravo.
- Na koncu celotnega postopka odklopite kable in pustite enoto, dokler se popolnoma ne ohladi.
Glavne in najpomembnejše zahteve za zvare na polietilenskih ceveh:
- Spoj (šiv) ne sme biti pod zunanjo površino cevi.
- Pri varjenju več odsekov njihov medsebojni premik ne sme presegati 10% debeline stene uporabljene cevi.
- Pomembno je upoštevati pravila in standarde kakovosti zvari med gradnjo cevovodov.
- Po varjenju in med samim postopkom varjenja je potrebno zagotoviti maksimalno nepremičnost cevi.
Vtična povezava
Druga vrsta povezave je ločljiva povezava. Pojavi se z deli za povezovanje polietilenskih cevi. Ta možnost je bolj priljubljena kot postopek varjenja.
Prednosti:
1. Ni potrebe po nakupu varilne opreme.
2. Priključki te vrste so primerni, če bo delo potekalo pod vodo.
3. Ta metoda je hitrejša od varjenja.
Po drugi strani pa je snemljivo povezavo mogoče izvesti na več načinov.
Ta metoda se v večini primerov uporablja za kanalizacijske cevovode. Včasih se lahko rešite iz situacije, na primer, ko se konča.
- Ni priporočljivo, da ga namestite na vodoravni del cevi. Med delovanjem je treba njo in izhod očistiti prahu in umazanije. Prepričajte se, da ni večjih prask, če so, jih zbrusite z nožem ali vzemite drugega. Če so spajkalni spoji zelo izraziti in štrlijo, jih je treba odstraniti s katerim koli ostrim predmetom. V nasprotnem primeru gumijasti trak ali metoda vročega spajanja ne bo močna. Gladko ga vrtimo na spajkalni stroj, konec cevi se segreje. Ko se vse dobro segreje, se vzame in vstavi v stran cevi, ki se segreva.
- Druga metoda ločljive povezave je navoj ali uporaba pritrdilnih elementov.
- Spojke se pogosto uporabljajo za povezovanje cevovodov v gradbeništvu.
Kompresijski fitingi se proizvajajo s premerom od 20 do 110 mm in so v različnih aplikacijah. Spojka je izdelana iz polietilena. Za izdelavo se uporablja metoda ekstrudiranja.
Ta način povezovanja polietilenskih cevi ne zahteva nakupa posebne opreme. Poleg tega bo povezovanje stalo veliko manj kot varjenje. Z njihovo uporabo lahko veliko prihranite pri gradnji.
Prednosti spojk so, da so varno pritrjene, temperaturne spremembe in mehanske obremenitve ne vplivajo na njihovo kakovost. So vzdržljivi.
Najprej očistimo vso umazanijo in razstavimo okovje. Sestavljen je iz glavnega telesa, vpenjalne matice, pritisne in potisne puše ter tesnilne matice. O-obroč je na voljo v okroglih in stožčastih oblikah.
Če želite povezati dve cevi enakega ali različnih premerov skupaj, morate pripraviti cev, ki jo je treba povezati.
Pri čiščenju je bolje uporabiti posebno napravo za odstranjevanje. Ima ostro rezilo, s pomočjo katerega se z njegovega konca odstrani rob. To se naredi, da zaokrožite konec cevi in med namestitvijo ne poškodujete gumijastega tesnila.
Vse je pripravljeno. Nato na cev namestimo vpenjalno matico. To pomeni, da sestavimo okovje obratni vrstni red, zategnite vpenjalno matico, dokler se ne ustavi. Stiskalni priključek se lahko uporablja samo na vodovodnih ceveh. Na plinovodu ni dovoljeno.
To gradivo je lahko koristno za tiste prebivalce, ki zamenjajo vodovodne napeljave lasten dom. Trenutno se za polaganje vodovodnih in kanalizacijskih sistemov uporabljajo cevi iz polimerni materiali. V tem članku bom predstavil več načinov spajanja polietilenskih cevi s spojkami različne vrste.
Značilnosti uporabe polietilenskih cevi
Cevi iz polietilena imajo nomenklaturno oznako PE. Izdelani so z vročim iztiskanjem iz staljene plastične mase polietilena. nizek pritisk(PND).
Končni izdelki imajo lahko zunanji premer od 10 do 1200 mm, debelina stranskih sten pa od 2 do 18 mm.
Odlikujejo jih visoke zmogljivosti in imajo številne prednosti pred običajnimi jeklene cevi za vodovod in kanalizacijo:
- Relativno nizki stroški. Povprečna cena polietilenskih vodovodnih cevi za domačo uporabo (premer 10-32 mm) se giblje od 35 do 120 rubljev na meter, odvisno od debeline stene. Stroški gospodinjstva kanalizacijske cevi(premer 50-110 mm) se lahko giblje od 75 do 320 rubljev na meter;
![]()
- Visoka odpornost proti koroziji. Polietilen nizke gostote absolutno ni podvržen koroziji. Ne sesede in ne spremeni svojih lastnosti zaradi daljšega neposrednega stika s mrazom oz topla voda. Delovno temperaturno območje za ta material je od -40° do +80°C;
- Kemijska nevtralnost in dielektrične lastnosti. Cevi iz polietilena ne prevajajo električnega toka in ne reagirajo kemično s kislinami, alkalijami, organskimi topili in drugimi agresivnimi snovmi;

- Gladke notranje stene ustvari minimalen hidrodinamični upor za gibanje tekočine. S tem je zagotovljena visoka pretočnost in tudi preprečeno odlaganje mulja in nastajanje vodnega kamna v cevi;
- Visoka fleksibilnost in duktilnost materiala zagotavljata dodatno udobje med namestitvijo in delovanjem:
- Dolgi gibljivi plastični cevovod je enostavno položiti v zemeljski jarek;
- Ogrevano plastično cev lahko upognemo na želeni polmer ali ji damo poljubno ukrivljeno obliko;
- Zaradi elastičnosti stranskih sten polietilenske cevi ne počijo, ko voda zmrzne in nastane ledeni čep;
Polietilen se lahko uniči, ko je izpostavljen ultravijoličnemu sevanju, zato je treba takšne cevi zaščititi pred neposredno sončno svetlobo. Da bi omejili prodiranje sončne svetlobe globoko v material, je polietilen za izdelavo cevi pobarvan v enotno črno barvo.
Vrste spojnih povezav
Pri nameščanju hišne kanalizacije ali hišnega vodovoda se pogosto pojavi potreba po priključitvi različne cevi skupaj po dolžini jih povežemo z elementi in vozlišči zaporni ventili, ali se priključite na obstoječe komunikacije iz jeklenih cevi.
Običajno se namestitev polietilenskih cevi izvaja s spojkami, ki so izdelane iz istega materiala.
Na voljo so v treh vrstah:
- Električno varjene spojke– omogočajo trajno povezavo dveh ali več cevi enakega ali različnih premerov;
- Kompresijski fitingi – so namenjeni za iste namene, le v tem primeru je povezava odstranljiva;
- Prirobnični priključki– zasnovan za spajanje po dolžini v eni ravnini dveh cevi enakega ali različnih premerov.

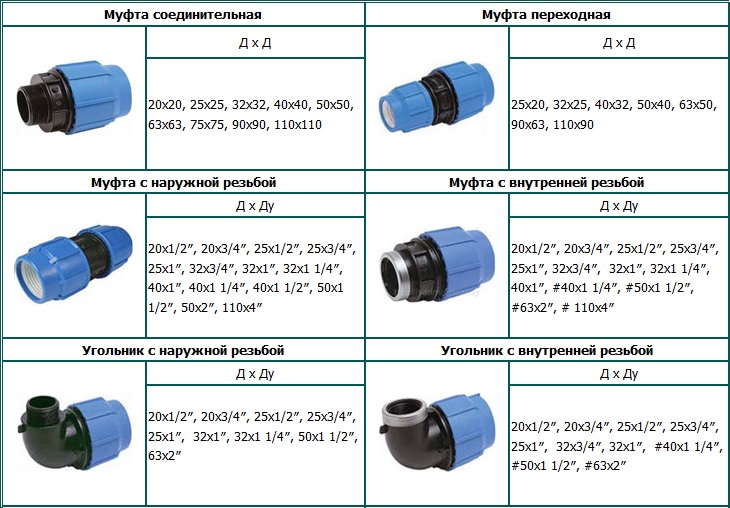
Glede na njihov namen in zasnovo so vse spojke in okovje za plastične cevi, so običajno razdeljeni na več vrst:
- Enakopravne sklopke zasnovan za linearno povezavo dveh cevi z enakim zunanjim premerom;
- Razširitveni pribor se uporabljajo za priklop vodovodnih napeljav na glavni cevovod velik prečni prerez z uporabo plastičnih cevi manjšega premera;
- Prirobnični priključki uporablja se za spajanje kovinskih in plastičnih cevovodov enakega ali različnih premerov;
- Bočni zavoji se uporabljajo za spreminjanje smeri tlačnega voda, ki se odcepi od glavnega cevovoda. Stranski kot je lahko 30°, 45°, 60° ali 90°;
- Križi in majice so ena od vrst stranskih izpustov. Uporabljajo se za povezavo stranskih vej cevi v isti ravnini;
- Obvodne cevi omogočajo presečišče dveh cevi s hladno in toplo vodo v isti ravnini;
- Navojni priključki zasnovan za priključitev plastičnega cevovoda na kovinske cevi in enote zapornih ventilov z rezanimi notranjimi ali zunanjimi navoji;
- Spojke s čepi uporablja se za trajno ali začasno blokiranje lumna cevi. Običajno so nameščeni na oddaljenem slepem koncu ali na stranski rezervni veji cevovoda.

Polietilen ima eno slabo lastnost posebnost. Dejstvo je, da se na njegovo površino ne prime niti eno lepilo in niti ena tesnilna masa se ne prime normalno. Zato bo uporaba lepila v spojkah ali uporaba silikonske tesnilne mase za tesnjenje spojev popolnoma neuporabna.
Metoda 1: Termistorske varjene spojke
Polietilen ima tališče okoli 120°-140° C. To omogoča hermetično spajanje polietilenskih cevi z varjenjem s toplotno difuzijo. Dve plastični cevi z enakim zunanjim premerom in debelino stene več kot 5 mm je mogoče sočelno zvariti skupaj, vendar to zahteva drago in energetsko intenzivno varilno opremo.

Da bi rešili to težavo več na preprost način, termistorske spojke se uporabljajo za polietilenske cevi. Izdelujejo se v različnih izvedbah (enakovredne, kompenzacijske, s prirobnico, s stranskimi izhodi itd.), zato vam omogočajo povezavo plastičnih cevovodov različnih premerov in nanje pritrdite stranske iztoke pod različnimi koti.

Kljub kompleksnemu imenu imajo zelo preprost princip delovanja in notranjo strukturo.
Spodaj vam bom povedal, kako to deluje, na primeru enakoprepustne termistorske sklopke:
- Navzven je videti kot kratka cev z debelimi stenami, iz črnega polietilena nizke gostote;
- Znotraj plastičnega ohišja je okoli vsake priključne cevi spirala iz kovinske žice z visoko električni upor(nikrom);
- Obe spirali sta zaporedno električno povezani med seboj. Prosti konci vsake spirale so povezani s sponkami, ki se nahajajo zunaj telesa, na obeh straneh varjene sklopke;
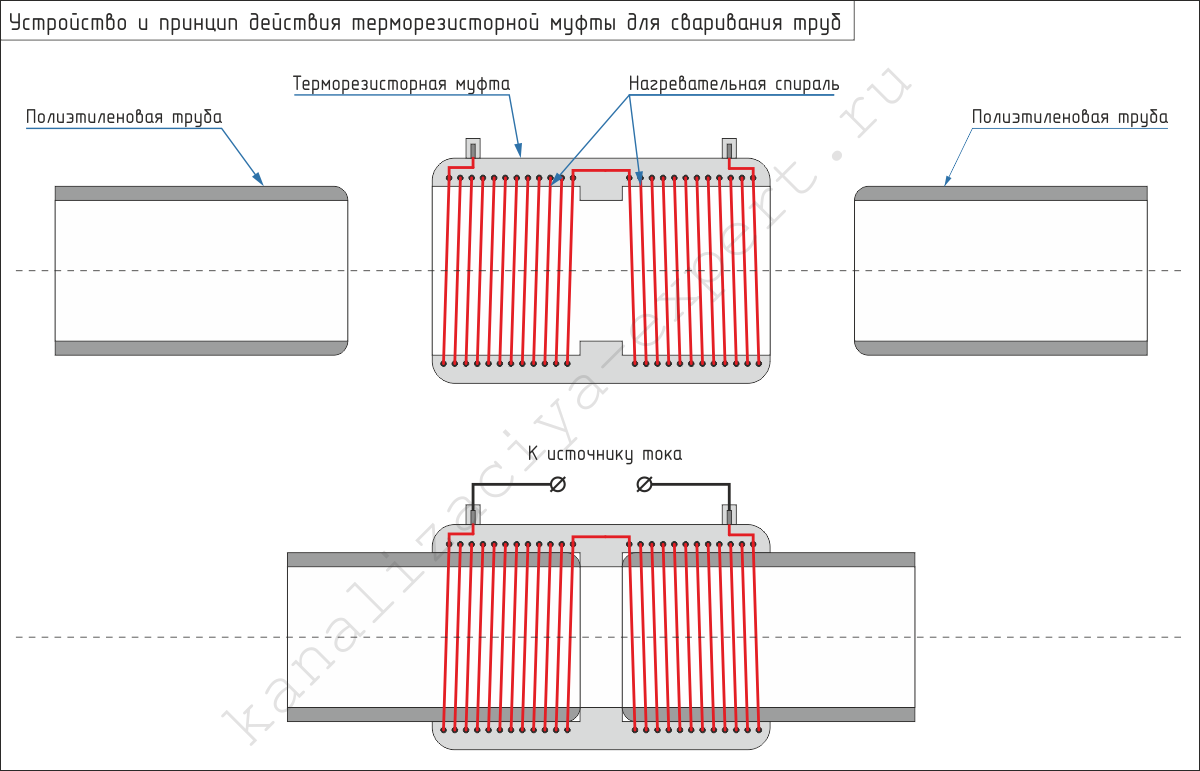
- Konci plastičnih cevi, ki jih je treba povezati, so vstavljeni z obeh strani v varjeno spojko. Po tem se na sponke napaja napetost iz vira električni tok;
- Pod vplivom električne energije se nichrome spirale v ohišju segrejejo do tališča polietilena. Ogrevanje ne stopi le notranjega dela spojke, temveč tudi zunanjo površino cevi;
- Zaradi taljenja se plastika na notranji strani spojke razširi in tesno stisne vsako cev. Po ohlajanju se obe cevi in spojka trdno zvarita skupaj.

Opisana metoda vam omogoča povezovanje plastičnih cevi s premerom do 400 mm, čeprav se v domačih razmerah najpogosteje uporabljajo električne varjene spojke za cevi s premerom največ 150 mm.
Na prvi pogled se morda zdijo stroški električne varjene sklopke visoki, vendar ima ta tehnologija številne očitne prednosti pred drugimi načini namestitve cevovoda:
- Hitra namestitev in enostavna uporaba. Delo s takšnimi napravami ne traja veliko časa in ne zahteva praktičnih veščin;
- Nizki stroški dela. Uporaba električnih varjenih spojk vam omogoča, da opustite uporabo drage in energetsko intenzivne varilne opreme;
![]()
- Visoka zanesljivost in vzdržljivost. Varjeni spoj ima visoko trdnost in je popolnoma zatesnjen, njegovo delovanje pa se sčasoma ne poslabša;
- Sposobnost dela na težko dostopnih mestih. Električna varjena spojka ima kompaktne dimenzije, zato vam omogoča enostavno namestitev cevovoda neposredno v klet, v jašek, v zemeljskem jarku in na drugih težko dostopnih mestih;
- Priložnost življenjska doba baterije . Če na mestu namestitve ni mogoče zagotoviti električne energije, lahko za priključitev električne varjene sklopke uporabite močan akumulator ali prenosni bencinski generator.

Kljub vsem pozitivnim lastnostim ima ta metoda nekaj omejitev. Na primer, delovna temperatura tekočine v cevi ne sme preseči 40 °C, vodni tlak pa ne sme preseči 4 kg/cm². Zato električnih varjenih spojk ni mogoče uporabiti za vgradnjo sistemov ogrevanja in oskrbe s toplo vodo.
Tehnologija varjenja cevi
Kakovostna namestitev cevovoda iz plastičnih cevi je možna le ob strogem upoštevanju tehnologije varjenja polietilena.
V pomoč bralcu pri tej nalogi je spodaj navodila po korakih o uporabi termistorskih elektrovarjenih spojk:
- Najprej morate odrezati konce cevi, ki jih želite variti, tako da tako da so njihovi konci strogo pravokotni na središčno črto. Če želite to narediti, je bolje uporabiti ročni ali električni rezalnik cevi;

- Temeljito očistite površino prahu in umazanije, nato pa odstranite tanko zgornjo plast plastike na mestu prihodnjega varjenja. To lahko storite z ostrim nožem ali posebnim strgalom;
- Če se konec cevi zelo tesno prilega spojki, potem je zunaj odstraniti majhen rob. Če želite to narediti, lahko uporabite oster nož ali posebno orodje;
- Če je debelina sten cevi večja od 5 mm, vam svetujem, da jo pred varjenjem predhodno segrejete z gradbenim sušilcem za lase;

- Po pripravi cevi je treba njihove konce potisniti v sklopko na obeh straneh, dokler se ne ustavi. V tem primeru je treba zagotoviti, da sta obe cevi in spojka nameščeni strogo na isti osi;
- Na tej točki priporočam, da znova preverite konfiguracijo cevi. Če tukaj naredite napako, boste morali za odpravo napake kupiti nove komponente in ponovno opraviti celotno delo;
- Če je vse v redu, morate oba priključka na ohišju sklopke priključiti na vir toka. Če želite to narediti, lahko uporabite močan napajalnik ali običajen varilni stroj z nastavljivim tokom in napetostjo;

- Delovna napetost in tokovna poraba električnih spiral je običajno navedena na tovarniških oznakah vsake varjene sklopke;
- Običajno se varjenje polietilena izvaja v dveh fazah:
- Toplota. Če želite to narediti, morate na sponke priključiti napetost, nato počakati nekaj časa in izklopiti napajanje.
- Hlajenje. Po izpadu elektrike, zvarjeni spoj je treba pustiti brez gibanja 10-30 minut;
- Natančen čas ogrevanja in ohlajanja je odvisen od zunanjega premera cevi. Ta vrednost je razvidna iz spodnje tabele.
V tabeli so prikazani časi ogrevanja in ohlajanja pri termistorskem varjenju polietilenskih cevi.
Za priključitev debelostenskih cevi velikega premera se uporabljajo električno varjene spojke s tremi sponkami - ena na sredini in dve na robovih. V tem primeru morate najprej vstaviti eno cev v spojko in priključiti srednji in zunanji priključek na strani cevi na elektriko. Ko so zvarjeni, morate storiti enako z drugo cevjo in jo vstaviti na drugo stran spojke.
2. način: kompresijski priključki
Priključitev cevi z uporabo kompresijskih fitingov se bistveno razlikuje od zgoraj opisane metode. V tem primeru spojka ni privarjena na cev, ampak se na njej drži izključno s trenjem. Na prvi pogled se lahko takšna povezava zdi manj zanesljiva, vendar temu ni tako. Po navedbah Tehnične specifikacije, se kompresijske spojke lahko uporabljajo za montažo tlačnih cevovodov z delovnim tlakom do 25 kg/cm².
Izdelujejo se v široki paleti različnih modelov in velikosti, tako da vam omogočajo, da rešite skoraj vsako težavo pri namestitvi gospodinjskih pripomočkov.
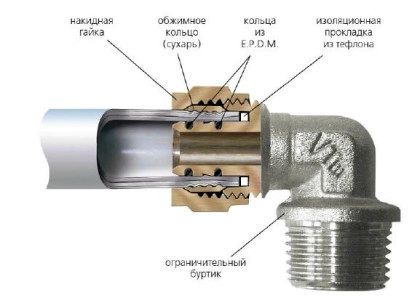
Pritrditev povezanih cevi v kompresijski priključek se izvede po principu vpenjalne spone.
Njegova struktura in načelo delovanja je naslednje:
- Telo sklopke za nizkotlačne cevovode (do 6 kg/cm²) je običajno izdelano iz nizkotlačnega polietilena;

- Spojna telesa za priključitev tlačnih cevovodov z delovnim tlakom do 25 kg/cm² so izdelana iz brona, litega železa ali medenine;
- Na vsaki strani dovodne cevi na zunanji strani telesa je navoj. Nanj je privita kovinska ali plastična spojna matica;
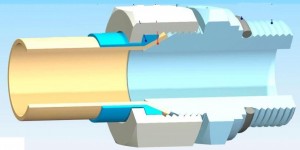
- Znotraj ohišja je na vsaki strani po en gumijast O-ring. Služijo za tesnjenje spojev konca cevi in telesa sklopke;

- Na koncu vsake cevi, ki se povezuje, je nameščena razcepljena vpenjalna puška. Običajno je izdelan iz istega materiala kot telo sklopke;
- Plastična cev s pritrjeno vpenjalno pušo je vstavljena v ohišje in nato na vrhu pritisnjena s spojno matico;
- Ko je spojna matica zategnjena, se razcepljeni cvetni listi vpenjalne tulke stisnejo okoli cevi in jo zaradi trenja trdno držijo v telesu.
![]()
Največji premer plastične cevi za namestitev kompresijskega priključka je 90 mm. Zaradi tega jih ni mogoče uporabiti za vgradnjo hišne kanalizacije, kjer se običajno uporabljajo cevi premera 110 mm. Hkrati so zelo primerni za polaganje omrežij za oskrbo s toplo in hladno vodo, avtomatsko zalivanje, in druge komunikacije za tlačno vodo.
Priključki plastičnih cevi imajo naslednje pozitivne lastnosti:
- Relativno nizki stroški. Odvisno od velikosti in dizajna se lahko cena enega okovja giblje od 220 do 2350 rubljev;

- Enostavna in hitra montaža. Montaža sponk ne zahteva električne povezave in ne zahteva uporabe posebnih orodij;
- Vzdrževanje. Če kateri koli del priključka odpove (na primer, poči tulec vpenjalne vretena ali zlom O-tesnila), ga lahko kadar koli zamenjate z novim;
- Ločljiva povezava. Uporaba vpenjalnih nastavkov vam omogoča hitro menjavo poškodovanih delov cevi ali spreminjanje konfiguracije celotnega cevovoda;

- Ponovno uporabnost. Po potrebi lahko kompresijske fitinge vgradimo in odstranimo neomejeno številokrat;
- Kemična odpornost in vzdržljivost. Vsi deli okova so izdelani iz materialov, odpornih proti koroziji, ki v vodi ne oksidirajo in ne prispevajo k nastanku vodnega kamna;
- Zanesljivost in visoka trdnost. Priključek cevi je sposoben prenesti znatne dinamične obremenitve, ki se lahko pojavijo med hidravličnimi ali parnimi udarci.

Obstaja cenejša vrsta kompresijskega priključka, ki se imenuje spojka. Ima več preprost dizajn, in se uporablja za spajanje po dolžini dveh plastičnih cevi enakega premera.
Značilnosti namestitve okovja
Najbolj velja vgradnja kompresijskih fitingov na preprost način spoji plastičnih cevi. Za to delo potrebujete le oster nož in majhno silikonsko cevko.
- Da bi zagotovili tesno, zatesnjeno povezavo, je treba površino na koncih cevi očistiti prahu in umazanije ter nato obrisati s čisto suho krpo;

- Odstranite majhen rob s konca vsake cevi. To lahko storite z ostrim nožem ali posebnim orodjem, ki se prodaja v vodovodnih trgovinah;
- Odvijte spojne matice na obeh straneh priključka in nato odstranite vpenjalne puše in O-tesnila s telesa;

- Po tem je treba vse komponente namestiti na vsako cev v naslednjem zaporedju:
- Najprej se namesti spojna matica z navojno stranjo proti koncu cevi;
- Po tem se namesti razcepljeni tulec;
- Čisto na koncu se namesti gumijasti O-ring.
- Za lažjo namestitev gumijastega obroča in puše priporočam, da površino cevi namažete s silikonsko tesnilno maso. Če nimate tesnila, lahko za to uporabite tekoče milo;
- Po tem je treba obe cevi z vpenjalno pušo vstaviti v telo fitinga in obe spojni matici zategniti z največjo silo.
Polietilen v pogojih visoka temperatura ima nepomembne lastnosti toplotnega krčenja, zato se lahko na cevovodu za oskrbo s toplo vodo stene plastične cevi sčasoma rahlo skrčijo. Da zagotovite, da povezava polietilenskih cevi s fitingi ostane nepredušna, morate občasno preveriti in priviti spojne matice na pušah.
Metoda 3: Prirobnična povezava
V domačih vodovodnih omrežjih prirobničnih priključkov ne najdemo pogosto. V večini primerov so nameščeni na vhodu v objekt ali pa se uporabljajo za povezavo dveh tlačnih cevi velikega prereza.
Načelo delovanja in zasnova takšne povezave je zelo preprosto, zato ga lahko enostavno sestavite sami:
- Ploščata kovinska okrogla prirobnica je togo pritrjena na koncu vsake cevi;
- Najpogosteje se prodaja sestavljen s kompresijskim nastavkom, tako da je pritrjen na plastično cev s pomočjo sponke. Po potrebi se lahko pritrdi tudi z elektrofuzijsko spojko;
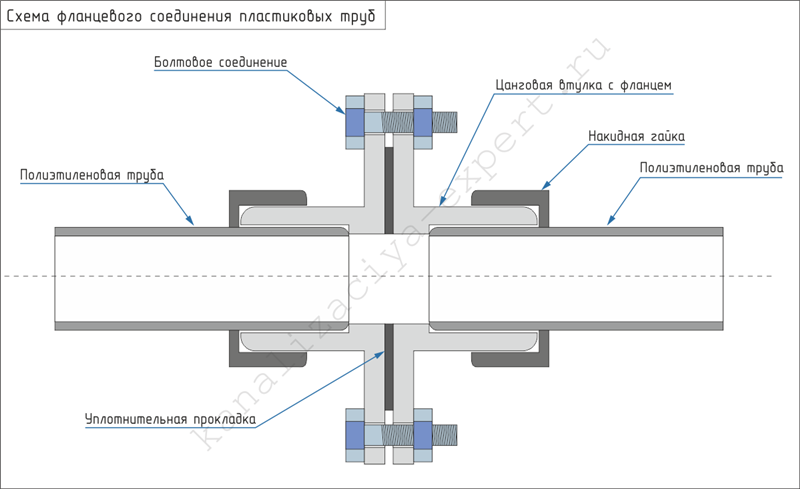
- V diametralni ravnini prirobnice je več montažnih lukenj radialno po obodu;
- Med montažo je potrebno med prirobnice namestiti tesnilno tesnilo iz paronita ali debele gume;
- Po tem morate poravnati pritrdilne luknje na prirobnicah in jih tesno priviti skupaj z običajnimi vijaki in maticami.

Prirobnični priključek ima praviloma zajetne dimenzije in grd videz, zato se uporablja predvsem za namestitev skritih komunikacij v kleteh, opazovalnicah itd.
Hkrati ima ta metoda očitne prednosti:
- Visoka zanesljivost in absolutna tesnost. Zaradi teh lastnosti se prirobnični priključki uporabljajo pri vgradnji glavnih vodovodnih omrežij in pri polaganju tlačne kanalizacije;
- Enostavnost vzdrževanja in popravila. Če kateri koli odsek tlačnega voda zahteva redno vzdrževanje, priporočam, da ga povežete z glavno cevjo s prirobnicami;
- Primeri vključujejo revizijske lopute, ekspanzijske posode, rezervoarje za shranjevanje, sifone in kontrolni ventili za kanalizacijo itd.;

- Univerzalni način pritrditve. Veliko vodovodnih napeljav in dozirnih enot (na primer ventili, ventili, obtočne črpalke, vodomeri itd.), opremljeni s povezovalnimi prirobnicami na vstopu in izstopu standardne velikosti;
- Za priključitev teh naprav na plastični cevovod se uporabljajo potisne spojke s priležno kovinsko prirobnico;

Obstajajo tudi zaščitne in popravilne spojke. Zaščitna spojka je polietilenska cev z debelimi stenami, ki se namesti na cevovod na mestu, kjer poteka skozi gradbene konstrukcije (temelji, stropi, stene itd.). Reparaturna sklopka je sestavljena iz več ločenih segmentov. Nanesejo se na poškodovani del cevovoda in pritrdijo s sponkami, vijaki ali varjenjem.
Zaključek
Na podlagi gradiva v tem članku ste se lahko seznanili s tremi preprostimi in dostopne načine povezave vodne pipe iz polietilena. Če vam kaj ni povsem jasno, priporočam ogled videoposnetka v tem članku in pripravljen sem odgovoriti na vsa vaša vprašanja v obrazcu za komentarje.
Trenutno tako za popravilo kot za oblikovanje najrazličnejših vodovodna omrežja uporabljajo polietilenske cevi, med projektiranjem pa je nujno treba narediti zanesljiv spoj polietilenskih cevi. Takšne cevi imajo številne pomembne prednosti:
- dolga življenjska doba;
- sprejemljiva cenovna kategorija;
- enostavnost namestitve.
Zaradi tega so tako priljubljeni. Danes je znano, kako spajkati polietilenske cevi, pa tudi več drugih možnosti za povezovanje polietilenskih cevi. Vsi bodo obravnavani v tem članku.
Polietilenske cevi: njihova povezava
Pri namestitvi vodovodnih omrežij se pojavi vprašanje povezovanja polietilenskih cevi z zapornimi ventili za vodo in med seboj.
Tako so povezave polietilenskih cevi glede na njihov funkcionalni namen razdeljene v dve skupini:
- snemljiv– med življenjsko dobo jih je mogoče razstaviti:
- pogosto se snemljiva povezava izvede z uporabo istega prirobnični priključek, to je pri uporabi običajnih jeklenih prirobnic.
- vendar so vpenjalne povezave narejene z uporabo kompresijski priključki na cevi majhnega premera.
- enodelni – njihova demontaža med delovanjem ni potrebna. Stalna povezava polietilenskih cevi se izvaja z:
- čelno varjenje ;
- nastavek za varjenje z vgrajenimi električnimi grelci (varjenje z elektrofuzijsko sklopko).
Predstavljamo tehnologijo za vsako vrsto povezave.

Čelno varjenje z ogrevanim orodjem
Ta tehnologija vgradnje se že vrsto let uporablja za vgradnjo polietilenskih cevi s premerom 63 mm ali več.

Torej, poglejmo, kako povezati polietilenske cevi:
- Konci delov, ki jih je treba spojiti, in/ali cevi, ki jih je treba zvariti, so nameščeni v centralizator stroja za sočelno varjenje. Po pritrditvi in izravnavi se konci cevi očistijo prahu in umazanije s čisto bombažno krpo. Po tem se površine, ki jih je treba zvariti, mehansko obdelajo z uporabo naprave za obračanje.
- Po prejemu enotnih odrezkov, katerih debelina ni večja od 0,5 mm, se obrnjena naprava odstrani in preveri medsebojna vzporednost cevi. Če med zvarjenimi površinami obstaja razmik, ki presega dovoljeno vrednost, se operacija obrezovanja ponovi.
- Po tem se konci delov, ki jih je treba povezati, in/ali cevi, ki jih je treba zvariti, segrejejo z grelnim orodjem s prevleko proti prijemanju na površini. Po končanem segrevanju in staljenju koncev površine, ki jo varimo, jih ločimo in grelni element odstranimo iz območja varjenja.

- Površine, ki jih je treba variti, se za kratek čas zaprejo, nato pa začnejo enakomerno povečevati pritisk vpenjanja na zahtevano vrednost. Varjeni šiv s tem pritiskom se vzdržuje zahtevano časovno obdobje, med katerim se spoj ohladi.
Strokovni nasvet:
V višino, širino, oblikovan šiv in videz lahko ocenimo, kako kakovosten je zvar.
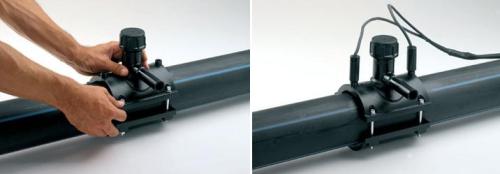
Elektrofuzijska povezava
Potrebna oprema

Ta povezava se izvede s pomočjo električne spojke, to je spojke za spajanje polietilenskih cevi z vgrajenimi električnimi grelnimi elementi. Ta povezava je zasnovana za tlak, ki doseže 16 atm.
Elektrofuzijski spoji veljajo za ekonomsko dražje od sočelnega varjenja. Čeprav v razmerah velike stiske, v odsotnosti možnosti postavitve velikega stroja, namenjenega sočelnemu varjenju, postane elektrofuzijsko varjenje nepogrešljivo.
Najbolj priljubljena je preprosta električna spojka, ki se uporablja za povezavo dveh cevi v ravni del. Čeprav se skupaj z njimi uporabljajo sedla, električni čevlji itd.
Tiste povezave, ki so narejene z uporabo električne sklopke, se pogosto uporabljajo pri nameščanju cevovodov majhnega premera iz cevi, ki prihajajo v tuljave.
Električne spojke s premerom do 110 mm so cenovno dostopne in se uporabljajo v majhnih količinah – zaradi tega je električno varjenje cevi, ki pridejo v kolute, ekonomsko primerljivo s sočelnim varjenjem.
Tehnologija varjenja
Razmislimo o tehnologiji varilnega postopka s sklopkami:
- Vnaprej pripravljene cevi in elektrofuzijske spojke so nameščene strogo vzdolž iste osi. Cevi se pripravijo tako, da se na varilnih mestih odstrani površinski sloj in odstranijo kontaminante.

- Naprava, ki dovaja tok, je priključena. Zaradi tega se vgrajeni elementi elektrofuzijske sklopke segrejejo in talijo okoliški material.
- Območje taljenja polietilena v električni sklopki se poveča, kar omogoča prenos toplote cevi na njeno površino, ki se začne topiti.
- Segreta cev se poveča v premeru, polietilen, ki je staljen in omejen s premerom elektrofuzije v ekspanzijskem prostoru, prejme pritisk, potreben za varjenje.
- Na tej točki lahko izklopite napajanje. Elektrofuzijski spoj, ki je že postal homogen, bo pripravljen po času, potrebnem za ohlajanje.
Strokovni nasvet:
Oprema za napajanje najvišja kakovost lahko samostojno izvede celoten varilni cikel, poleg tega lahko vse podatke vnese v poseben elektronski protokol.
Dodatne stopnje elektrofuzijskega varjenja
Pri varjenju cevi z velikim premerom bo potreben dodaten postopek ogrevanja - to je treba upoštevati pri nameščanju polietilenskih cevi z lastnimi rokami. Ogrevanje izgleda takole:
- Spojka je privarjena zaporedno na vsaki strani priključka na cevi.
- Najprej se izvede celoten cikel varjenja polovice elektrofuzijske sklopke s prvo cevjo. Po tem je druga polovica električne sklopke privarjena na preostalo cev.
- Vsaka stran elektrofuzijske sklopke velikega premera mora imeti ločeno povezavo spirale z dovajalnim aparatom.
Snemljive vrste povezav
Prirobnični priključek

Ta povezava je ena najpogostejših vrst ločljivih povezav.
Priključek se izvede s pomočjo prirobničnih puš za polietilenske cevi, ki so privarjene na konce polietilenskih cevi, ter kovinskih natakljivih prirobnic.
Prirobnična povezava je najpogosteje uporabljena ločljiva povezava, ki se uporablja pri ustvarjanju cevovodni sistemi iz cevi iz polietilena.
Kompresijski fitingi
Kompresijski fitingi (priključki za stiskanje, stiskalni priključki) se uporabljajo za cevi majhnih premerov (manj kot 50 mm) v primerih, ko so metode povezovanja, kot so čelno varjenje in prirobnične povezave, praktično nemogoče ali ekonomsko nedonosne.

Stisnjeni priključki
Ta vrsta povezave je zasnovana za tlake do 25 Atm. Tesnost v teh povezavah je dosežena zaradi prisotnosti gumijastega tesnilnega obroča, odpornost na mehanske obremenitve pa je dosežena z rezanjem zob rezanega plastičnega tulca v cev.

Uporaba različnih vrst povezav
Kompresijski fitingi se pogosto uporabljajo pri povezovanju polietilenskih cevi med seboj, pa tudi pri povezovanju polietilenske cevi s cevjo iz kakšnega drugega materiala. Torej, v primeru zamenjave dela jeklenega cevovoda, ki je postal neuporaben, s polietilensko cevjo kompresijski priključek zelo uspešno povezuje polietilensko cev s kovinsko cevjo.
Primerjava sočelnega varjenja z ogrevanim orodjem različne načine povezave polietilenskih cevi veljajo za najbolj univerzalne in učinkovit način povezave polietilenskih cevi. Ta metoda omogoča neposredno povezavo cevi s povezovalnimi deli ali med seboj. Cevi, ki so povezane z varjenjem, imajo enako trdnost kot pred izvedbo te povezave. Zato lahko cevovod, ki je bil varjen, primerjamo s homogeno cevjo.
Polietilenske cevi so pridobile veliko popularnost pri namestitvi vodovodnih in kanalizacijskih sistemov.
Prednosti polietilenskih cevi:
- Dolga življenjska doba zaradi dejstva, da plastika ne gnije in ne korodira.
- Prilagodljivost in moč.
- Varnost.
- Odpornost na spremembe temperature in tlaka.
- Poceni.
- Majhna teža, ki omogoča namestitev cevi celo eni osebi.
Pomembna naloga je povezava polietilenskih cevi. Kako to storiti, si bomo ogledali v nadaljevanju članka.
Vrste povezav polietilenskih cevi
Stalne povezave:
- Spajkanje.
- Čelno varjenje.
- Spenjanje.
Snemljive povezave:
- S prirobnico.
- Prileganje.
- Zvonaste oblike
Oglejmo si podrobneje tehnologijo vsake povezave.
Stalne povezave
Varjenje z električnim spajkalnikom
Ta vrsta povezave je najbolj priljubljena. Za to boste potrebovali električni spajkalnik. Delovna elementa te naprave sta tulec (obroč z velikim premerom) in trn (manjši obroč). Poleg tega potrebujemo elemente, ki povezujejo cevi med seboj. To so lahko spojke, MRV, MRN itd. V tulec se vedno vstavi cev, na trn pa se natakne potreben vezni element.

Tehnologija spajkanja:
- Izberite trn in tulec potrebnega premera in ga namestite na spajkalnik.
- Predgrejte spajkalnik na želeno temperaturo, kar je navedeno v navodilih.
- Postavite spojko na trn, vstavite cev v tulec.
- Držite 5-10 sekund in pritisnite skupaj.
- Zadržite v tem položaju 10-15 sekund, da se plastika ohladi.
Čelno varjenje
Za takšno povezavo potrebujete samo cevi in stroj za sočelno varjenje plastičnih cevi. Bistvo postopka je segrevanje koncev cevi in povezovanje med seboj.
Tehnologija sočelnega varjenja:
- Obe cevi za varjenje enakomerno odrežite in po potrebi naostrite. Pomembno je, da je rez čim bolj enakomeren.
- Očistite in razmastite spojne robove.
- Cevi vpnite v aparat tako, da so njihovi konci obrnjeni drug proti drugemu.
- Konce cevi segrejte z grelnim elementom. V navodilih za napravo je navedeno, koliko časa morate počakati na taljenje PE cevi.
- Po segrevanju odstranite grelni element in obrežite konce cevi.
- Nastalega obdelovanca ne odstranite iz stroja, dokler se plastika popolnoma ne ohladi.

Ta način povezave je cenejši od spajkanja, saj se ne uporabljajo dodatni adapterji. Z določeno spretnostjo se šivi izkažejo za popolnoma gladke in lepe.
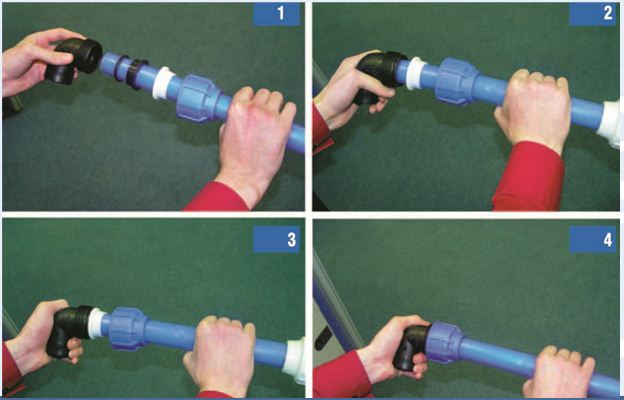
Spojna povezava

Spojka ima na obeh straneh navoje. Če želite dve cevi povezati med seboj, morate na cev namestiti vpenjalno matico, jo vstaviti v spojko in zavrteti v smeri urinega kazalca, dokler se ne ustavi. Naredite enako za drugo stran sklopke. Takšna prehodna povezava je pomembna za podaljševanje cevi, stiskalne spojke pa se uporabljajo za razvejanje, struženje, mašenje ali povezovanje cevi različnih premerov.
Tehnologija povezovanja cevi s kompresijsko spojko:
- Cev odrežite naravnost in po potrebi ostrite robove.
- Odvijte modro spojno matico.
- Cev vstavite v spojko proti belemu vpenjalnemu obroču.
- Premaknite obroč, dokler se ne ustavi.
- Nato zategnite matico, dokler se ne ustavi.
Tehnologija povezovanja redukcijskih sklopk
Za to metodo boste potrebovali elektrofuzijski varilni stroj z grelno tuljavo, ki tali robove sklopke.
- Očistite in razmastite gladke robove spojke in cevi.
- Vstavite dele v primež naprave, pritrdite spojko na cev z omejevalnikom.
- Vklopite napravo. Pojavi se samodejno varjenje delov.
- Izklopite napravo.

Odstranite del iz varilnik potrebno, ko se popolnoma ohladi.
Snemljive povezave
Tehnologija prirobnične povezave
Prirobnična povezava je najbolj priljubljena snemljiva vrsta namestitve cevi. Ta povezava se pogosto uporablja pri namestitvi cevi centralnega vodovoda, lahko pa se uporablja tudi pri povezovanju cevi manjšega premera.
Za delo boste potrebovali varjene ravne prirobnice s cevmi ali jeklene prirobnice, cevi in komplet orodij: ključe za breznavojne povezave, čepe in matice.
- Prispajkajte tulec pod prirobnico na konce polietilenskih cevi.
- Namestite tesnilo med cevi.
- Pritrdite strukturo z jeklenimi prirobnicami z uporabo vijakov in matic.
Montažna povezava
To je največ enostavna metoda povezave. Metoda je uporabna za nizkotlačne cevi. Za delo boste potrebovali PE cevi; fitingi, ki so izbrani glede na to, kje so potrebni: za struženje, razvejanje ali zamašitev; oblikovan ključ.

- Odrežite cev na zahtevano velikost.
- Namestite jekleno nastavljivo pušo na konec cevi.
- Namestite kovinski obroček, ki je priložen v paketu fitinga, na cev in ga pritrdite na mesto bodoče povezave med cevjo in fitingom. Zaradi varnosti lahko (ni pa nujno) na cev namestite tudi več objemk.
- Zategnite pritrdilno matico, dokler se ne ustavi.
Včasih je treba polietilensko cev povezati z gumijasto cevjo. Če želite to narediti, preprosto namestite cev na cev in jo pritrdite z objemko potrebnega premera.
Priključek vtičnice
Ta vrsta povezave se uporablja predvsem za vgradnjo kanalizacijskih sistemov ali cevi brez tlaka. Za delo boste potrebovali cevi, zvonec zahtevanega premera, rezalnik cevi, silikonsko olje ali navadno milo za pranje perila.
- Cev odrežite na želeno velikost, robove očistite in razmastite ter po potrebi izravnajte.
- Očistite in razmastite obroč zvonca.
- Notranjost vtičnice in zunanjost cevi namažite s silikonskim oljem ali milom za pranje perila.
- Vstavite cev v vtičnico.
Pri povezovanju polietilenske cevi s cevjo iz litega železa:
- V cev iz litega železa vstavite gumijasto tesnilo.
- Polietilensko cev vstavite v litoželezno cev 5-8 cm.
Za priključitev cevi z nizkim tlakom po metodi vtičnice so dodatno potrebni zobati obroč, podporne in zadrževalne spojke.

- Pripravite cevi: očistite, razmastite.
- V konec cevi vstavite podporno spojko.
- Spojna mesta namažite s silikonskim oljem.
- Na konec cevi najprej namestite spojko, nato gumijasti obroč in na koncu zobati obroč.
- S primežem previdno zategnite sklopko.