Заваряване на полиетиленови тръби с ниско налягане
Гамата от строителни продукти нараства всяка година. На пазара се появяват съвременни материали, които улесняват строителните стъпки и повишават производителността на работниците. Потребителите са склонни да използват тръбопроводи с дълъг експлоатационен живот при планиране на вътрешни системи в къщи. Пластмасовите клонове на вътрешните комуникации се превърнаха в подходяща алтернатива за задоволяване на нуждите на потребителите. Как да запоявате пластмасови тръби?
Друго предимство на такива технологии е появата на способността за самостоятелен ремонт или подмяна на водоснабдителни и отоплителни мрежи. Как да запоявате пластмасови водопроводни тръби?
Нека разберем видовете

Подсилена пластмаса

Полиетилен
Такива съобщения се подразделят на подвидове:
- Полиетилен - използва се за полагане на окабеляване в сгради и на открито. Те могат да се използват при тръбни връзки с повишено налягане и при ниски температури на околната среда.
- PVC се използва за намаляване на разходите за ремонт.
- Подсилената пластмаса са най -практичните продукти с полезен живот над 50 години. Идеален за подмяна на топлата вода.
Широкото използване на този материал се дължи на редица причини. Положителни свойстватакива конструкции, за разлика от металните:
- Дълъг експлоатационен живот.
- Ниска корозивност.
- Лесен за инсталиране.
- Не изисква специални умения.
- Екологично чист материал.
- Икономичен и достъпен за използване.
- Лек и лесен за носене.
- Не се поддавайте на вредното въздействие на микроорганизмите.
Вашият водопровод

Съединителен монтаж

Моделите от полиетилен се сглобяват чрез запояване или с помощта на съединители / фитинги (съединителен монтаж). Как да запоявате пластмасови водопроводни тръби?
За изграждането на нови водопроводни мрежи са подходящи PVC и полиетиленови изделия без армировка и армировка. Подготовката изисква създаване на диаграма на бъдещото водоснабдяване с обозначаване на дължините на клоните, неговото положение и всички фитинги, необходими за монтажа на конструкцията. Правилното изчисляване на дължините и броя на завоите ще опрости технологията, ще увеличи скоростта на задачата и ще предотврати промени.

Поялник

Резачка за тръби
За запояване полиетиленови съединенияще се нуждаят от:
- Поялник.
- Резачка за тръби
- Облицовъчен инструмент за рязане на тръби и отрязване на ръбовете на отрязаните краища.
- Хартия с фин песък за почистване на ръбовете
- Съединителен съединител (ако съединителен възел)
Отоплителното устройство е специално устройство с подметка, към която са прикрепени специални приставки с различни диаметри. Има устройства, които се предлагат с две или повече приставки едновременно.
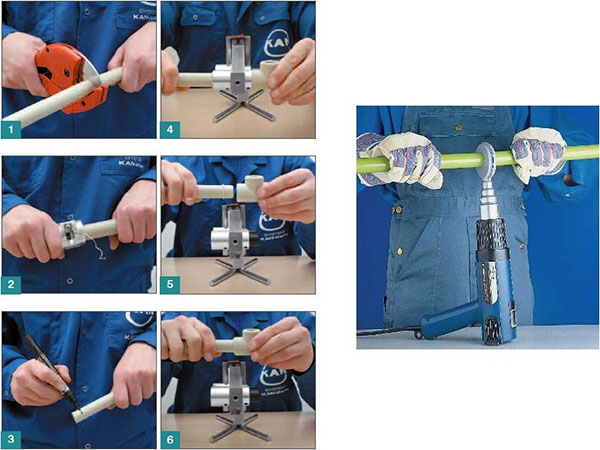
Етапите на технологията за полагане на хидравлични комуникации ще ви кажат как да се научите как да запоявате:
- Измерваме необходимата дължина с рулетка.
- Изрежете измерената дължина с резачка за тръби.
- Подрязваме отрязаните краища. Това е важна стъпка в запояването. Филийките трябва да бъдат гладко шлифовани и отстранени. За по -голяма увереност можете допълнително да обезмаслете с алкохолен разтвор.
- Запояваме краищата. Ако при инсталиране на мрежи за поддържане на живота се използва втулка връзка, тогава монтираме втулка / фитинг на единия край на конструкцията и я затопляме заедно с бъдещото връщане в дюзата с желания диаметър на поялника. След затопляне веднага свързваме краищата и изчакваме монтажа да се охлади напълно. Качеството на заваряване се доказва от наличието на рамо.
Внимание! При инсталиране на топло и водоснабдяване със заваръчен шев, падането на вода или влага в кухината или върху повърхността е строго забранено. При нагряване водата, превръщайки се в пара, деформира пластмасовата структура, в резултат на което тя губи своята здравина.
Какво да търсите
Температурните условия за запояване са описани в инструкциите за инструмента. На съвременните продукти се задава автоматичен режим на отопление в зависимост от размера на мрежата, която ще се инсталира, и дълбочината на заваряване. При предишните марки силата на нагряване се избира ръчно.
При каква температура трябва да се запоят пластмасови тръби? При запояване на полиетиленови щрангове, ние настройваме температурния регулатор в района на 220 ° C, за полипропилен - 260 ° C. Отоплителният механизъм има индикатор, който показва готовността на устройството за употреба. Индикаторът светва само в режим на отопление.
Времето за запояване зависи от обиколния радиус на тръбопровода и може да бъде от 5 до 40 секунди. Не прегрявайте краищата. Това може да причини запушване на мястото на залепване.
Ако трябва да инсталирате водопровод със същия размер, тогава не трябва да плащате за броя на дюзите и наличието на температурен механизъм.
Ако се планира голям обем продукция с дългосрочен характер с използване на мрежи с различни размери по обиколката, тогава ние купуваме универсално устройство за свързване с най-новите технически възможности и характеристики.
Нюанси на запояване
Познаването на технологията за свързване на автономни комуникации не е достатъчно. За висококачествен монтаж трябва да знаете редица характеристики на полагането и запояването на жилищни клонове. Как да запояваме пластмасови тръби правилно? За да осигурите професионалното сглобяване на технологични структури, трябва да запомните някои от нюансите на връзката:
- Предвидено е време за загряване на запояващия възел. Това време е от 5 до 20 минути.
- Производството на поддържане на живота на закрито трябва да се извършва при температури над нулата.
- След запояване на краищата се изисква да не им се позволява да се превъртат или преместват, достатъчно е плавно да се премахнат изкривяванията. Оставете ги да изстинат. Усукването на шева може да изтече в бъдеще. Охлаждането отнема същото време, колкото и да се запои.
- Необходимата мощност на инструмента за запояване е 1200 W.
- Домашните поялници са предназначени за запояване на проводници с диаметър до 32 см. Ако трябва да сглобите продукти с голям диаметър, тогава ние купуваме професионално устройствоза запояване.
- Между ръба на тръбопровода и вътрешната резба на фитинга не трябва да има празнини. Разрешенията могат да изтекат, когато високо наляганевода. Прекомерната сила при компресиране на елементите може да доведе до намаляване на хлабината в кухината и да влоши работата на цялата конструкция.
- Отстранете остатъците от материала от приставките след всяка произведена опаковка. Тъй като дюзите имат специално покритие, въглеродните отлагания трябва да се отстраняват с дървено устройство, за да не се повреди целостта на повърхността. Драскотини по повърхността на дюзата ще влошат технологичните характеристики на устройството и ще го направят неизползваем за по -нататъшна употреба.
Чудите се как да направите отопление?

Монтажът на топлоснабдяването има редица трудности. Устройството на отоплителни модели може да се извършва в помещения с ниски температури, което усложнява процеса на запояване. За захранване с топлина се разработват системи в зависимост от температурата на подаваната в системата вода и работното налягане. Използването на пластмаса в строителството повиши производителността и намали цената на необходимия материал.
Отоплителните тръби са подсилени с фибростъкло, което прави този материал здрав и издръжлив.
Защита на здравето и условия на труд
При производството на работа, свързана с нагряване на фугите на топлопровода, ние спазваме правилата за безопасност, за да изключим наранявания и изгаряния:
- Запояваме в специални защитни ръкавици.
- Следим за чистотата на пода в стаята. Мръсотията ще повлияе неблагоприятно върху качеството на заваръчния шев и външен видцялата структура.
- Поялникът е монтиран на равна хоризонтална повърхност.
- Необходимо е да започнете работа, след като устройството е напълно загрято, след като индикаторът за готовност за работа е изключен.
- Не изключвайте палета от електрическата мрежа по време на инсталацията.
Запояването на пластмасови тръби със собствените си ръце не е трудно. Процесът на запояване не изисква професионални умения или опит. Включете мрежи за поддържане на живота собствен домвсеки може. Задължителният състав на необходимия инструмент включва само запояващо устройство. Останалите помощни инструменти могат да бъдат заменени с импровизирани средства, тръборезът може да бъде заменен с остър нож. Тръбопровод от полиетиленови конструкции и PVC е надеждна, издръжлива и екологична система за водоснабдяване и отопление.
Препоръчваме видео: Тайни на монтаж на полипропиленови тръби
Полезна информация?
Как да запояваме тръби правилно? В статията трябва да анализираме технологията за свързване на тръби и фитинги, изработени от мед, полипропилен, полиетилен и PVC. Интересуваме се както от технологията на запояване на фуги, така и от необходимите инструменти за това.
Мед
Изключителната надеждност и дълготрайност на медта е добре известна. Не корозира, не обраства с отлагания и не се страхува от нагряване до високи температури... Всъщност достатъчно е да се каже, че най -старите медни водопроводни тръби се използват повече от век.
Въпреки това: медта е сравнително мек метал.
Случайни механични повреди на водоснабдителната система са напълно възможни.
В безброй видеоклипове, публикувани в интернет, спояването на медни тръби е показано и описано достатъчно подробно. Нека обърнем внимание на онези моменти, които често остават зад кулисите.
Инструменти
За да свържете тръби чрез запояване, се нуждаем от:
- Резачка за тръби... Един прост инструмент ще ви помогне да отрежете медната тръба точно под прав ъгъл спрямо оста си, като по този начин гарантирате максимална надеждност на връзката.
- Фаска... Той премахва заусеници от вътрешния и външния ръб на тръбата.
- Разширител на тръби... Помага за оформянето на втулката за запояване. Разбира се, този инструмент е необходим само там, където не се използва.

Внимание: образуването на втулка е възможно само върху отгрята мед.
Без отгряване металът не е достатъчно пластичен.
- Горелка... Тя може да използва пропан или ацетилен. В битови условия най -удобните горелки са предназначени за използване с цилиндри за еднократна употреба с малък обем.
Освен това са необходими поток и спойка. В домашни условия е оптимално да се използват така наречените меки спойки на калай.
Технология
- Повърхностите за запояване се почистват от прах и при необходимост се обезмасляват с ацетон.
- С помощта на тръбен разширител се оформя втулка. Диаметърът на пролуката между вътрешната повърхност на втулката и външната повърхност на следващата тръба трябва да бъде по -малък от 0,125 мм. Дължина на ръкава - не по -малка от диаметъра на тръбата.
- Малко количество течен поток се нанася върху повърхността с четка.
- Комбинираните помежду си участъци от водоснабдяването се нагряват равномерно от горелката. При контакт с мед спойката трябва да се стопи.
- При непрекъснато нагряване на фугата, спойката се топи в гърлото на ръкава. Стопилката запълва кухината поради капилярния ефект.

Полипропилен
Как да запоявате пропиленови тръби? Разбира се, в този случай не е трудно да се намери съответното видео в мрежата - запояване пропиленови тръбине е твърде сложен и поради това е в голямо търсене. Нека се съсредоточим върху тънкостите и нюансите на тази работа.
Инструменти
- Устройството за запояване на тръби е нискотемпературен поялник със сменяеми дюзи за различни диаметри.
Полезно: в повечето евтини поялници липсва терморегулатор и загрява дюзите до около 260 градуса.
При тази температура тръбите от ПП се запояват.
Регулаторът е необходим, когато трябва да зададете по -ниска стойност за работа с полиетилен.
- Наличието на резачка за тръби е желателно и тук... Външно, резачка за тръби за пластмасови тръбинай -вече прилича на градинска секачка.
- В допълнение, за спояване на PP тръби с алуминиева армировка се изисква самобръсначка (оголване) или тример... Изборът на един или друг инструмент зависи от местоположението на армиращия слой.

Технология
Как се извършва правилното запояване на пропиленови тръби - видеото в учебните курсове показва повече от ясно.
- На нагревателния елемент на поялника е инсталирана съответна дюза. съответстващ на диаметъра на тръбата.
- Поялникът се загрява до работна температура.
- След това се извършват две операции едновременно: тръбата се вкарва в гнездото на дюзата и в същото време фитингът се поставя върху тясната му част.
- След 6-10 секунди (точното време зависи от диаметъра), частите се подравняват една с друга и се държат неподвижни за 10-15 секунди.
Както винаги, дяволът е в детайлите.
- Тръбите с външен слой от подсилващо алуминиево фолио се почистват с няколко завъртания на самобръсначката - дюзи с ножове вътре. Самобръсначките се правят както за ръчно сваляне, така и за патронник.
- Ако армиращият слой е между два полипропиленови слоя, тръбата се подготвя с облицовъчен инструмент. Ножовете в него избират част от тръбния материал от края му.
Обяснение: отстраняването е необходимо, така че всички слоеве на тръбата да са заварени надеждно към фитинга и алуминият да не влиза в контакт с вода.
Електрохимичното му разлагане може да доведе до разслояване на участъка от тръбопровода.
- се комбинират чрез възвратно -постъпателно движение. Ротацията е неприемлива: получената вълна ще отслаби връзката.
- Препоръчително е да премахнете външната фаска на отрязаната тръба преди запояване.
Полиетилен
Запояване полиетиленови тръбисе извършва по два начина:
- Използвайки електрофузионни фитинги ... Всеки фитинг съдържа проводник с високо съпротивление. Захранването от 12 волта към контактните клеми води до неговото затопляне и надеждна връзка на фитинга с вкарана в него тръба.

- Приклад, с предварително мигане на краищата на частите за подравняване.
Първият метод на свързване не крие никакви изненади: запояването на HDPE тръби (изработени от полиетилен с ниско налягане) се свежда само до сглобяване на водоснабдяването и краткосрочни връзки на трансформатора към клемите. Нека се съсредоточим върху спояването на дупето.
Инструменти
Струва си да споменем една тънкост. Обикновено технологията за челно заваряване на HDPE тръби се използва за големи (от 50 милиметра) диаметри и използва доста сложно оборудване за центриране и затягане. Методът обаче може да се използва и за заваряване на тръби в крайградски водоснабдителни системи, напоителни системи и други системи под налягане с умерено налягане.
Всъщност инструментариумът се различава малко от това, което е необходимо за свързване на полипропиленови тръби.
- Поялник. По -добре е да използвате устройства с контрол на температурата: запояването на полиетиленови тръби изисква нагряване не до 260, а само до 220 C.
- Резачка за тръби. Краищата трябва да са строго перпендикулярни на оста на тръбата.
Технология
Всъщност самото запояване на HDPE тръби е дори по -лесно, отколкото в случая с полипропилен.
- Краищата са плътно притиснати към двете страни на нагревателния елемент на поялника и се държат, докато се появи зажурка - ролка, изработена от пластмасова стопилка.
- След това те се подравняват и се държат в статично положение за минута.
Внимание: по -добре е да използвате поялник с нагревателен елемент, покрит с тефлон.
В противен случай част от пластмасата ще остане на повърхността й и, повярвайте ми, въздухът няма да озонира.
Поливинил хлорид
Как изглежда запояване на PVC тръби?
Обикновено - няма как. В общи линии. Водопроводите под налягане и без налягане и елементите на канализационните системи са свързани само с гнезда, с помощта на лепило или гумени уплътнения.

На снимката тръби под налягане, изработени от поливинилхлорид. Плътността на фугите се осигурява от гумени уплътнения.
В някои случаи обаче запояване PVC тръбив канализация със свободен поток, тя все още се практикува. Типичните ситуации са счупване на лакътя на сифона в късната вечер или необходимостта да се направи нестандартна фурнитура.
Както всеки термопласт, PVC може да се стопи и да се свърже относително надеждно чрез молекулярна дифузия. Ясно е, че закупуването на специален поялник ще бъде малко пресилено.
Как да се справите с наличните средства?
- Заготовките се нарязват по размер с ножовка или, което е много по -удобно, с мелница с всяко режещо колело.
- Ръбовете на свързващите се части се стопяват леко над печката или в пламъка на газова горелка и се притискат една към друга.
- След това шевът се стопява в кръг с нож за маса или друг метален предмет, загрят до тъп блясък.
Времената се променят, технологията също
В продължение на много години най -често използваният материал за организиране на водоснабдителни и отоплителни системи бяха стоманените изделия. Въпреки това, такива отрицателни качества като ниска устойчивост на корозия, способност за обрастване, висока цена и сложност на монтажа, доведоха до необходимостта от намиране на алтернативни материали за производството на тръби. Развитието на полимерите отвори нова ера в производството на тръби. В допълнение, заваряването на полипропиленови тръби със собствени ръце е възможно без специални професионални умения и обемисто оборудване. Трябва обаче да се придържате към определени правила за PVC тръби, но повече за това по -късно.
Самозаваряване на полипропиленови продукти
Въпреки това, преди да отидете в строителен супермаркет или на пазара, си струва да разберете какви опции днес ни предлага широка гама от пластмасови тръби? Като начало си струва да се каже, че всички тръби, изработени от полимери, се наричат "пластмасови" и те се подразделят, както следва: продукти, изработени от поливинилхлорид (PVC), полипропилен, полиетилен, включително омрежена, металопластична.
Сфери на приложение на полипропиленови материали, методи за тяхното свързване
Решения на едно гише
Едни от най -популярните и разпространени са полипропиленовите тръби. Те могат да се използват за: захранване със студена и топла вода, организация на отоплителната система, включително „топъл под“, канализация, изхвърляне на отпадъчни води.
За захранване със студена вода
За подаване студена водаможете да използвате сравнително евтини продукти, маркирани с PN 16, което характеризира стойността на работното налягане - 1,6 МРа. За топла вода и отопление - PN 20 с номинално налягане 2 МРа.
Ако искате да закупите продукти от по-модерна гама, тогава можете да изберете конструкции, подсилени с алуминиево фолио (не бъркайте с металопластични!). Характеристика на работата с такива продукти е необходимостта от отстраняване на краищата им преди запояване. Тази процедура може да се извърши или с помощта на специални приставки за перфоратора, или с помощта на ръчна самобръсначка, предназначена за четири основни размера - 20, 25, 32, 40 мм.
 Полипропиленови материали, разнообразие от възможности за избор
Полипропиленови материали, разнообразие от възможности за избор Многослойна и подсилена
V последните временасред подсилените най -популярни са многослойните тръби със слой от фибростъкло в средата на стената. Ако закупите точно такъв материал, няма да е необходимо да почиствате краищата.
Заваряването на полипропиленови тръби със собствени ръце се извършва с помощта на дифузьорно запояване, за което ще трябва да закупите или наемете специален апарат. Изборът му ще бъде обсъден малко по -късно. Процесът на заваряване протича при температура от 260 градуса, в резултат на което се образува много здрав, напълно хомогенен шев. Свързването на детайлите се извършва с помощта на тройници, ъгли, съединители.
С метални части - стоманени възли, кранове, филтри, смесители, измервателни уреди - полипропиленови тръбисвързани чрез фитинги с притиснати в тях месингови вложки. При резбови връзки уплътняващите материали не трябва да образуват дебел слой. Най -добре е да използвате гумена лента или лен с паста. Силата при затягане на такива връзки трябва да бъде умерена, за да се предотврати падането на металния елемент от фитинга.
Заваряване на полипропилен със собствени ръце: изборът на оборудване
Форма на инструмента
Поялниците за заваряване на полипропиленови продукти са разделени според формата на работното тяло на пръчка и мечоподобна (плоска). Въз основа на собствения си опит мога да кажа, че е по-удобно да се извършват работи в тесни труднодостъпни места с прътов поялник.
Мощност на поялника
Мощността на инструмента може да бъде приблизително избрана въз основа на просто изчисление. За да направите това, умножете диаметъра на тръбата в mm, която ще запоявате с 10. Например, за заваряване на продукт с диаметър 50 mm, е достатъчна мощност от 500 W.
Качество и функционалност
Висококачествените професионални поялници имат електронно регулиране, което ви позволява да постигнете добра точност при задаване на температурата на нагряване. Звуковата сигнализация дава възможност за управление на процеса във всичките три режима: отопление, свързване, фиксиране.
Накрайници за поялник
Накрайниците на поялника имат два вида покритие: тефлон и метализиран тефлон. Последният има по -високи якостни характеристики. Ако обаче боравите внимателно с тефлоновата дюза - внимателно сгънете инструмента в калъф, избършете тръбите и фитингите преди заваряване със спирт или друг обезмаслител - експлоатационният му живот ще бъде доста дълъг.
Производители на оборудване за заваряване на пластмаси
Заваряването на пластмасови тръби със собствените си ръце, разбира се, ще бъде значително улеснено при използване на висококачествени. Най-желаният, но и най-скъпият вариант са поялници, произведени в Чехия. Турските и руските модели са много по -евтини, по отношение на експлоатационните характеристики, те са малко по -ниски от чешките, но за използване в ежедневието са напълно приемлив вариант. Често отрицателни отзиви се получават от модели, които след внимателна проверка се оказват китайски фалшификати. За китайските поялници може да се каже едно - най -евтиният, подходящ изключително за краткосрочна, рядка употреба.
Предимства от използването на полиетиленови тръби
Заваряването на полиетиленови тръби „направи си сам“ е различно от подобна работас полипропиленови материали.
Полиетиленовите материали имат редица значителни предимства:
- на първо място, това е гъвкавост, която дава възможност да се поставят възли по извита линия без фуги между прави сегменти;
- леко тегло, възможност за навиване по време на транспортиране;
- материалът е напълно инертен, не взаимодейства с никакви вещества в земята;
- не отделя токсични елементи;
- не се спуква на студ.
Полиетиленовите тръби от HDPE могат да се използват за водоснабдителни и канализационни системи. Такива части не се износват, не корозират, не прерастват, не се страхуват от контакт с агресивни вещества и най -важното могат да променят дължината си със 7%, без да губят своите експлоатационни характеристики. Пропускателната способност на този вид водоснабдяване е с 30% по -висока от тази на метален аналог със същия участък, поради идеалната гладкост на стените.
Електрофузионни машини за заваряване на HDPE тръби
Заваряването на тръби от HDPE със собствени ръце е възможно с помощта на електрофузионно съединение. При такова заваряване се използват специални фитинги, в които по време на производството се монтират нагревателни елементи. Те включват лакти, седалки, тройници и тапи. За свързване на продукти с вградени нагреватели са необходими специални електрофузионни устройства с най -различна степен на сложност и оборудване.
Ако искате да използвате полиетиленови тръби и да не се натоварвате с намирането на подходящо оборудване, тогава можете да закупите PE тръби. Те са предназначени за вътрешно и външно водоснабдяване, канализация, отводняване. Малки диаметри на такива тръби (до 63 мм) могат да бъдат сглобени с помощта на месинг или полипропиленови фитингис гумени пръстени за уплътняване.
Ако решите да смените или монтирате софтуера сами нова системаводоснабдяване или отопление, като използвате пластмасови изделия, тогава това ще бъде съвсем по -близо. Но за успешното изпълнение на задачата е необходимо да се запознаете с основните принципи на свързване на избраните тръби и не забравяйте да се консултирате с професионалисти.
Днес полимерните продукти се използват в много области на нашия живот и индустрии. Но HDPE - полиетилен с ниско налягане - е особено популярен. Този материал е здрав, издръжлив, лесен за инсталиране поради ниското си специфично тегло. Тръбопроводите за различни цели често се правят от полиетиленови тръби. За свързване на отделни детайли се заваряват продукти от HDPE. В нашата статия ще говорим за разновидностите и характеристиките на заваряването на HDPE тръби.
Разновидности на връзките
За да свържете полиетиленови тръби, можете да използвате следните методи:
- Разглобяем. За да се извърши такова свързване на заготовки от HDPE, ще са необходими стоманени фланци. основна характеристикаТози принцип на свързване е, че тръбопроводът може да бъде разглобен по време на работа.
- Неразглобяем. В този случай няма да работи за разглобяване на комуникациите. За да се направи такава връзка, детайлите трябва да бъдат заварени. За тази цел може да се използва един от следните методи:
- челно заваряване на полиетиленови заготовки;
- заваряване на продукти от HDPE чрез съединители.
За сглобяване на тръбопроводи от елементи с голям диаметър се използват терморезистивни фитинги или челно заваряване. При използване на двата метода се получава надеждна монолитна връзка.
Челно заваряване на HDPE продукти

Заваръчното заваряване на HDPE тръби изисква използването на заваръчно оборудване. Поради факта, че по време на заваряването не се използват допълнителни части, процесът на инсталиране е значително опростен. По този начин могат да се заваряват само заготовки от HDPE.
Внимание: високо качество челно заваряванеПродуктите от HDPE ще работят само ако са направени с един шев. Поради това здравината на съединяването на съединяваните части ще бъде максимална.
Челно заваряване на полиетиленови тръби е най -ефективната и универсална технология, тъй като поддържа гъвкавостта на материала по целия тръбопровод. Този метод може да се приложи независимо от вида на използваната тръбна инсталация (изкоп, без траншея или отворен).
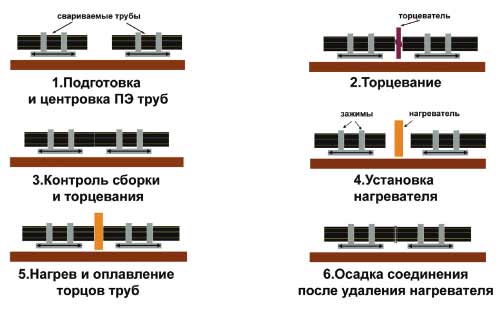
Запояване на полиетиленови тръби се извършва в следната последователност:
- Като начало краищата на детайлите, които трябва да се съединят, трябва да бъдат инсталирани в централизатора на заваръчното оборудване.
- След като частите се подравнят и фиксират, с помощта на памучна салфетка и спирт е необходимо да се почистят краищата от прах, замърсявания и мазнини.
- След това краищата, които ще бъдат заварени, се обработват с помощта на устройство за рязане на краища. Подрязването се спира, когато започнат да се образуват равномерни стружки с дебелина не повече от 0,5 мм. Заготовката вече може да се отстрани и паралелността на краищата може да се провери на ръка.
- Ако се открие неприемлива междина между заваряваните повърхности, операцията на подрязване трябва да се повтори.
- След това тръбите се запояват. За да направите това, с помощта на нагревателен елемент с незалепващо покритие, краищата на детайлите се нагряват до необходимата температура.
- Когато краищата са достатъчно разтопени, ние отделяме продуктите, които ще бъдат заварени, и също така премахваме елемента за нагряване от зоната на заваряване.
- След това краищата, които ще бъдат заварени, могат да бъдат затворени и налягането на затягане може да се увеличи, докато достигне необходимата стойност.
- Заваръчният шев трябва да се поддържа под налягане за определен период от време.
- След това се проверява качеството на заваряването. За това се оценяват външният вид на дупката, ширината и височината.
Гнездо заваряване на заготовки от HDPE

Заваряването на тръби от HDPE по метода на свързване се извършва с помощта на специална заваръчна единица, наречена поялник, както и набор от специални дюзи, които могат да се различават по диаметър. Размерът на дюзата се избира въз основа на диаметъра на заварените полиетиленови тръби.
Свързването на спояване на тръбопроводи от HDPE се извършва с помощта на фитинги. Конфигурацията на тези продукти може да варира. Те идват под формата на ъгли, тройници или съединители. При този метод на запояване краищата на заготовките и фитингите се заваряват.
Важно: основното предимство заваряване с гнездосе състои в това, че може да се извърши на труднодостъпни места, където аксиалното изместване на заготовките е трудно.
Нагряването на полиетиленови части се осъществява чрез контакта на детайла с нагрятата метална част на заваръчния агрегат. Състои се от две подвижни части:
- дорникът загрява вътрешната повърхност на фитинга;
- отоплителната тръба се вкарва в ръкава.
За да монтирате тази дюза в отвора на запояващото устройство, втулката и дорникът трябва да бъдат усукани заедно.
Запояването на полиетиленови тръби по метода на свързване включва следните подготвителни мерки:
- Заготовките трябва да бъдат изрязани със специални ножици до желания размер. В този случай е необходимо да се гарантира, че разрезът е строго перпендикулярен на надлъжната ос на продукта.
- Преди запояване краищата на съединяваните детайли трябва да бъдат почистени.
- За да се предотврати нежеланото охлаждане по време на заваряване, краищата на тръбите, които в момента не са свързани, се затварят с тапи.
- След това трябва да почистите повърхността на заваръчната дюза от частици материал, които може да са останали след предишната работа.
Сега можете да започнете самия процес на заваряване, който се извършва в следната последователност:
- Първо, дюзата трябва да се затопли до температурата на заваряване. Когато стойността достигне необходимото ниво, индикаторът на тялото на поялника ще даде сигнал.
- След това тръбата от HDPE трябва да се вкара в втулката, докато спре. От своя страна фитингът също се притиска към дорника, докато спре. Тъй като диаметрите са малко по -различни, ще трябва да се положат известни усилия за завършване на процедурата.
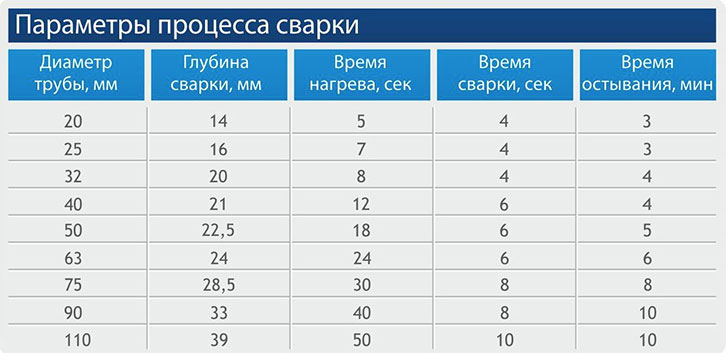
- Избираме времето за заваряване на тръбите според специални таблици, където този индикатор е посочен за продукти с различни диаметри.
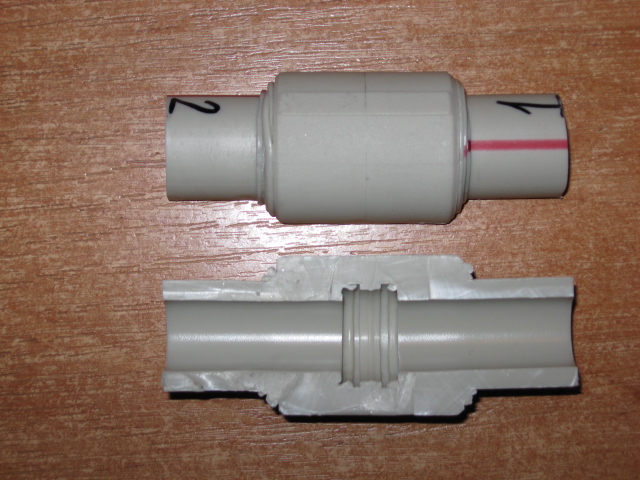
- В процеса на поставяне на тръбния елемент и поставяне на фитинга, излишният материал от повърхността на детайлите се топи и изстисква. В резултат на това по ръба на заваряваните елементи се образува пръстеновидно зърно - пръстен.
- Налягането при поставяне на части трябва да бъде спряно в момента, в който детайлът и фитингът достигнат ограничителя. Много е важно да се спазва това условие, тъй като в противен случай връзката няма да бъде достатъчно здрава. Тъй като е трудно да се определи точно дълбочината на потапяне на детайла, е необходимо първо да се измери тази стойност и да се направи маркировка върху тръбата.
- След това извадете заготовките за заваряване от дюзата. След това монтирайте тръбата във фитинга, така че тя да опира плътно към пръстеновидното зърно. Оставете свързаните елементи да се охладят. В този случай не трябва да ги усуквате и да ги излагате на различни механични влияния.
Електрофузионно заваряване

За да се направи такава връзка, е необходим специален електромагнит, в който са монтирани вградени нагревателни елементи. Ако сравним това заваряване с челно заваряване, то ще струва повече поради необходимостта от закупуване на скъпи електрически съединители.
Тази техника обаче има своите предимства:
- Тъй като на вътрешната повърхност на тръбите не се образува неравност, пропускливостта на тръбопровода не намалява.
- Този метод на заваряване е удобен за използване в ограничено пространство, където е невъзможно да се монтира цялостно заварено устройство.
За свързване на два детайла в права част на тръбопровода се използват конвенционални електрофузионни съединители. Въпреки това, в някои случаи може да са необходими електрофузионни тройници и седлови клони. За да завършите работата, ще ви е необходим електрофузионен заваръчен апарат.
Процесът на заваряване се извършва с помощта на полиетилен заварен фитинг... Това е специален продукт, който има вградени спирали, които действат като нагревателни елементи. В този случай част от монтажния материал, който се стопява поради нагрятата спирала, се свързва с полимерния материал на детайла, образувайки непрекъснат монолитен тръбопровод. Между другото, спиралата остава в получения шев завинаги.
Важно: електрофузионната технология ви позволява да получите връзка с висока якост. Въпреки това, поради високата цена на този метод, той се използва при инсталиране на комуникации под налягане за транспортиране на газ и нефтопродукти.
Заваряването с електрофузия се извършва в следната последователност:
- С помощта на специално режещо оборудване тръбите се нарязват на парчета с желания размер.
- Освен това детайлите трябва да бъдат почистени от замърсявания и обезмаслени в точката на заваряване. Електрофузията трябва да бъде подложена на същото третиране.
- След това върху тръбните елементи се правят маркировки, които ще ви позволят да контролирате дълбочината на вкарване на тръбата в ръкава.
- За да се предотврати нежеланото охлаждане на елементите по време на заваряването, свободните краища на тръбите се запушват.
- С помощта на специални проводници, заваръчният блок е свързан към електрическия съединител, натиска се бутонът за стартиране.
- След определен период от време уредът ще се изключи сам, което ще означава завършване на заваряването.
- Получените по този начин връзки могат да се задействат само след час.
Внимание: основното условие за получаване на висококачествен шев е неподвижността на частите по време на процеса на заваряване и охлаждане.
Към получените заварени съединения се налагат следните изисквания:
- Пръстенен валяк заваркатрябва да припокрива маркировката, направена върху детайла преди заваряване.
- Допустимото изместване на тръбните секции един спрямо друг е не повече от 10% от дебелината на стената на HDPE елемент.
- Ако дебелината на стената на детайла, който ще бъде заварен, е не повече от 5 мм, тогава височината на перлите на висококачествен заварен шев трябва да бъде приблизително 2,5 мм. В случай на заваръчни тръби с дебелина на стената 6-20 мм, височината на перлата трябва да бъде повече от 5 мм.
При избора на метод за заваряване на заготовки от HDPE си струва да се вземат предвид условията на работа на сглобените инженерни комуникации... Само като се вземе предвид този фактор, може да се изгради надежден и висококачествен тръбопровод, който да работи ефективно през целия период, определен за него.