Rozmiary stalowego stołu wodociągowego. Jak nawlec rurę: szczegółowe instrukcje
Obcinanie nici w dowolnym zakładzie produkcyjnym nie będzie trudne, ale czasami trzeba to zrobić w domu. Podczas naprawy instalacji wodociągowej lub grzewczej, mebli lub samochodu nie można obejść się bez rur i części z połączeniami gwintowanymi.
Samodzielne cięcie rury jest czasem bardzo trudne, jest to dość pracochłonny proces, który będzie wymagał pewnych umiejętności. Jak wyciąć nitkę na rurze, szczegółowo odpowiemy na to pytanie, porządkując wszystko, co musisz w tym celu wiedzieć.
Metody nacinania gwintów
Gwintowanie rur można wykonać na kilka sposobów:
Proponujemy rozważenie najczęstszego i najprostszego sposobu gwintowania rur za pomocą wykrojnika (narzędzia do gwintowania).
Tak więc przed przystąpieniem do samego procesu cięcia należy przygotować narzędzia niezbędne do tej pracy.
Narzędzia do gwintowania rur:
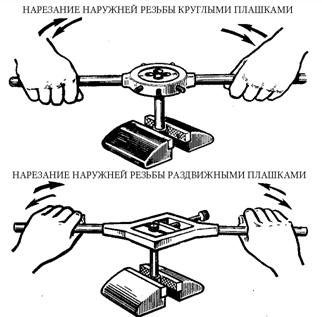
- Klupp + zestaw frezów do gwintów (narzynek)... Jest to dedykowane narzędzie do gwintowania i jest wyposażone w kilka zestawów wykrojników promieniowych.
Te z kolei mają różne średnice, odpowiednie do konkretnego kanału lub rury wodociągowej (do gwintowania zewnętrznego);

- Gwintownik (do gwintowania wewnętrznego);
- Klucz gazowy lub imadło (do mocowania rury);
- Olej maszynowy lub dowolny olej smarujący;
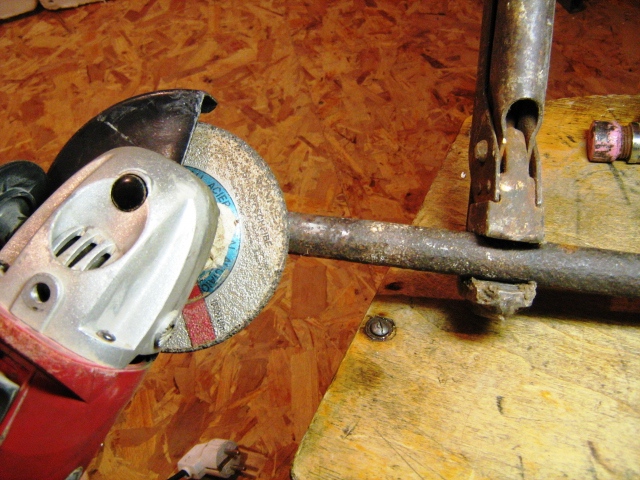
- Szlifierka do obróbki metalu z tarczą do cięcia.
Uwaga: Podczas pracy z szlifierką należy zachować szczególną ostrożność i przestrzegać zasad bezpieczeństwa. Należy używać okularów i rękawic ochronnych.
Kolejne etapy gwintowania zewnętrznych gwintów na rurze
- Na początek za pomocą szlifierki należy odciąć jeden koniec rury, która ma stare gwinty lub korozję.
Uwaga: nie należy próbować naprawiać starych gwintów, nawet jeśli się uda, połączenie gwintowane nie będzie wystarczająco szczelne. Następnie może wystąpić wyciek.
Aby uzyskać prostopadłe cięcie (niezbędne do przykręcenia adapterów i ułatwienia cięcia), przytrzymujemy rurę kluczem gazowym lub zaciskamy w imadle, po wykonaniu znacznika.
- Następnie należy nieco wyszczuplić krawędź rury, czyli odciąć fazkę, aby matryce były bardziej poprawnie przykręcone do rury. Aby zapewnić dobre przesuwanie matryc wzdłuż rury, nasmaruj miejsce przyszłego gwintu olejem maszynowym.
Wskazówka: Jeśli nie masz pod ręką oleju maszynowego, możesz użyć zwykłego smalcu.
- Następnie należy przestawić uchwyt matrycy w żądanym kierunku (zgodnie z ruchem wskazówek zegara) i faktycznie naciąć gwint.
Natychmiast, po wykonaniu kilku obrotów, należy przewinąć klupp w przeciwnym kierunku, uwalniając w ten sposób rurę od metalowych opiłków.
Wskazówka: Jeśli twoje wysiłki nie wystarczą do gwintowania, możesz dodatkowo przykręcić dodatkowy uchwyt do uchwytu uchwytu narzynki, aby zwiększyć dźwignię.
Nie jest wskazane, aby nić była większa niż 1 cm, wystarczy, ponieważ trójniki, łączniki i narożniki w większości mają gwint o długości dokładnie 1 cm.

- Po wykonanej pracy nić należy wytrzeć olej i usunąć z niej metalowe wióry.
Nie ma szczególnych trudności w przecinaniu gwintów na rurze. Zapewne udało ci się tego upewnić, czytając powyższy materiał.
Gwint wewnętrzny na rurze
W przypadku gwintowania wewnętrznego musisz znać dokładną średnicę otworu. W ten sposób wybierany jest wymagany rozmiar gwintownika. Otwór nieprzelotowy (jego głębokość) musi być o kilka milimetrów dłuższy niż długość gwintu.
Po ustaleniu średnicy wiertła wygląda to następująco:
- Przed gwintowaniem wywierć otwór. Tutaj musisz monitorować położenie wiertła, które powinno znajdować się w pozycji pionowej do powierzchni przedmiotu obrabianego.
Uwaga: Jeśli kran zostanie włożony pod kątem, może pęknąć.
- W wywiercony otwór wprowadzamy kranik w pokrętło i powoli, ostrożnie przecinamy nitkę.
Należy zauważyć, że krany mogą mieć dwie opcje:- # 1 - na szorstki wątek. Jego konstrukcja jest taka, że usuwa do 70% metalowych wiórów;
- Nr 2 - do cienkiej nici. Usuwa pozostałe 30%.

To wielkie szczęście mieć własny dom w tych kryzysowych czasach. I nie ma znaczenia nadchodzi o mieszkaniu miejskim lub prywatnym domu. W każdym razie człowiek czuje solidny grunt pod stopami pośród tego morza niestabilności. Gdybyś tylko miał własny dom, a całą pracę nad jego ulepszeniem można wykonać własnymi rękami. Oczywiście do tego trzeba mieć wielkie pragnienie, dobre narzędzia. Jeśli chodzi o umiejętności, to można je w pełni nabyć w trakcie wykonywania różnych czynności. Oczywiście nie można obejść się bez teoretycznego studium podstaw produkcji niektórych dzieł. W ramach tego artykułu proponujemy demontaż tematu cięcia gwintów na rurze. Oczywiście interesują nas najpopularniejsze sposoby wykonania tej operacji w domowym warsztacie.
Opcja nr 1: Używamy elektrycznego obcinacza nici
Jak wiele nowoczesnych domowych urządzeń elektrycznych, gwinciarka elektryczna jest bardzo prosta i wygodna w obsłudze. Dotyczy to zwłaszcza gwintowania małych przedmiotów. Nie ma potrzeby zastanawiać się, jak bezpiecznie zacisnąć rurę.
Zazwyczaj zestaw takiego urządzenia zawiera dźwignie o różnych średnicach i samo urządzenie elektryczne z potężnym reduktorem biegu wstecznego. Kawałek rury jest zaciśnięty w specjalnym uchwycie prowadzącym imadło. A potem wszystko jest proste – wciskasz spust prawym kciukiem i wykonujesz nawlekanie.
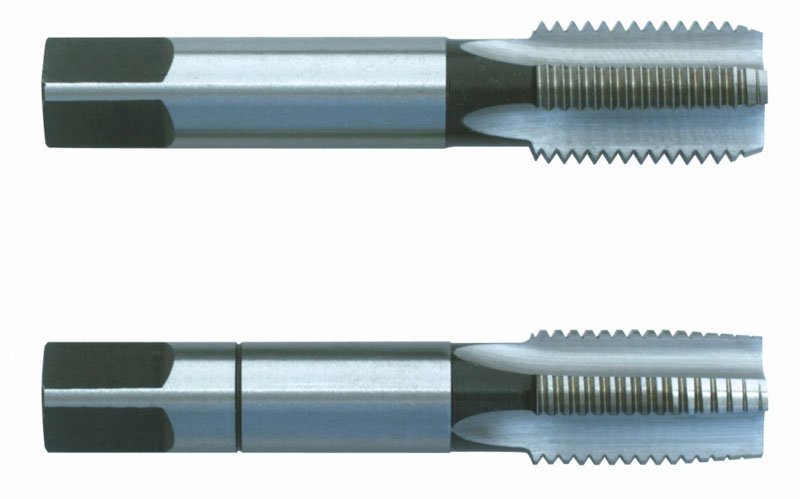
Na zdjęciu dwie matryce, jedna wysokiej jakości, druga tania. W zasadzie różnica jest widoczna nawet gołym okiem, a wszelkie uwagi nie są potrzebne. Pamiętaj tylko, że niedrogie narzędzie wykona dobry gwint przez krótki czas, dosłownie po kilku przypadkach zastosowania, zastosowany gwint nie będzie już miał wymaganej głębokości.
Jaka powinna być sama rura?
Przed wykonaniem gwintu na rurze musisz wykonać pewne prace przygotowawcze. Dotyczy to przede wszystkim rur, które były już używane. Jeśli był pomalowany, musisz pozbyć się warstwy farby. To samo należy zrobić z warstwą materiału budowlanego, który zestalił się na zewnętrznej powierzchni rury.
Pod koniec nawlekania trzeba uzbroić się w latarkę i dokładnie sprawdzić powstałe połączenie. Jeśli używana jest rura, może się zdarzyć, że z powodu zużycia materiału w szwach gwintu powstaną nacięcia przelotowe. Wtedy będziesz musiał pomyśleć o innej opcji podłączenia rurociągu, a nawet wymiany uszkodzonego odcinka.
Dlaczego w ogóle potrzebujesz wątku?
Wydaje się, że rozwiązaliśmy dwie najpopularniejsze opcje gwintowania rury, ale może pojawić się logiczne pytanie, dlaczego jest to w ogóle potrzebne, jeśli prawie wszystkie dzisiejsze rurociągi są wykonane z tworzywa sztucznego różne rodzaje w każdym razie w życiu codziennym? Odpowiedź jest bardzo prosta - metalową i plastikową rurę można połączyć tylko za pomocą połączenia gwintowego i nic więcej. A takie projekty są nadal bardzo często spotykane w indywidualnym mieszkaniu.
W dzisiejszych czasach to wielkie szczęście mieć własny dom. Nie ma znaczenia, czy to mieszkanie, czy prywatny dom... W każdym razie właściciel czuje solidny grunt i pewność w przyszłości. Zazwyczaj w własny dom sam musisz wykonać dużo pracy. Cóż, a do tego zdecydowanie potrzebujesz osobistego narzędzia. Bardzo często właściciele prywatnych domów mają do czynienia z tworzeniem gazociągów i wodociągów. Należy zauważyć, że ta procedura wymaga nie tylko umiejętności pracy ze spawarką. Bardzo często konieczne jest tworzenie rozłączalnych połączeń w celu dalszej analizy komunikacji podczas naprawy i wymiany niektórych elementów. Ale jak nawlec rurę? Dziś postaramy się udzielić pełnej odpowiedzi na to pytanie.
Co nazywa się krojeniem?
Zanim rozważymy techniki i narzędzia, zastanówmy się, jak nazywa się ten proces. Cięcie odnosi się do specjalnej obróbki przedmiotów obrabianych w celu uzyskania cięcia na zewnątrz lub wewnątrz. Efektem tego procesu są wypukłości-zakręty i specjalne rowy, skręcone w spiralę i naprzemiennie ze sobą.
W zależności od tego, gdzie gwintować rurę, stosowane są różne uchwyty. Proces ten realizowany jest na następujących elementach:
- orzechy;
- śruby;
- rurociągi z odłączanym rodzajem połączenia;
- szczegóły różnych urządzeń i mechanizmów.
Z kolei cięcie może być wewnętrzne i zewnętrzne. W tym przypadku, jak już wiadomo, wykorzystywane są różne narzędzia i urządzenia. Przyjrzyjmy się bliżej wszystkim technikom i zacznijmy od techniki tworzenia wyglądu wewnętrznego.
Widok wnętrza
Musisz wyciąć gwint wewnętrzny na rurze za pomocą specjalnego pręta zwanego kranem. On z kolei wkłada się do specjalnego pokrętła. Kran składa się z części czołowej (wlotowej), która znajduje się na jej końcu, części pomiarowej (środek głowicy) oraz końcówki o profilu kwadratowym do normalnego trzymania w uchwycie.
Trzeba powiedzieć, że przy zamianie systemu metrycznego na calowy należy zastosować trzy rodzaje gwintowników, które tną na różnych głębokościach.
Technologia gwintowania wewnętrznego zakłada następującą sekwencję:
- Kran należy dobrać zgodnie z etapem cięcia na elemencie, który będzie wkręcany w rurę.
- Następnie kran jest wkładany do pokrętła;
- Kran jest ustawiony ściśle wzdłuż osi podłużnej rury, dzięki czemu wszystko jest cięte równomiernie i bez skosów;
- Ściskając razem element tnący i końcówkę kranu, należy przewinąć pokrętło;
- Cięcie odbywa się na zaznaczoną głębokość z niewielkim marginesem.

Sam proces dużo lepiej wykonuje się na maszynie, gdzie gwintownik wkładany jest do uchwytu trójszczękowego, a element w którym będzie wykonywane cięcie zamocowany jest na ruchomym łożu. Zapewnia to dokładne wyrównanie osi. O wiele trudniej zrobić to ręcznie. Ale jeśli połączenie nie jest bardzo odpowiedzialne, nie musisz się martwić.
Typ zewnętrzny
Gwinty zewnętrzne są tworzone na śrubach, prętach i śrubach za pomocą matrycy. Jest to specjalne urządzenie w formie podkładki, która posiada otwór w środku. Kości dzielą się w zależności od urządzenia na:
- cały;
- przesuwny;
- pryzmatyczny;
- okrągły.
Oprawy jednoczęściowe to podkładki o stałej średnicy i nie można ich zdemontować. Tych. dla każdego rozmiaru pręta wymagane są różne nasadki.
Typy ślizgowe, w przeciwieństwie do pełnych, mogą być stosowane przy niewielkich zmianach średnicy pręta. Jednocześnie ich mocowanie odbywa się w matrycy, aby wszystkie liczby na częściach w pełni odpowiadały liczbom na samej ramie. Pomiędzy ogranicznikiem a matrycą umieszczona jest również specjalna płytka, która nie pozwala na pękanie korpusu od nacisku.
Widoki pryzmatyczne są używane do cięcia 32 rur i innych typowych średnic. Składają się z dwóch dzielonych części z rowkami na zewnątrz.
Okrągła matryca jest instalowana w pokrętle z łatwym uchwytem i może mieć jedno lub kilka specjalnych miejsc na śruby oporowe.
Najbardziej praktycznym z tych typów jest typ przesuwny. On, ze względu na możliwość zmiany wewnętrzna średnica, może ciąć różne elementy, które nie przekraczają ich całkowitego przekroju.
Pożądane jest, aby powiedzieć, że dalej rura ze stali nierdzewnej cięcie jest dość trudne, ponieważ ten rodzaj stali ma wysokie wartości twardości. Inne metale można łatwo obrabiać ręcznie, co oszczędza czas i pieniądze.
Jakiego wątku powinienem użyć?
Podczas tworzenia odłączanego połączenia dla elementów komunikacji wodociągowej i gazowej stosuje się cylindryczne gwinty rurowe. Jako element przejściowy między nimi stosuje się specjalne listwy, które mają gwint wewnętrzny.
Ostatnie dwie tury, pocięte na elementy, nazywane są ucieczką. Umożliwiają zaklinowanie złącza w taki sposób, że uzyskuje się sztywne i trwałe połączenie, a przy użyciu materiału uszczelniającego można uzyskać pełną szczelność.
Najczęściej nacina się długi gwint cylindryczny. Powodem tego są częste przecieki przez nieszczelności, a jednocześnie niewidoczne gołym okiem. Rurociągi wodne, w przeciwieństwie do gazowych, mogą być typu skrótowego. Jest również bardzo szeroko stosowany na elementach o dużej średnicy w celu skrócenia czasu skręcania i cięcia.
Zdarzają się również przypadki, gdy zwoje nie są cięte, ale walcowane. Ta metoda jest stosowana w komunikacji cienkościennej do zaopatrzenia w gaz i w systemach grzewczych. W takim przypadku dozwolony jest znacznie mniejszy krytyczny rozmiar ściany niż podczas cięcia.

Używane narzędzia
Do chwili obecnej do gwintów zewnętrznych stosuje się następujące rodzaje wtyczek:
- rura (widok normalny);
- kluppa Mayevsky;
- zapadkowy.
Konwencjonalne kluppy są używane podczas tworzenia zakrętów własnymi rękami. Wykorzystywane są również do niewielkich ilości wykonywanej pracy. Podczas cięcia stosuje się matryce ślizgowe i nieślizgające się.
Złączki rurowe produkowane są w dwóch rodzajach:
- dla średnic od 15 do 20 mm;
- dla średnic powyżej 25 mm.
Instrukcje cięcia za pomocą zaślepek rurowych są następujące:
- Najpierw musisz zacisnąć rurę w imadle lub zaciskach.
- Ponadto jego koniec należy oczyścić z rdzy i innych zanieczyszczeń.
- Oczyszczony koniec smarujemy olejem lnianym.
- Następnie na rurę nakłada się klupp i za pomocą uderzeń młotkiem umieszczają go na swoim miejscu.
- Po upewnieniu się, że pozycja jest prawidłowa, możesz zacząć obracać, aby wyciąć rowki do wymaganego limitu.
Ponadto podczas tworzenia pętli często można znaleźć takie urządzenie jak kluppa Mayevsky'ego. Wykrojniki do niego produkowane są w dwóch wersjach: nr 1 (15 i 20 mm) oraz nr 2 (25 i 32 mm). W przypadku innych średnic najlepiej stosować zwykłe, wyżej wymienione matryce.
Wśród zalet kluppów Mayevsky'ego modne jest podkreślanie niskiej wagi, prostoty konstrukcji, bezpretensjonalności w konserwacji i możliwości wymiany matrycy na gorąco. Należy zauważyć, że ważne jest, aby ustawić je dokładnie według etykiet.

Grzechotka tego narzędzia jest stosowana do elementów o średnicach 15, 20 i 25 mm. Dla najwygodniejszego użytkowania w tego typu urządzeniach zastosowano mechanizm zapadkowy, który umożliwia cięcie elementów znajdujących się w trudno dostępnych miejscach. Przy średnicy mniejszej niż 25 mm wszystko odbywa się w jednym przejściu. W przeciwnym razie wymagana jest podwójna gra.
Funkcje pielęgnacyjne
Używając kluppy podczas samodzielnego cięcia nici, należy koniecznie wykonać odpowiednia opieka za tym narzędziem. Tak więc pod koniec wykonywanej pracy należy je zdemontować i całkowicie oczyścić z wiórów i innych niepożądanych zanieczyszczeń. Ponadto zaleca się smarowanie całego ciała olejem mineralnym, aby nie pojawiła się na nim rdza, a ocierające się części „przykleiły się” do siebie.
Warunkiem wstępnym jest czyszczenie narzędzia z kurzu i zaschniętego oleju mniej więcej raz na 2-3 tygodnie, aby w przyszłości narzędzie nie skrzypiało podczas użytkowania. Aby wykonać tę procedurę, eksperci zalecają zastosowanie następującej techniki:
- Za pomocą szmatki wszystko oczyszcza się z widocznych zanieczyszczeń, które pojawiły się podczas jej leżenia.
- Następnie przygotowuje się roztwór sody kaustycznej. Proporcje przyjmuje się w następujący sposób: dla jednego dziesięciolitrowego wiadra ciepłej wody oblicza się 0,5 kilograma suchej masy.
- Przed płukaniem zdemontuj instrument całkowicie.
- Po zabiegu wszystkie części są smarowane olejem i gromadzone w pryzmie. Następnie wskazane jest owinięcie narzędzia szmatką lub polietylenem, aby dodatkowo chronić je przed zanieczyszczeniami.
Przechowuj matryce w suchym miejscu i zamknięte. Niewielka warstwa smaru niezawodnie ochroni metal przed rdzą i znacznie wydłuży jego żywotność.
Podsumowując i zastanawiając się, jak gwintować rurę, możemy powiedzieć, że ta procedura jest wykonywana za pomocą kranów i matryc. Te pierwsze nie mają żadnych typów i są dobierane osobno dla każdej średnicy wewnętrznej rury. Wykrojniki mogą być jak standardowe rozmiary, bez możliwości zmiany średnicy otworu gwintowanego oraz ze zmiennymi wartościami. Wszystko zależy od rodzaju i rodzaju.
Za pomocą specjalnych urządzeń zwanych kluppa można znacznie uprościć proces cięcia. Ale do normalnej pracy wymagana jest obowiązkowa pielęgnacja wszystkich instrumentów. Muszą być czyste, nasmarowane i zawsze gotowe do użycia. W tym celu zaleca się prowadzenie profilaktyki co 2-3 tygodnie.
- Podstawowe koncepcje
- Etap przygotowawczy
- Korzystanie z elektronarzędzia
- niuanse
- Wideo
Dzisiejsi majsterkowicze często nie myślą o tym, jak wycinać nitki na rurze. Większość projektów realizowana jest z wykorzystaniem materiałów alternatywnych. Ale taka potrzeba czasami się pojawia. Dzięki podstawowym umiejętnościom możliwe będzie samodzielne przeprowadzanie prostych napraw w domu lub w innych warunkach.
Podstawowe koncepcje
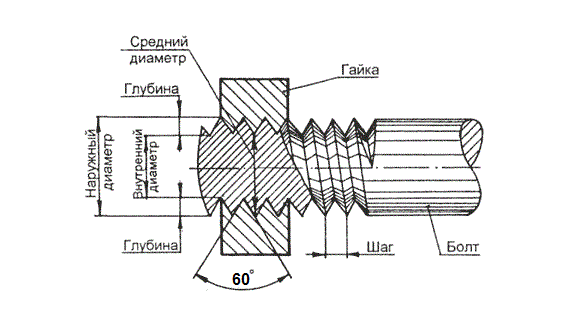
Połączenie gwintowe jest integralne, jeśli jest konieczne do zainstalowania zawory odcinające, trójnik redukcyjny lub złączka na metalowej rurze. Bardzo często stawy popadają w ruinę i trzeba je naprawiać. Nić charakteryzuje się:
- głębokość;
- krok;
- profil;
- kąt profilu;
- Lokalizacja.

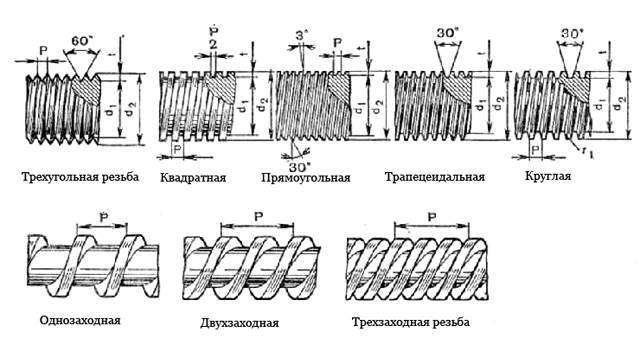
W zależności od profilu i skoku rozróżnia się gwinty:
- Cal. Ma kształt trójkąta. Swoją nazwę wzięła od jednostek, w których mierzona jest średnica zewnętrzna. Znajduje zastosowanie w montażu elementów hydraulicznych i grzewczych. Warunkowo rozróżnij rurę i mocowanie. Drugi ma większy skok, aby zapewnić lepsze mocowanie.
- Stożkowy. Głównym zastosowaniem tego typu jest zapewnienie hermetycznego uszczelnienia połączenia bez użycia różnych materiałów uszczelniających.
- Cylindryczny. Jest to rodzaj gwintu calowego o drobniejszym skoku. Górna krawędź profilu jest wygładzona i przypomina część walca. Zazwyczaj skok gwintu pokrywa się z calem dla części o odpowiedniej średnicy.
- Trapezowy. Posiada kąt wierzchołkowy 30°. Najczęściej stosuje się go w połączeniach śrubowych, aby zapewnić większą niezawodność podczas mocowania. Nić, której boki cewki przypominają nierówny trapez, nazywana jest trwałą.
- Prostokątny. Jest używany do tych samych celów, co poprzedni typ.
Notatka! Dwie ostatnie odmiany są klasyfikowane jako metryczne. Można je pociąć na złączki o małej średnicy, które są używane w określonych narzędziach.
W miejscu cięcia znajdują się:
- zewnętrzny;
- wewnętrzny.
Każdy z tych typów wymaga indywidualnego podejścia i jest przeznaczony do określonych celów.
Etap przygotowawczy
Jakość produktu końcowego zależy od odpowiedzialnego przejścia tego etapu.
- Narzędzie, za pomocą którego będzie wykonywana praca, musi być w odpowiednim stanie. Powinien być wolny od rdzy. W tym celu podczas długotrwałego przechowywania jest pokryty środkiem konserwującym. Siekacze muszą być dobrze naostrzone.
- Jeśli rura była już eksploatowana i pokryta jest farbą, należy ją dobrze wyczyścić. Odbywa się to za pomocą pilnika, szlifierki i ściernicy, papieru ściernego lub suszarki budowlanej.
- Za pomocą szlifierki lub piły do metalu wyświetlana jest płaszczyzna końca. Aby to zrobić, odetnij mały kawałek, aby uzyskać kąt prosty względem osi.
- Zadziory usuwa się pilnikiem.
- Fazowanie jest usuwane w taki sposób, aby powstał mały stożek.

Całą pracę wykonuje się kostką lub skrybą. Są to identyczne koncepcje i są synonimami. W zależności od projektu mogą to być:
- Regulowany lub przesuwany. Zwykle mają kilka siekaczy, których odległość można zmienić. Są szczególnie przydatne w przypadkach, gdy profil rury jest nierówny z powodu odkształceń lub wad fabrycznych, a mimo to trzeba naciąć gwint. Najczęściej montuje się je w formach, co zapewnia im dobre mocowanie. Za pomocą takich produktów można ciąć gwinty w kilku przejściach, co zwiększa ich dokładność i jakość.
- Monolityczny. Są to małe cylindry z otworem pośrodku. Takie narzędzie jest mocowane w specjalnym obsadzie matrycy. Zwykle mocowane za pomocą jednej lub więcej śrub. To narzędzie służy do cięcia w jednym przejściu.
- Stożkowy. Przeznaczony do cięcia odpowiednich nitek, o których była mowa powyżej.

Skrobak dobierany jest w zależności od średnicy obrabianej rury, a także od kierunku gwintu - prawo lub lewo. Wszystkie oznaczenia są umieszczone na opakowaniu lub bezpośrednio na samym przyrządzie. Cały proces zostanie sprowadzony do następujących działań:
- Obrabiany przedmiot jest zamocowany. Jeśli nie jest zamocowany w żadnym systemie, jest zaciśnięty w imadle. W przypadku, gdy cięcie będzie wykonywane na rurze wodociągowej lub grzewczej konieczne jest wykonanie przekładek w celu jej unieruchomienia.
- Koniec przygotowanego odcinka rury smarujemy olejem maszynowym lub smarem. Jeśli tych elementów nie ma, możesz użyć tego, co masz pod ręką - nawet smalcu.
- Smarowaniu podlega również powierzchnia frezów narzędziowych.
- Uchwyt matrycy z tłokiem jest doprowadzany do końca rury. Należy to zrobić dokładnie pod kątem prostym.
- Jednocześnie należy obrócić narzędzie do gwintowania i docisnąć je do dyszy. Powinno nastąpić sprzężenie. Dlatego ważne jest, aby przeciąć pierwsze 2 tury.
- Wymagane jest ciągłe monitorowanie, czy kąt pozostaje 90 °. Jeśli nie spełnisz tego wymogu, może to oznaczać stronniczość. Grozi to zerwaniem gwintu, uszkodzeniem narzędzia lub nieprzestrzeganiem wymaganego skoku.
- Nie tnij w ciągłym przejściu. W procesie powstaną metalowe wióry. Aby go zdjąć należy wykonać jeden obrót w kierunku jazdy i pół obrotu do tyłu. To dzięki temu nagromadzone odpady zostaną usunięte.
- Po drodze należy również dodać smar.
- Po zakończeniu należy odkręcić patyczek i przejść go ponownie, aby zrobić wykończeniowy eyeliner.

Notatka! Aby efekt końcowy był znacznie lepszy, stosuje się dwie matryce. Jeden z nich nazywa się szorstkim. Jego celem jest szybkie stworzenie ścieżki i oznaczeń dla kolejnego elementu - wykończenia. Dzięki drugiej matrycy powstaje idealne cięcie.

Gwintowanie za pomocą wykrojnika przebiega według tego samego mechanizmu. Poza tym w niektórych produktach możliwe jest nie tylko przesuwanie noży, ale także ich rozkładanie. W tej sytuacji można tym samym narzędziem wykonać zarówno przejście wykańczające, jak i zgrubne. Korzystając z takiego urządzenia, musisz być bardzo ostrożny w początkowej fazie. Wynika to z faktu, że dzięki uchwytowi zapadkowemu można przyłożyć większą siłę niż w przypadku konwencjonalnego uchwytu zapadkowego. Jeśli na samym początku nie ustawisz poprawnie kąta, możesz zrujnować cały przedmiot i go nie zauważyć. Klupp jest niewygodny w użyciu w przypadkach, gdy rura jest już zamontowana i znajduje się blisko ściany. Będziesz musiał zagiąć go klinem lub wyżłobić część tynku, aby dysza dobrze pasowała i nie poruszała się.
Korzystanie z elektronarzędzia

Elektryczna maszyna do gwintowania może kilkakrotnie szybciej wykonać zaplanowaną pracę, a jakość produktu końcowego będzie znacznie wyższa. Kolejność prac będzie następująca:
- Rura jest przycinana do wymaganego rozmiaru. Najbardziej akceptowalny wynik uzyskuje się przy użyciu piły szablastej z prowadnicą.
- Nie musisz usuwać fazki, jak w przypadku skrobaka. Nawiasem mówiąc, ta zasada ma również znaczenie w przypadku korzystania z zacisku ręcznego.
- Na rurze odgałęźnej kładzie się specjalny uchwyt. Działa jako przewodnik. Ważne jest, aby dobrze go uchwycić.
- Elektronarzędzie jest wprowadzane i wkładane do gniazda uchwytu. Klupp kładzie się na rurze.
- Smarowanie odbywa się za pomocą specjalnej kompozycji.
- Co więcej, urządzenie robi wszystko automatycznie.

Zdarza się, że w celu zmontowania konstrukcji konieczne jest przecięcie gwintu wewnętrznego w rurze. Do takich celów używane jest zupełnie inne narzędzie - kran. Jest to niewielka metalowa szpilka z zewnętrznymi siekaczami na jednym końcu. Aby wszystko było w porządku, musisz wykonać następujące kroki:
- Za pomocą suwmiarki mierzy się wewnętrzną średnicę dyszy.
- Odpowiedni frez jest wybierany dokładnie według tej wartości.
- Wszystkie zadziory są usuwane pilnikiem.
- Powierzchnia jest obrabiana metalową szczotką.
- Kran numer 1 jest zaciśnięty w uchwycie i włożony do rury. Podczas przechodzenia usunie 70% materiału. Pozostałe 30% jest usuwane za pomocą wykańczającego kranu nr 2.
- W celu usunięcia wiórów po drodze obowiązuje ta sama zasada, co w przypadku frezu.
- Jeśli nić musi zostać nacięta w jednej ze ścianek rury, wierci się otwór wiertłem. Wiertło powinno być wyraźnie prostopadłe. Jest to ważne, ponieważ w przeciwnym razie nie uzyskasz wysokiej jakości krojenia.
Notatka! Jeśli rura znajduje się w ścianie, gwinty można przyciąć, aż zabraknie kilku milimetrów wystającej rury. Konieczne jest pozostawienie takiej szczeliny, aby nie rozerwać produktu podczas wkręcania złącza.
niuanse

Istnieje kilka tajemnic, które zostały opracowane przez lata i nie są często omawiane. Oto kilka z nich:
- Aby ułatwić sobie korzystanie ze zwykłego skrobaka, możesz skorzystać ze specjalnej prowadnicy. Jest to mały, gwintowany mechanizm zaciskowy. Musi być wsunięty w środek rury tak daleko, jak wejdzie w bok i rozluźni szczęki. Matryca jest nakręcana na gwint ustalacza, a następnie płynnie i dokładnie przesuwa się wzdłuż rury.
- Niektórzy rzemieślnicy zalecają stosowanie detergentu do mycia naczyń jako smaru. Bez względu na to, jak absurdalnie to zabrzmi, zapewnia doskonałe przejście, podczas gdy wióry nie są podarte, ale solidne, o czym mowa najwyższej jakości robota skonczona.
- Jeśli włączone Stalowa rura planowana instalacja mosiężny kran, konieczne jest wycięcie gwintu o takim rozmiarze, aby po przykręceniu mechanizmu blokującego uzyskać 4-5 zwojów. Gwarantuje to dobre zamocowanie i długą żywotność.
- Urządzenie klupp jest takie, że nić okazuje się być nieco pod stożkiem, to znaczy ostatnie zwoje są uzyskiwane z płytszą głębokością niż pierwsze. W tym przypadku rakle nie są całkowicie nawinięte. Aby skompensować taką różnicę, za kluppem trzeba chodzić ze zwykłą skrobaczką.
- Zdarzają się sytuacje, w których nić trzeba przeciąć na rurze wychodzącej ze ściany na niewielką odległość. W takim przypadku możesz użyć skrobaka lub wyciąć prowadnicę klupp. Nie wpłynie to na wydajność, ale zapewni większą wygodę.
- Podczas wymiany frezów w matrycy należy przestrzegać kolejności, w jakiej mają być instalowane. Najczęściej są one oznaczone numerami odpowiadającymi odbiorcy.
- Jeśli nić wymaga przecięcia na rurze wpuszczonej w ścianę, musisz to zrobić. Wokół dyszy wybijany jest mały obszar, aby pasował do kluppa. Mechanizm tnący można obracać za pomocą uchwytu T. Na jego końcu nakłada się sześciokątny łeb, w którym wykonuje się szczeliny. Jest tak dobrany, aby wchodził przez otwór zewnętrzny matrycy i przylegał do przestrzeni między siekaczami.
Od czasu pojawienia się pierwszej metalowej rury do dnia dzisiejszego połączenie gwintowane jest zasłużenie uważane za jedyny niezawodny sposób wśród odłączanych opcji. Jest teraz wystarczająco dużo sposobów na wycięcie nici, a także narzędzia, ale mimo to dość często początkujący właściciel nie wie, od czego zacząć. W tym artykule powiem Ci, które narzędzie do gwintowania rur jest bardziej odpowiednie do użytku domowego i jak to zrobić samodzielnie.
Kilka słów o tym, czym jest wątek
Teoretycznie istnieje dość duża liczba rodzajów połączeń gwintowych, ale nie widzę sensu wchodzić w tę dżunglę, ponieważ większość z tych typów jest wysoce wyspecjalizowana i najczęściej znajduje zastosowanie w inżynierii mechanicznej, a dodatkowo jest to praktycznie niemożliwe. przeciąć takie połączenie tradycyjnym narzędziem w domu.
- Zacznijmy od najprostszego. Same gwinty rurowe są zewnętrzne i wewnętrzne... Tutaj wszystko wydaje mi się bardzo jasne. Gwint zewnętrzny jest odpowiednio wycinany z zewnętrznej strony rury, gwint wewnętrzny jest wykonany od wewnątrz;
- Istnieje również gwint prawoskrętny i lewoskrętny... Różnią się kierunkiem wkręcania nakrętki i mocowania (w przypadku wersji zewnętrznej) lub wkręcania śruby (w przypadku wersji wewnętrznej). W przeważającej większości przypadków początkujący właściciel potrzebuje gwintu prawoskrętnego, wtedy nakrętka jest dokręcana zgodnie z ruchem wskazówek zegara. Oczywiście w lewym gwincie nakrętka obraca się w kierunku przeciwnym do ruchu wskazówek zegara;
- Wątek różni się również w zależności od celu działania, najczęściej spotykane to:
- Wątek mocujący- jest uważany za jeden z najtrwalszych, ale ma znaczenie w przypadku skręcania, ta opcja jest mniej powszechna w rurach;
- Tak zwana nitka prowadząca, w ogóle nas nie interesuje, jest używany wyłącznie w kierunku budowy maszyn;
- Ponieważ mówimy o rurach, aw domu z reguły jest to zaopatrzenie w wodę i ogrzewanie, interesuje nas mocowanie i uszczelnianie gwintu. To połączenie jest przeznaczone do szczelnego dokowania. Często dowolna domowy gadżet do gwintowania rur jest przeznaczony dla tej opcji.
- Powinieneś również rozważyć krok nawlekania... Termin ten odnosi się do odległości między wierzchołkami szyszek. W naszej wielkiej mocy przyjmuje się bezpośredni pomiar kroku, czyli wskazana jest dokładna odległość między zwojami w milimetrach. W zachodniej klasyfikacji można znaleźć pośredni pomiar kroku, jest to liczba zwojów na stałą jednostkę wymiarową;
- Istnieje również parametr zwany głębokością gwintu.... Jest to wielkość zęba, czyli odległość od jego wierzchołka do podstawy. Uważa się, że im jest większy, tym gęstsze i silniejsze połączenie;
Konfiguracja zęba podczas gwintowania może być inna, ale w domowej instalacji wodociągowej w zdecydowanej większości przypadków spotkasz ząb w formie Trójkąt równoramienny.

- Kiedy zamierzasz zacząć, przede wszystkim musisz dowiedzieć się, jakiego rodzaju systemu pomiarowego potrzebujesz. Faktem jest, że istnieje system metryczny i calowy, częściej mamy system metryczny, ale w przypadku importowanej ceramiki sanitarnej można również uzyskać pomiar w calach:
- W systemie metrycznym wszystkie parametry podawane są w milimetrach. Ząb przekroju wygląda jak trójkąt równoramienny o kącie 60º. Z reguły idzie w mniejszych krokach;
- W systemie calowym wszystkie wymiary części współpracujących są podane w calach (1 cal to 25,4 mm). Tutaj skok można określić za pomocą liczby zwojów na cal. Kształt zęba w calach jest taki sam, tylko kąt 55º. Często profil gwintu calowego jest większy, a skok jest większy. Wielu twierdzi, że taki wątek jest mocniejszy, ale osobiście nie zauważyłem dużej różnicy.
W tabeli zebrałem charakterystykę niektórych popularnych modeli.
| Normy skoku gwintu | Średnica rury metrycznej | Rozmiar gwintu w calach " | ||
| System metryczny | System calowy (liczba zwojów na cal) | Wnętrze | Zewnętrzny | |
| 2309 mm | 11 cali / d | 84,930 mm | 87,887 mm | 3″ |
| 2309 mm | 11 cali / d | 72 230 mm | 75,187 mm | 2,1 / 2″ |
| 2309 mm | 11 cali / d | 56,659 mm | 59,616 mm | 2″ |
| 2309 mm | 11 cali / d | 44,847 mm | 47,805 mm | 1,1 / 2″ |
| 2309 mm | 11 cali / d | 38,954 mm | 41,912 mm | 1,1 / 4″ |
| 2309 mm | 11 cali / d | 30 293 mm | 33 250 mm | jeden" |
| 1814 mm | 14 v/d | 24,119 mm | 26,442 mm | 3/4″ |
| 1814 mm | 14 v/d | 18,632 mm | 20,956 mm | 1/2″ |
Jak i jak gwintować rury
W rzeczywistości w domu nie ma tak wielu opcji, a instrukcje są często podobne, ale nadal istnieją małe niuanse.
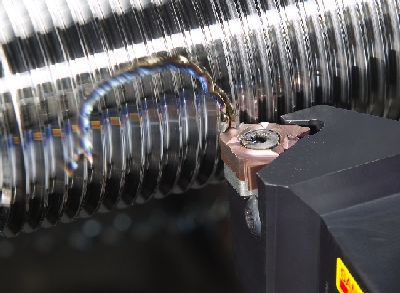
Teoretycznie do uzyskania wyniku najwyższej jakości potrzebna jest tokarka do gwintowania rur. Ale tokarka to kosztowna rzecz i rzadko można ją znaleźć w domowych warsztatach. Ponadto taka wyjątkowa dokładność i czystość nie są potrzebne w normalnych warunkach, więc dalej porozmawiamy o bardziej przystępnych i prostszych opcjach.
Stare dobre kości?
Matryce są zasłużenie uważane za najczęstsze urządzenie do cięcia gwintów zewnętrznych nie tylko na rurach, ale także na dowolnych prętach cylindrycznych. Cena jednej matrycy zaczyna się teraz od 68 rubli, ale nie opłaca się brać ich za sztukę, tutaj warto kupić przynajmniej minimalny zestaw do gwintowania rur. Wersja standardowa zawiera wymiary robocze matryc oraz uchwyt suwaka do pracy.

W naszym kraju konfiguracja matryc, a także każde narzędzie, jest klasyfikowana zgodnie z GOST. Przy wyborze nie będzie zbyteczne zwracanie uwagi na obecność takich oznaczeń.
Tak więc matryca do okrągłego gwintu jest wykonana zgodnie z GOST 13536-68, gwint stożkowy GOST 6211-81, gwint metryczny GOST 9150-81, gwint calowy GOST 6111-52, gwint cylindryczny GOST 9740-71.
W produktach importowanych może nie być odniesienia do naszego GOST, w tym przypadku należy zwrócić uwagę na gatunek stali, z której wykonane są frezy, często takie oznaczenie jest nanoszone bezpośrednio na wykrojnik. Tak więc w przypadku rury wykonanej ze zwykłej stali i metali nieżelaznych odpowiedni jest „P18” lub „P9”. Ale do pracy ze stalą nierdzewną potrzebne będą gatunki stali stopowej, takie jak „KhVSG” lub „9XS”.

W rzeczywistości same matryce są dwojakiego rodzaju:
- Regularne okrągłe są wykonane z litego metalu i mają wyraźnie ustalone wymiary, każda matryca jest przeznaczona do wycinania tylko jednej średnicy gwintu. Są najwygodniejsze i najtrwalsze;
- Wykrojniki, zwane również lerami, składają się z dwóch oddzielnych siekaczy, które są wkładane do specjalnego, regulowanego uchwytu na wykrojniki. Choć na pierwszy rzut oka takie narzędzie może wydawać się uniwersalne, nie radziłbym go kupować. Po pierwsze, w matrycy monolitycznej są co najmniej 4 noże, a w wysuwnej tylko 2. Po drugie, obsadka do wykrojników to rzecz zawodna, z czasem „luzuje się”.
System mocowania matryc jest niezwykle prosty. Na obwodzie uchwytu matrycy znajdują się śruby mocujące. Czoło każdej matrycy jest wyposażone w specjalne rowki i rowki, w które wchodzą te śruby. Gdy tylko naprawisz wykrojnik, uznawany jest za gotowy do użycia.
Ponadto dostępne są matryce do obróbki zgrubnej i wykańczającej. Wersja szorstka jest przeznaczona do początkowego „przebiegu”, tutaj usuwa się około 70% metalu. Wykończenie usuwa pozostałe 30%, a nitka zostaje doprowadzona do idealnego stanu.
Przed przystąpieniem do cięcia rurę należy przygotować. To nie jest trudna sprawa. Na początek należy dokładnie, to znaczy ściśle prostopadle do osi rury, odciąć krawędź.
Następnie całą planowaną długość cięcia należy wyszczotkować do metalicznego połysku. Nie jest tak ważne, czego używasz do czyszczenia rury szmerglem lub pilnikiem, najważniejsze jest to, że „świeci”.

Każda taka praca wymaga smarowania. Co więcej, musi być nakładany zarówno na samą rurę, jak i na noże matrycy. Klasyczna instrukcja zaleca stosowanie wyłącznie oleju maszynowego.
Ale od osobiste doświadczenie Powiem, że to nie ma większego znaczenia. Można smarować czymkolwiek, "wrzecionem", smarem, odpracowując olej silnikowy, a nawet smalcem lub olejem słonecznikowym.
Następnie rurę należy jakoś naprawić. Świetnie, jeśli jest imadło, jeśli nie, możesz użyć zacisków. Nawet klucz gazowy nadaje się do trudnych warunków, ale czasza bez umiejętności będzie ciężko pracować.

Zanim „położysz” matrycę na krawędzi rury, z tej samej krawędzi trzeba będzie usunąć fazkę pilnikiem. W przeciwnym razie trudno będzie ci się zahaczyć, a nić może się krzywić.
Wszystko, co było potrzebne, zrobiłeś, teraz możesz przejść bezpośrednio do wątkowania.
Aby to zrobić, umieść matrycę na krawędzi ściśle prostopadłej do rury i, lekko naciskając, zacznij obracać uchwyt matrycy w żądanym kierunku. Do gwintów prawoskrętnych, zgodnie z ruchem wskazówek zegara. Po lewej stronie na odwrót. Jeśli narzędzie jest dobrej jakości, natychmiast się przyjmie.
Podczas cięcia dowolnej nici używany jest ten sam wzór. Po obróceniu narzędzia o 2 - 3 obroty do przodu należy odkręcić jeden lub co najmniej pół obrotu do tyłu. Jest to konieczne, aby odrzucić wióry, w przeciwnym razie zrujnujesz narzędzie.

Tak wycina się nić za pomocą wykrojnika. Po zakończeniu cięcia do zaplanowanego punktu polecam jeszcze kilka razy uruchomić matrycę na całej długości, a następnie usunąć pozostałe wióry i ponownie nasmarować. Następnie możesz spróbować przykręcić nakrętkę lub złączkę.
Czym jest klupp i jak z nim pracować
Klupp lub jak nazywają to niektórzy nieświadomi obywatele - maczuga do nawlekania rur jest w istocie nowoczesnym, zmodyfikowanym modelem matrycy. W chwili obecnej istnieją dwa rodzaje takiego instrumentu. Pierwsza to wkrętarka elektryczna, druga jest czysto ręczna. Różnią się jednak nie tylko obecnością napędu elektrycznego, ale także różnicą celu i zakresu działania.
Modyfikacja elektryczna to bardzo wygodna rzecz. Nie wymaga dużego wysiłku, wszystko jest niezwykle proste, założyć tuleję prowadzącą na koniec rury, ustawić tryb pracy i wcisnąć przycisk. Urządzenie wykona całą pracę za Ciebie. Ale nie wszystko jest tak eleganckie, jak się wydaje.
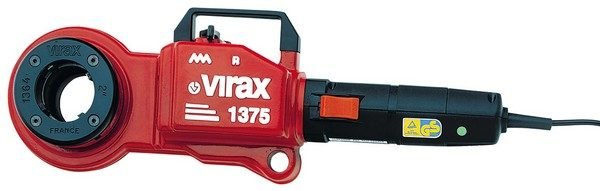
Po pierwsze cena za taką przyjemność zaczyna się od około 33 tysięcy rubli. A co gorsza, tak obszernej rzeczy nie wszędzie można się czołgać. Na przykład linie zbliżające się do ściany ze względu na duży rozmiar głowy nie są dla niego dostępne. Co najlepsze, wykrawarka elektryczna nadaje się do dużych objętości podczas instalowania nowych tras, gdzie można zacisnąć obrabiany przedmiot w imadle i pracować spokojnie.
Istnieją 2 rodzaje takiego narzędzia, są to nr 1 i nr 2. Pierwsza liczba to mobilna przenośna wykrojnik elektryczny, który może pracować z rurami o średnicy do 40 mm. Druga opcja jest przeznaczona do pracy z rurami od 40 mm do 2 cali, ponieważ rozumiesz, że wymiary są już zupełnie inne, w rzeczywistości jest to mała maszyna do gwintowania rur.
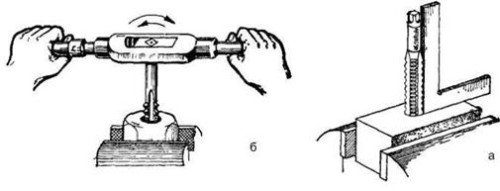
Ręczna matryca śrubowa jest już bardziej przystępna cenowo, jedna głowica kosztuje tutaj pasmo 700 rubli, a zestaw jezdny do gwintowania rur zaczyna się od 14 tys. Oprócz samych głowic gwintowanych w standardowym wyposażeniu znajduje się tzw. grzechotka ze składaną, wysuwaną dźwignią. Sama grzechotka wyposażona jest w mechanizm przełączający do przykręcania głowicy tnącej w jednym lub drugim kierunku.

Mechanizm ręczny, podobnie jak jego elektryczny odpowiednik, ma dwie modyfikacje, nr 1 może nacinać gwinty od pół cala do cala i ćwierć. Druga liczba może już przecinać nitki do półtora, a czasem nawet do dwóch cali, chociaż będziesz musiał się dużo pocić.
Osobno chciałbym powiedzieć o wymiennych dyszach do klupps. W przeciwieństwie do konwencjonalnych matryc, mają tak przydatne urządzenie, jak rura prowadząca.
W rzeczywistości jest to po prostu kawałek rurki o średnicy nieco większej niż działająca. Ale dzięki niemu, nawet jeśli rura nie zostanie przecięta idealnie prosto, nić i tak zostanie przecięta wyraźnie i równomiernie. To prawda, że mogą wystąpić problemy z dokręceniem nakrętki.
Ponadto zdecydowana większość załączników klupp jest zwijana. Jeśli zdejmiesz górną pokrywę, znajdziesz cztery wymienne noże. A kupując raz taką dyszę, można łatwo wymienić uszkodzone frezy, co jest znacznie tańsze niż zakup nowej, jednoczęściowej matrycy.

Technologia gwintowania za pomocą matrycy jest w przybliżeniu taka sama jak w przypadku konwencjonalnej matrycy. Najpierw smarujemy rurę i sam mechanizm tnący. Następnie należy sprawdzić kierunek ustawiony na zapadce zapadki.
Jak wspomniałem grzechotka posiada ustalacz z pierścieniem i strzałą. Tak więc ta strzałka wskazuje kierunek cięcia.
Następnie czyścimy rurę, usuwamy z niej fazkę, zakładamy rurę prowadzącą, lekko ją dociskamy i rozpoczynamy cięcie. Po dwóch obrotach chwyć ustalacz za pierścień, podnieś go i obróć o 180º tak, aby strzałka wskazywała w przeciwnym kierunku. Jest to konieczne, aby obrócić głowę o pół obrotu do tyłu, aby usunąć wióry.
Następnie odwróć główkę ustalacza do tyłu i dalej obcinaj nitki. I tak dalej, aż skończysz. W wersji elektrycznej wszystko jest znacznie prostsze, tam aby zmienić kierunek obrotów wystarczy przełączyć przełącznik dwustabilny.

Jeśli narzędzie jest nowe, a zęby są ostre, nić może zostać zgnieciona. Tu nie ma nic strasznego, wystarczy zwinąć więcej fum lub holować.
Znacznie gorzej jest, gdy gwinty nie są nacięte, w takim przypadku istnieje realna możliwość uszkodzenia gwintu złączki.
Gwint wewnętrzny
Szczerze mówiąc, jeśli udało ci się wyciąć gwint zewnętrzny, to gwint wewnętrzny nie będzie dla ciebie trudny. Pod względem budżetu, w porównaniu do widoków na zewnątrz, jest to przeciętna opcja. Cena zwykłego kranu to około 300-400 rubli, do czego należy doliczyć koszt klucza, około 150-200 rubli.

Tutaj działania są podobne. Ponieważ wnętrze rur jest niezwykle rzadko malowane, całkiem możliwe jest obejście się bez etapu czyszczenia. Ale w każdym razie będziesz musiał nasmarować powierzchnię i kran.
Jeśli chodzi o fazkę, zgodnie z zasadami usuwa się ją zwykłym pilnikiem okrągłym. Ale osobiście nigdy tego nie robiłem, kran i tak nigdzie nie pójdzie, po prostu nie ma dokąd wejść w rurę.
Ale tutaj pożądane jest, aby użyć tylko pary, czyli gwintownika do obróbki zgrubnej i wykańczającej. W modelu szorstkim koniec jest bardziej skośny i łatwiej przylega do ścianek rury. Precyzyjnie uderz w nić i spraw, aby gwint był jeszcze łatwiejszy.
Aby ułatwić Ci zrozumienie oznaczeń na kranach, przygotowałem tabelę korespondencji najpopularniejszych modeli.
| Średnica wewnętrzna rury lub otworu (mm) | Oznaczenie gwintu |
| 1,6 | M-2 |
| 2,2 | M-2,5 |
| 2,5 | M-3 |
| 3,3 | M-4 |
| 4,2 | M-5 |
| 5,0 | M-6 |
| 6,0 | M-7 |
| 6,7 | M-8 |
| 8,5 | M-10 |
| 10,2 | M-12 |
I nie zapominaj, że technika gwintowania wewnętrznego nie różni się od zewnętrznych odpowiedników. Te same 2-3 obroty do przodu i pół obrotu do tyłu, aby usunąć wióry.
Wniosek
Jak widać, wytnij dowolną nić na standard metalowa rura niezbyt trudne. Zdjęcie i wideo w tym artykule zawierają dodatkowe informacje na temat cięcia różnych rodzajów nici. Jeśli nadal masz pytania, napisz je w komentarzach, postaram się pomóc.

Jeśli chcesz wyrazić wdzięczność, dodać wyjaśnienie lub sprzeciw, poproś o coś autora - dodaj komentarz lub podziękuj!