Spawanie niskociśnieniowych rur polietylenowych
Asortyment produktów budowlanych powiększa się z roku na rok. Na rynku pojawiają się nowoczesne materiały, które ułatwiają etapy budowy i zwiększają produktywność pracowników. Konsumenci mają tendencję do używania rurociągów o długiej żywotności podczas planowania systemów wewnętrznych w domach. Odpowiednią alternatywą, spełniającą potrzeby konsumentów, są plastikowe gałęzie komunikacji wewnętrznej. Jak lutować plastikowe rury?
Kolejną zaletą takich technologii jest możliwość samodzielnej naprawy lub wymiany sieci wodociągowych i grzewczych. Jak lutować plastikowe rury do kanalizacji?
Spójrzmy na typy

metal-plastik

Polietylen
Takie komunikaty są podzielone na podgatunki:
- Polietylen - służy do układania przewodów wewnątrz budynków i ciągów zewnętrznych. Mogą być stosowane na połączeniach rurowych pod wysokim ciśnieniem oraz w niskich temperaturach otoczenia.
- PVC służy do obniżenia kosztów napraw.
- Metal-plastik - najbardziej praktyczne produkty o żywotności ponad 50 lat. Idealny zamiennik zaopatrzenia w ciepłą wodę.
Powszechne stosowanie tego materiału wynika z wielu powodów. Pozytywne właściwości takie konstrukcje, w przeciwieństwie do metalowych:
- Długa żywotność.
- Niska korozyjność.
- Łatwość instalacji.
- Nie wymaga specjalnych umiejętności.
- Materiał przyjazny dla środowiska.
- Ekonomiczny i dostępny w aplikacji.
- Lekki i łatwy w transporcie.
- Nie są podatne na szkodliwe działanie mikroorganizmów.
twoja hydraulika

Montaż sprzęgła

Modele polietylenowe montuje się poprzez lutowanie lub za pomocą złączy / kształtek (zespół złączki). Jak lutować plastikowe rury do kanalizacji?
W przypadku nowych sieci wodociągowych odpowiednie są produkty z PVC i polietylenu bez wzmocnienia i wzmocnienia. Przygotowanie wymaga stworzenia schematu przyszłego zaopatrzenia w wodę z określeniem długości odgałęzień, ich położenia i wszystkich osprzętu niezbędnego do zainstalowania konstrukcji. Prawidłowe obliczenie długości i liczby gięć uprości technologię, przyspieszy zadanie i zapobiegnie przeróbkom.

lutownica

urządzenie do cięcia rur
do lutowania związki polietylenowe wymagałby:
- Lutownica.
- urządzenie do cięcia rur
- Trymer do cięcia rur i odcinania krawędzi ciętych końcówek.
- Drobny papier ścierny do szlifowania krawędzi
- Sprzęg (jeśli zespół sprzęgła)
Urządzenie grzewcze to specjalne urządzenie z podeszwą, do której przymocowane są specjalne dysze o różnych średnicach. Istnieją urządzenia, które są wyposażone w dwie lub więcej dysz jednocześnie.
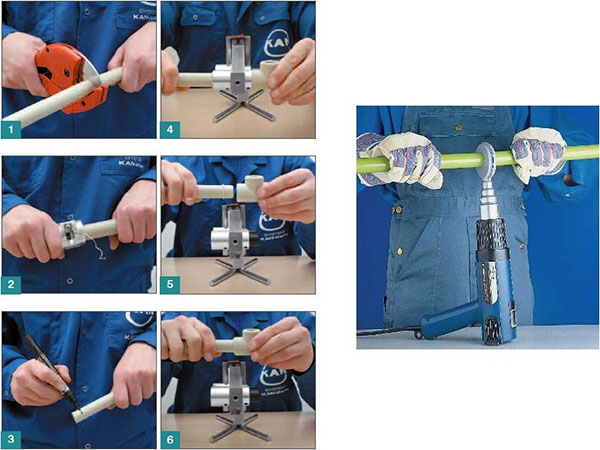
Etapy technologii układania hydrokomunikacji podpowiedzą, jak nauczyć się lutować:
- Pożądaną długość mierzymy taśmą mierniczą.
- Odciąć zmierzoną długość za pomocą obcinaka do rur.
- Przytnij odcięte końce. To ważny krok w lutowaniu. Sekcje powinny być gładko oszlifowane i gratowane. Dla większej pewności można dodatkowo odtłuścić roztworem alkoholu.
- Lutujemy końce. Jeśli podczas instalowania sieci podtrzymywania życia używane jest połączenie sprzęgające, montujemy złączkę / złączkę na jednym końcu budynku i podgrzewamy ją wraz z przyszłą linią powrotną w dyszy o pożądanej średnicy lutownicy. Po rozgrzaniu od razu łączymy końce i czekamy, aż montaż całkowicie ostygnie. Obecność ramienia wskazuje na jakość spawania.
Uwaga! Podczas instalowania źródła ciepła i wody za pomocą lutowanego szwu surowo zabrania się wpadania wody lub wilgoci do wnęki lub na powierzchnię. Podgrzana woda zamieniając się w parę odkształca plastyczną strukturę, w wyniku czego traci swoją wytrzymałość.
Na co zwrócić uwagę
Warunki temperaturowe lutowania są opisane w instrukcji narzędzia. W nowoczesnych produktach ustawiany jest automatyczny tryb ogrzewania, w zależności od wielkości instalowanej sieci i głębokości spawania. W poprzednich markach siła grzewcza była wybierana ręcznie.
W jakiej temperaturze należy lutować plastikowe rury? Podczas lutowania pionów polietylenowych ustawiamy regulator temperatury w zakresie 220°C, dla polipropylenu - 260°C. Na mechanizmie grzewczym znajduje się wskaźnik, który pokazuje gotowość urządzenia do użycia. Wskaźnik świeci tylko w trybie grzania.
Czas trwania lutowania zależy od promienia obwodu rurociągu i może wynosić od 5 do 40 sekund. Nie przegrzewaj końcówek. Może to spowodować powstanie blokady w miejscu adhezji.
Jeśli chcesz zainstalować źródło wody o tym samym rozmiarze, nie powinieneś przepłacać za liczbę dysz i obecność mechanizmu temperatury.
Jeśli planowana jest duża produkcja o charakterze długoterminowym z wykorzystaniem sieci o różnej wielkości na całym obwodzie, kupujemy uniwersalne urządzenie do łączenia z najnowszymi możliwościami technicznymi i właściwościami.
Niuanse lutowania
Znajomość technologii łączenia autonomicznej komunikacji nie wystarczy. Aby uzyskać wysokiej jakości instalację, musisz znać szereg cech układania i lutowania gałęzi obudowy. Jak lutować plastikowe rury? Aby zapewnić profesjonalny montaż budynków technologicznych należy pamiętać o kilku niuansach połączenia:
- Dla montażu lutowanego przewidziany jest czas nagrzewania. Ten czas wynosi od 5 do 20 minut.
- Produkcja wewnątrzdomowych podtrzymywania życia powinna odbywać się w temperaturach powyżej zera.
- Po przylutowaniu końcówek należy zabezpieczyć je przed przewijaniem lub przesuwaniem, aby wystarczająco płynnie wyeliminować zniekształcenia. Musisz pozwolić im ostygnąć. Przewijanie spoiny lutowniczej może w przyszłości przeciekać. Ostygnięcie zajmuje tyle samo czasu, co lutowanie.
- Wymagana moc lutownicy to 1200 W.
- Domowe lutownice są przeznaczone do lutowania przewodów o średnicy do 32 cm.Jeśli potrzebujesz zmontować produkty o dużej średnicy, kupujemy profesjonalne urządzenie do lutowania.
- Między krawędzią rurociągu a gwintem wewnętrznym złączki nie może być szczeliny. Luki mogą powodować wycieki wysokie ciśnienie woda. Nadmierna siła przy ściskaniu elementów może prowadzić do zmniejszenia luzu we wnęce i pogorszyć działanie całej konstrukcji.
- Resztki materiału należy usuwać z dysz po każdym wyprodukowanym opakowaniu. Ponieważ dysze mają specjalną powłokę, osady węglowe należy usuwać drewnianym urządzeniem, aby nie uszkodzić integralności powierzchni. Zarysowania na powierzchni dyszy pogorszą właściwości technologiczne urządzenia i uniemożliwią jego dalszą eksploatację.
Zastanawiasz się, jak zrobić ogrzewanie?

Instalacja zaopatrzenia w ciepło ma wiele trudności. Urządzenie modeli grzewczych może być wykonywane w pomieszczeniach z niskie temperatury co komplikuje proces lutowania. W przypadku dostarczania ciepła systemy są opracowywane w zależności od temperatury wody dostarczanej do systemu i ciśnienia roboczego. Zastosowanie plastiku w budownictwie zwiększyło wydajność i obniżyło koszt niezbędnego materiału.
Rury do ogrzewania wzmocnione są włóknem szklanym, dzięki czemu materiał ten jest mocny i trwały.
Zdrowie i warunki pracy
Wykonując prace związane z ogrzewaniem złączy magistrali grzewczej, przestrzegamy zasad bezpieczeństwa, aby zapobiec urazom i poparzeniom:
- Lutujemy w specjalnych rękawicach ochronnych.
- Monitorujemy czystość posadzki w pomieszczeniu. Brud wpłynie niekorzystnie na jakość spawania i wygląd zewnętrzny cała konstrukcja.
- Lutownica jest instalowana na płaskiej poziomej powierzchni.
- Konieczne jest rozpoczęcie pracy po całkowitym rozgrzaniu się urządzenia, po wyłączeniu wskaźnika gotowości do pracy.
- Nie wyłączamy palnika z sieci elektrycznej przez całą instalację.
Lutowanie plastikowych rur własnymi rękami jest łatwe. Proces lutowania nie wymaga umiejętności ani doświadczenia zawodowego. Zamontuj sieci podtrzymywania życia w Własny dom każdy może. Obowiązkowy skład wymaganego narzędzia obejmuje tylko urządzenie lutownicze. Pozostałe narzędzia pomocnicze można zastąpić improwizowanymi środkami, przecinakiem do rur z ostrym nożem. Rurociąg wykonany z konstrukcji polietylenowych i PVC to niezawodny, trwały i przyjazny dla środowiska system dostarczania wody i ogrzewania.
Polecany film: Tajemnice instalacji rur polipropylenowych
Pomocna informacja?
Jak lutować rury? W artykule musimy przeanalizować technologię łączenia rur i kształtek wykonanych z miedzi, polipropylenu, polietylenu i PVC. Interesuje nas zarówno technologia połączeń lutowniczych, jak i niezbędne do tego narzędzia.
Miedź
Powszechnie znana jest wyjątkowa niezawodność i trwałość miedzi. Nie podlega korozji, nie zarasta osadami i nie boi się nagrzewania do wysokie temperatury. Właściwie wystarczy powiedzieć, że najstarsza miedziana instalacja wodociągowa jest używana od ponad wieku.
Jednak: miedź jest stosunkowo miękkim metalem.
Przypadkowe mechaniczne uszkodzenie wodociągu jest całkiem możliwe.
W niezliczonych filmach zamieszczonych w Internecie pokazano i szczegółowo opisano lutowanie rur miedzianych. Zwróćmy uwagę na te momenty, które często pozostają za kulisami.
Narzędzia
Aby połączyć rury przez lutowanie, potrzebujemy:
- urządzenie do cięcia rur. Proste narzędzie pomoże ciąć miedzianą rurkę dokładnie pod kątem prostym do jej osi, zapewniając w ten sposób maksymalną niezawodność połączenia.
- ukosowacz. Dzięki niemu zadziory są usuwane z wewnętrznej i zewnętrznej krawędzi rury.
- Ekspander rur. Pomaga uformować tuleję lutowniczą. Oczywiście to narzędzie jest potrzebne tylko tam, gdzie nie jest używane.

Uwaga: tworzenie tulei jest możliwe tylko na miedzi wyżarzonej.
Bez wyżarzania metal nie jest wystarczająco plastyczny.
- Palnik. Może używać propanu lub acetylenu. W warunkach domowych najwygodniejsze są palniki przeznaczone do użytku z małymi butlami jednorazowymi.
Ponadto potrzebny jest topnik i lut. W domu optymalne jest stosowanie tzw. lutów miękkich na bazie cyny.
Technologia
- Powierzchnie przeznaczone do lutowania należy oczyścić z kurzu iw razie potrzeby odtłuścić acetonem.
- Tuleja formowana jest za pomocą ekspandera do rur. Średnica szczeliny między wewnętrzną powierzchnią tulei a zewnętrzną powierzchnią następnej rury powinna być minimalna - nie większa niż 0,125 mm. Długość tulei jest nie mniejsza niż średnica rury.
- Niewielką ilość płynnego topnika nakłada się na powierzchnię za pomocą pędzla.
- Połączone ze sobą odcinki rury wodnej są równomiernie nagrzewane przez palnik. W kontakcie z miedzią lut powinien się stopić.
- Przy ciągłym nagrzewaniu złącza, pręt lutowniczy topi się na szyjce tulei. Stop wypełnia wnękę dzięki efektowi kapilarności.

Polipropylen
Jak lutować rury propylenowe? Oczywiście w tym przypadku łatwo jest znaleźć odpowiedni film w sieci - lutowanie rury z propylenu niezbyt skomplikowane, a zatem bardzo poszukiwane. Skupmy się na subtelnościach i niuansach tej pracy.
Narzędzia
- Aparatura do lutowania rur to lutownica niskotemperaturowa z wymiennymi dyszami dla różnych średnic.
Przydatne: większość tanich lutownic pozbawiona jest regulatora temperatury i nagrzewa dysze do około 260 stopni.
W tej temperaturze lutowane są rury PP.
Regulator jest niezbędny, gdy konieczne jest ustawienie niższej wartości do pracy z polietylenem.
- Pożądana jest również obecność obcinaka do rur. Zewnętrzny obcinak do rur do plastikowe rury przede wszystkim przypomina sekator ogrodowy.
- Dodatkowo lutowanie rur PP z aluminiowym wzmocnieniem wymaga golarki (stripingu) lub trymera. Wybór jednego lub drugiego narzędzia zależy od położenia warstwy wzmacniającej.

Technologia
Jak odbywa się faktyczne lutowanie rur z propylenu - wideo na kursach szkoleniowych pokazuje więcej niż wyraźnie.
- Na grzałce lutownicy montowana jest odpowiednia dysza. odpowiadający średnicy rury.
- Lutownica jest nagrzewana do temperatury roboczej.
- Następnie jednocześnie wykonuje się dwie operacje: wsuwa się rurę w kielich króćca i jednocześnie na jej wąską część nakłada się kształtkę.
- Po 6-10 sekundach (dokładny czas zależy od średnicy) części są wyrównane ze sobą i utrzymywane w bezruchu przez 10-15 sekund.
Jak zawsze diabeł tkwi w szczegółach.
- Rury z zewnętrzną warstwą wzmacniającej folii aluminiowej czyści się kilkoma ruchami golarki - dysze z nożami w środku. Golarki produkowane są zarówno do czyszczenia ręcznego, jak i do uchwytu wiertarskiego.
- Jeżeli warstwa zbrojenia znajduje się pomiędzy dwiema warstwami polipropylenu, przygotowanie rury odbywa się za pomocą trymera. Znajdujące się w nim noże wybierają część materiału rury z jej końca.
Wyjaśnienie: konieczne jest zdejmowanie izolacji, aby wszystkie warstwy rury były bezpiecznie przyspawane do złączki, a aluminium nie miało kontaktu z wodą.
Jego rozkład elektrochemiczny może prowadzić do rozwarstwienia odcinka rury wodociągowej.
- połączone w ruchu posuwisto-zwrotnym. Obrót jest niedopuszczalny: powstała fala osłabi połączenie.
- Przed lutowaniem pożądane jest usunięcie zewnętrznego skosu na ciętej rurze.
Polietylen
Lutowanie rury polietylenowe wykonywane na dwa sposoby:
- Za pomocą kształtki elektrooporowe . Wewnątrz każdej oprawy znajduje się przewodnik o wysokiej rezystancji. Doprowadzenie 12 V do zacisków stykowych prowadzi do jej nagrzania i niezawodnego połączenia złączki z włożoną do niej rurą.

- Od końca do końca, ze wstępnym stopieniem końców łączonych części.
Pierwszy sposób podłączenia nie niesie za sobą niespodzianek: lutowanie rur HDPE (z niskociśnieniowego polietylenu) sprowadza się tylko do montażu wodociągu i krótkotrwałych połączeń transformatora z zaciskami. Skupmy się na lutowaniu doczołowym.
Narzędzia
Warto wspomnieć o jednej subtelności. Zwykle technologia lutowania doczołowego rur HDPE jest stosowana do dużych (od 50 milimetrów) średnic i wykorzystuje dość wyrafinowany sprzęt do centrowania i zaciskania. Jednak metoda ta może być również stosowana do spawania rur w wiejskich systemach wodociągowych, systemach nawadniających i innych systemach ciśnieniowych o umiarkowanym ciśnieniu.
W rzeczywistości zestaw narzędzi niewiele różni się od tego, co jest potrzebne do podłączenia rur polipropylenowych.
- Lutownica. Lepiej jest używać urządzeń z kontrolowaną temperaturą: lutowanie rur polietylenowych wymaga podgrzania nie do 260, ale tylko do 220 C.
- Urządzenie do cięcia rur. Końce muszą być ściśle prostopadłe do osi rury.
Technologia
W rzeczywistości lutowanie rur HDPE jest jeszcze prostsze niż w przypadku polipropylenu.
- Końce są mocno dociskane do obu stron elementu grzejnego lutownicy i trzymane, aż pojawi się zadzior - wałek ze stopionego tworzywa sztucznego.
- Następnie są łączone i trzymane przez minutę w pozycji statycznej.
Uwaga: lepiej użyć lutownicy z elementem grzejnym pokrytym teflonem.
W przeciwnym razie część plastiku pozostanie na jego powierzchni i uwierz mi, powietrze nie będzie ozonować.
PCV
Jak wygląda lutowanie rur PVC?
Dostojny - nie ma mowy. Ogólnie. Zarówno wodociągi ciśnieniowe, jak i bezciśnieniowe oraz elementy kanalizacji łączy się wyłącznie kielichami, za pomocą kleju lub uszczelek gumowych.

Na zdjęciu rury ciśnieniowe wykonane z polichlorku winylu. Szczelność połączeń zapewniają uszczelki gumowe.
Jednak w niektórych przypadkach lutowanie Rury PCV w kanałach o swobodnym przepływie jest nadal praktykowane. Typowe sytuacje to awaria kolanka syfonu późnym wieczorem lub konieczność wykonania okucia w niestandardowej konfiguracji.
Jak każdy materiał termoplastyczny, PCW może być topiony i łączony stosunkowo bezpiecznie przez dyfuzję molekularną. Oczywiste jest, że zakup specjalnej lutownicy będzie trochę przesadą.
Jak zarządzać improwizowanymi środkami?
- Półfabrykaty przycina się na wymiar piłą do metalu lub, co jest o wiele wygodniejsze, szlifierką z dowolną tarczą tnącą.
- Krawędzie części łączących są lekko nadtopione nad piecem lub w płomieniu palnika gazowego i dociśnięte do siebie.
- Następnie szew topi się w kółko nożem stołowym lub innym metalowym przedmiotem rozgrzanym do matowego blasku.
Czasy się zmieniają, zmienia się też technologia
Przez wiele lat najczęstszym materiałem używanym do organizowania systemów wodociągowych i grzewczych były wyroby stalowe. Jednak takie negatywne cechy, jak niska odporność na korozję, zdolność do zarastania, wysoki koszt i złożoność instalacji doprowadziły do konieczności znalezienia alternatywnych materiałów do produkcji rur. Otwarcie tworzenia polimerów Nowa era w produkcji rur. Ponadto możliwe jest samodzielne spawanie rur polipropylenowych bez specjalnych umiejętności zawodowych i nieporęcznego sprzętu. Należy jednak przestrzegać pewnych zasad dotyczących rur PVC, ale o tym później.
Samospawanie wyrobów z polipropylenu
Jednak przed pójściem do marketu budowlanego lub na targ warto zastanowić się, jakie opcje oferuje nam dziś szeroka gama rur plastikowych? Na początek warto powiedzieć, że wszystkie rury wykonane z polimerów nazywane są „plastikiem” i dzielą się w następujący sposób: produkty wykonane z polichlorku winylu (PCW), polipropylenu, polietylenu, w tym usieciowanego, metalowo-plastikowego.
Zakresy materiałów polipropylenowych, sposoby ich łączenia
Rozwiązania uniwersalne
Jednymi z najpopularniejszych i najbardziej rozpowszechnionych są rury polipropylenowe. Mogą być stosowane do: zaopatrzenia w zimną i ciepłą wodę, organizacji systemu grzewczego, w tym „ciepłej podłogi”, kanalizacji, odprowadzania ścieków.
Do zaopatrzenia w zimną wodę
Do zgłoszenia zimna woda można zastosować dość tanie produkty o oznaczeniu PN 16, które charakteryzują się wartością ciśnienia roboczego - 1,6 MPa. Do zaopatrzenia w ciepłą wodę i ogrzewania - PN 20 przy ciśnieniu nominalnym 2 MPa.
Jeśli chcesz kupić produkty z bardziej nowoczesnej gamy, możesz zdecydować się na konstrukcje wzmocnione folią aluminiową (nie mylić z metalowo-plastikowymi!). Cechą pracy z takimi produktami jest konieczność ich końcowego czyszczenia przed lutowaniem. Procedurę tę można przeprowadzić za pomocą specjalnych dysz do perforatora lub za pomocą ręcznej golarki zaprojektowanej dla czterech głównych rozmiarów - 20, 25, 32, 40 mm.
 Materiały polipropylenowe, różnorodność wyboru
Materiały polipropylenowe, różnorodność wyboru Wielowarstwowe i wzmocnione
V Ostatnio Wśród rur zbrojonych największą popularnością cieszą się rury wielowarstwowe z warstwą włókna szklanego pośrodku odcinka ściany. Jeśli kupujesz właśnie taki materiał, przycinanie końcówek nie jest wymagane.
Zrób to sam spawanie rur polipropylenowych odbywa się za pomocą lutowania dyfuzorowego, do którego trzeba będzie kupić lub wypożyczyć specjalne urządzenie. Jego wybór zostanie omówiony później. Proces zgrzewania odbywa się w temperaturze 260 stopni, czego efektem jest bardzo mocny, całkowicie jednorodny szew. Połączenie półfabrykatów odbywa się za pomocą trójników, kątowników, złączek.
Z częściami metalowymi - węzły stalowe, krany, filtry, miksery, liczniki - rury polipropylenowe są połączone za pomocą kształtek z wprasowanymi w nie mosiężnymi wkładkami. W połączeniach gwintowanych materiały uszczelniające nie mogą tworzyć grubej warstwy. Optymalne jest użycie taśmy fum lub płótna z pastą. Moment dokręcania takich połączeń powinien być umiarkowany, aby zapobiec wypadnięciu metalowego elementu z złączki.
Spawanie polipropylenu „zrób to sam”: wybór sprzętu
Kształt narzędzia
Lutownice do spawania wyrobów z polipropylenu dzielą się w zależności od kształtu korpusu roboczego na prętowe i mieczowe (płaskie). Na podstawie własnego doświadczenia mogę powiedzieć, że wygodniej jest pracować z lutownicą w ciasnych, trudno dostępnych miejscach.
Moc lutownicy
Moc narzędzia można w przybliżeniu dobrać na podstawie prostych obliczeń. Aby to zrobić, pomnóż średnicę rury w mm, którą zamierzasz lutować przez 10. Na przykład, aby spawać produkt o średnicy 50 mm, wystarczy moc 500 W.
Jakość i funkcjonalność
Wysokiej jakości lutownice z serii profesjonalnej posiadają elektroniczną regulację, która pozwala na uzyskanie dobrej dokładności w ustawieniu temperatury grzania. Sygnalizacja dźwiękowa daje możliwość sterowania procesem we wszystkich trzech trybach: grzanie, podłączenie, naprawa.
Dysze do lutownicy
Istnieją dwa rodzaje grotów lutowniczych: teflonowe i teflonowe metalizowane. Ten ostatni ma wyższą charakterystykę wytrzymałościową. Jeśli jednak z dyszą teflonową będziemy obchodzić się ostrożnie - ostrożnie umieścić narzędzie w walizce, przed spawaniem przetrzeć rury i złączki alkoholem lub innym środkiem odtłuszczającym - jej żywotność będzie dość długa.
Producenci urządzeń do zgrzewania tworzyw sztucznych
Zrób to sam spawanie rur z tworzyw sztucznych będzie oczywiście znacznie ułatwione przy użyciu rur wysokiej jakości. Najbardziej pożądaną, ale i najdroższą opcją są lutownice czeskie. Modele tureckie i rosyjskie są znacznie tańsze, mają nieco mniejszą wydajność niż czeskie, ale do użytku domowego są całkiem akceptowalną opcją. Często negatywne recenzje otrzymywały modele, które po dokładnym sprawdzeniu okazały się być chińskimi podróbkami. O chińskich lutownicach można powiedzieć jedno - najtańsze nadają się tylko do krótkotrwałego, rzadkiego użytkowania.
Zalety stosowania rur polietylenowych
Zrób to sam spawanie rur z polietylenu różni się od podobna praca z materiałami polipropylenowymi.
Materiały polietylenowe mają szereg istotnych zalet:
- przede wszystkim jest to elastyczność, która umożliwia układanie węzłów wzdłuż linii zakrzywionej bez łączeń między prostymi segmentami;
- niewielka waga, możliwość złożenia podczas transportu;
- materiał jest całkowicie obojętny, nie wchodzi w interakcje z żadnymi substancjami w gruncie;
- nie emituje pierwiastków toksycznych;
- nie pęka na mrozie.
Rury z polietylenu PND mogą być stosowane w systemach wodociągowych i kanalizacyjnych. Takie części nie zużywają się, nie korodują, nie zarastają, nie boją się kontaktu z agresywnymi substancjami, a co najważniejsze mogą zmieniać swoją długość o 7% bez utraty wydajności. Przepustowość tego rodzaju zaopatrzenia w wodę jest o 30% wyższa niż w przypadku metalowego odpowiednika o tym samym przekroju, ze względu na idealną gładkość ścian.
Zgrzewarki elektrooporowe do zgrzewania rur HDPE
Zgrzewanie zrób to sam rur HDPE jest możliwe za pomocą złącza elektrooporowego. W takim spawaniu stosuje się specjalne okucia, w których elementy grzejne są montowane podczas produkcji. Mogą to być łokcie, siodełka, trójniki i zatyczki. Do łączenia produktów z wbudowanymi grzałkami potrzebne są specjalne urządzenia elektrooporowe o najróżniejszym stopniu skomplikowania i wyposażenia.
Jeśli chcesz używać rur polietylenowych i nie zawracać sobie głowy szukaniem odpowiedniego sprzętu, możesz kupić rury PE. Przeznaczone są do wewnętrznego i zewnętrznego zaopatrzenia w wodę, kanalizacji, drenażu. Małe średnice takich rur (do 63 mm) można montować za pomocą mosiądzu lub złączki polipropylenowe, z gumowymi uszczelkami.
Jeśli zdecydujesz się samodzielnie wymienić lub zamontować nowy system zaopatrzenie w wodę lub ogrzewanie za pomocą produktów z tworzyw sztucznych, wtedy będzie to w zasięgu ręki. Ale dla pomyślnego wykonania zadania konieczne jest zapoznanie się z podstawowymi zasadami łączenia wybranych rur i skonsultowanie się z profesjonalistami.
Dziś produkty wykonane z materiałów polimerowych znajdują zastosowanie w wielu sferach naszego życia i przemysłu. Ale HDPE jest szczególnie popularny - polietylen niskociśnieniowy. Materiał ten wyróżnia się trwałością, trwałością, dzięki niewielkiemu ciężarowi właściwemu jest łatwy w montażu. Rurociągi do różnych celów są często wykonane z rur polietylenowych. Aby połączyć poszczególne elementy, spawane są produkty HDPE. W naszym artykule omówimy odmiany i cechy spawania rur HDPE.
Rodzaje połączeń
Aby połączyć rury z polietylenu, możesz użyć następujących metod:
- Odpinany. Aby wykonać takie dokowanie półfabrykatów HDPE, będziesz potrzebować stalowych kołnierzy. główna cecha Ta zasada dokowania polega na tym, że rurociąg można zdemontować podczas pracy.
- Jeden kawałek. W takim przypadku demontaż komunikacji nie zadziała. Aby wykonać takie połączenie, przedmioty muszą być spawane. Można to zrobić za pomocą jednej z następujących metod:
- zgrzewanie doczołowe wykrojów z polietylenu;
- spawanie wyrobów z HDPE za pomocą złączek.
Do montażu rurociągów z elementów o dużej średnicy stosuje się kształtki termooporowe lub zgrzewanie doczołowe. Stosując obie metody, uzyskuje się niezawodne połączenie monolityczne.
Zgrzewanie doczołowe produktów HDPE

Zgrzewanie doczołowe rur HDPE wymaga użycia sprzętu spawalniczego. Ze względu na to, że podczas spawania nie są używane żadne dodatkowe części, proces instalacji jest znacznie uproszczony. W ten sposób można spawać tylko półfabrykaty HDPE.
Uwaga: wysoka jakość zgrzewanie doczołowe produkty z HDPE zostaną uzyskane tylko pod warunkiem, że są wykonane z jednego szwu. Dzięki temu siła łączenia łączonych części będzie maksymalna.
Zgrzewanie doczołowe rur polietylenowych jest najbardziej wydajną i wszechstronną technologią, ponieważ zachowuje elastyczność materiału w całym rurociągu. Metodę tę można zastosować niezależnie od rodzaju zastosowanej instalacji rurociągowej (wykopowa, bezwykopowa lub otwarta).
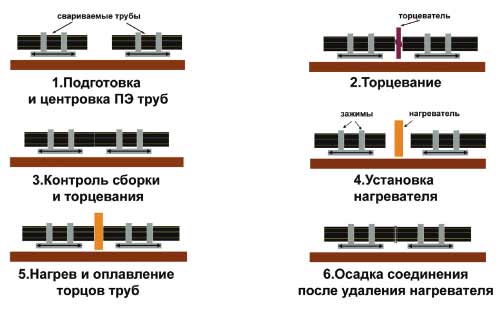
Lutowanie doczołowe rur polietylenowych odbywa się w następującej kolejności:
- Na początek końce łączonych przedmiotów muszą być zainstalowane w centralizatorze sprzętu spawalniczego.
- Po wyrównaniu i zamocowaniu części za pomocą bawełnianej serwetki i alkoholu konieczne jest oczyszczenie końcówek z kurzu, brudu i tłuszczu.
- Następnie końce do zgrzania są obrabiane za pomocą urządzenia do licowania. Przycinanie jest zatrzymywane, gdy zaczynają tworzyć się jednolite wióry o grubości nie większej niż 0,5 mm. Teraz obrabiany przedmiot można wyjąć, a równoległość końców można sprawdzić ręcznie.
- W przypadku stwierdzenia niedopuszczalnej szczeliny między spawanymi powierzchniami operację przycinania należy powtórzyć.
- Następnie rury są lutowane. W tym celu za pomocą elementu grzejnego z powłoką nieprzywierającą końce przedmiotów obrabianych są podgrzewane do wymaganej temperatury.
- Gdy końce są dostatecznie stopione, oddzielamy produkty przeznaczone do zgrzewania, a także usuwamy element grzejny ze strefy zgrzewania.
- Następnie końce do zgrzewania można zamknąć, a ciśnienie docisku można zwiększyć, aż osiągnie wymaganą wartość.
- Spoina musi być utrzymywana pod ciśnieniem przez określony czas.
- Następnie sprawdzana jest jakość spawania. Aby to zrobić, oceń wygląd rusztu, szerokość i wysokość.
Spawanie gniazdowe wykrojów HDPE

Spawanie rur HDPE metodą złączki odbywa się za pomocą specjalnej jednostki spawalniczej zwanej lutownicą, a także zestawu specjalnych dysz, które mogą różnić się średnicą. Wielkość dyszy dobiera się na podstawie średnicy spawanych rur polietylenowych.
Lutowanie sprzęgające rurociągów HDPE odbywa się za pomocą kształtek. Konfiguracja tych produktów może się różnić. Występują w postaci narożników, trójników lub łączników. Przy tej metodzie lutowania spawane są końce detali i okucia.
Ważne: główna zaleta spawanie gniazdowe polega na tym, że można go przeprowadzić w trudno dostępnych miejscach, gdzie utrudnione jest osiowe przemieszczenie obrabianych przedmiotów.
Ogrzewanie części polietylenowych odbywa się poprzez kontakt obrabianego przedmiotu z rozgrzaną metalową częścią zespołu spawalniczego. Składa się z dwóch skręconych części:
- trzpień ogrzewa wewnętrzną powierzchnię okucia;
- rura grzewcza jest wkładana do tulei.
Aby zainstalować tę dyszę w otworze zespołu lutowniczego, tuleja i trzpień muszą być skręcone razem.
Lutowanie rur z polietylenu metodą sprzęgania obejmuje następujące środki przygotowawcze:
- Półfabrykaty należy przyciąć specjalnymi nożyczkami do pożądanego rozmiaru. W takim przypadku należy upewnić się, że cięcie jest ściśle prostopadłe do podłużnej osi produktu.
- Przed lutowaniem końce łączonych elementów należy oczyścić.
- Aby zapobiec niepożądanemu chłodzeniu podczas spawania, końce rur, które nie są aktualnie łączone, zamykane są zaślepkami.
- Następnie konieczne jest oczyszczenie powierzchni dyszy do spawania z cząstek materiału, które mogłyby pozostać po poprzedniej pracy.
Teraz możesz przejść do samego procesu spawania, który jest wykonywany w następującej kolejności:
- Najpierw dyszę należy podgrzać do temperatury zgrzewania. Gdy wartość osiągnie wymagany poziom, wskaźnik na korpusie lutownicy da sygnał.
- Następnie rurę HDPE należy włożyć do tulei, aż się zatrzyma. Z kolei okucie nakłada się na trzpień do oporu. Ponieważ średnice są nieco inne, konieczne będzie podjęcie pewnego wysiłku, aby zakończyć procedurę.
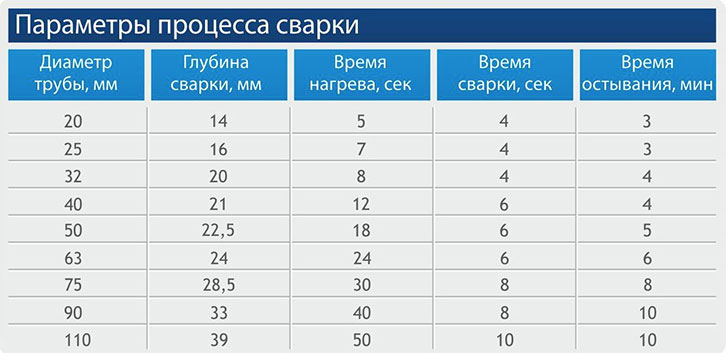
- Dobieramy czas spawania rur zgodnie ze specjalnymi tabelami, w których wskaźnik ten jest wskazany dla produktów o różnych średnicach.
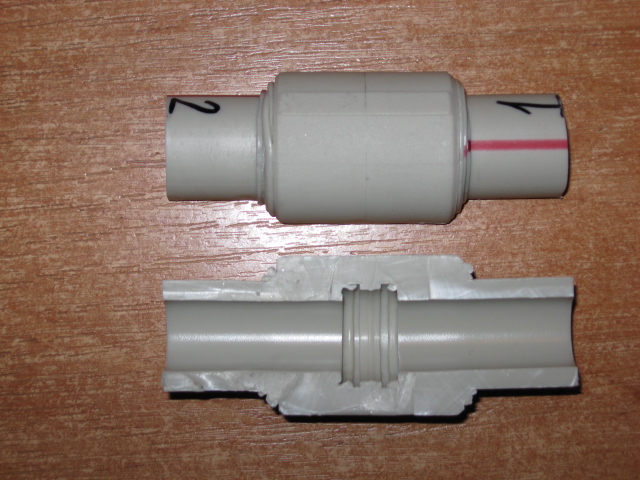
- W trakcie wkładania elementu rurowego i zakładania okucia nadmiar materiału z powierzchni wykrojów jest topiony i wyciskany. W rezultacie wzdłuż krawędzi spawanych elementów powstaje pierścieniowy ścieg - jeleń.
- Prasowanie podczas wkładania części należy przerwać w momencie, gdy obrabiany przedmiot i złączka dotrą do ogranicznika. Bardzo ważne jest przestrzeganie tego warunku, ponieważ w przeciwnym razie połączenie nie będzie wystarczająco silne. Ponieważ trudno jest dokładnie określić głębokość zanurzenia przedmiotu obrabianego, należy najpierw zmierzyć tę wartość i umieścić znak na rurze.
- Następnie usuń z dyszy elementy przeznaczone do spawania. Następnie zamontuj rurę w złączce w taki sposób, aby mocno przylegała do zgrubienia pierścieniowego. Pozwól połączonym elementom ostygnąć. Jednocześnie nie należy ich skręcać i poddawać różnym wpływom mechanicznym.
Zgrzewanie elektrooporowe

Do wykonania takiego połączenia potrzebne jest specjalne złącze elektryczne, w którym montowane są wbudowane elementy grzejne. Jeśli porównamy to spawanie ze spawaniem doczołowym, będzie to kosztować więcej ze względu na konieczność zakupu drogich sprzęgieł elektrycznych.
Jednak ta technika ma swoje zalety:
- Ponieważ na wewnętrznej powierzchni rur nie powstają zadziory, przepuszczalność rurociągu nie zmniejsza się.
- Ta metoda spawania jest wygodna w użyciu w ograniczonej przestrzeni, gdzie nie będzie możliwe zainstalowanie całego spawanego zespołu.
Do połączenia dwóch półfabrykatów w prosty odcinek rurociągu stosuje się konwencjonalne złącza elektryczne. Jednak w niektórych przypadkach mogą być wymagane trójniki i siodła elektrooporowe. Do wykonania pracy będziesz potrzebować zgrzewarki elektrooporowej do zgrzewania.
Procedura zgrzewania odbywa się przy użyciu polietylenu spawana złączka. Jest to specjalny produkt, który posiada wbudowane spirale, które działają jak elementy grzejne. Jednocześnie część materiału kształtki, która topi się pod wpływem nagrzanej spirali, łączy się z materiałem polimerowym przedmiotu obrabianego, tworząc ciągły monolityczny rurociąg. Nawiasem mówiąc, spirala pozostaje na zawsze w powstałym szwie.
Ważne: technologia elektrooporowa pozwala na uzyskanie połączenia o dużej wytrzymałości. Jednak ze względu na wysoki koszt tej metody jest ona wykorzystywana do montażu linii ciśnieniowych do transportu produktów gazowych i naftowych.
Zgrzewanie elektrooporowe wykonujemy w następującej kolejności:
- Za pomocą specjalnego sprzętu do cięcia rury są cięte na segmenty o pożądanej wielkości.
- Następnie półfabrykaty należy oczyścić z brudu i odtłuścić w miejscu spawania. Sprzężenie elektryczne musi być poddane takiej samej obróbce.
- Następnie na elementach rurowych wykonywane są oznaczenia, które pozwolą kontrolować głębokość wsunięcia rury w złączkę.
- Aby zapobiec niepożądanemu wychłodzeniu elementów podczas spawania, wolne końce rur są zaślepione.
- Za pomocą specjalnych drutów spawarka jest podłączona do złącza elektrycznego, przycisk start jest wciśnięty.
- Po pewnym czasie urządzenie samo się wyłączy, co będzie oznaczać koniec spawania.
- Uzyskane w ten sposób połączenia można wykorzystać dopiero po godzinie.
Uwaga: głównym warunkiem uzyskania wysokiej jakości szwu jest unieruchomienie części podczas procesu spawania i chłodzenia.
Na uzyskane połączenia spawane nakładane są następujące wymagania:
- walec pierścieniowy spawać powinien zachodzić na znak wykonany na obrabianym przedmiocie przed spawaniem.
- Dopuszczalne przemieszczenie odcinków rur względem siebie wynosi nie więcej niż 10% grubości ścianki elementu HDPE.
- Jeżeli grubość ścianki spawanego przedmiotu nie przekracza 5 mm, to wysokość ściegu przy spoinie wysokiej jakości powinna wynosić około 2,5 mm. W przypadku spawania rur o grubości ścianki w zakresie 6-20 mm wysokość ściegu powinna być większa niż 5 mm.
Wybierając metodę zgrzewania detali z HDPE warto wziąć pod uwagę warunki pracy montowanego komunikacja inżynierska. Tylko mając na uwadze ten czynnik, możliwe jest wykonanie niezawodnego i wysokiej jakości rurociągu, który będzie działał skutecznie przez cały przydzielony mu okres.