Заваряване на полиетиленови тръби от HDPE. Цена на заварени фитинги. Метод на електрофузионно заваряване
Полимерните материали постепенно запълват всички ниши на пазара на стоки и услуги, а също така проникват не само в битовата и промишлената сфера, тъй като придават на различни продукти уникални технически и експлоатационни характеристики. Статията ще се фокусира върху полиетиленовите тръби ниско налягане(HDPE), както и технологиите, по които се заваряват такива продукти.
Съществуващи методи за монтаж на HDPE тръби
HDPE тръбите са много популярни днес, тъй като са много лесни за инсталиране (от един работник). Въпреки това, трябва да разберете как тези тръби са свързани помежду си, за да получите надежден тръбопровод.
Има два вида връзки:
- Разглобяема. Позволява анализ на конструкцията по време на работа. За създаване на подобна връзка могат да се използват стоманени фланци.
- Неразглобяеми. Конструкцията на HDPE тръбни сегменти е монолитна. Осъществява се чрез заваряване на тръби по челния метод или чрез съединители.
При инсталиране на тръбопроводи с голям диаметър е необходимо да се използват терморезистивни фитинги. В този случай монолитната връзка ще бъде здрава и няма риск от деформация при правилна работа.
Характеристики на челно заваряване на HDPE тръби
На първо място, за да извършите работата, ще ви е необходим апарат за челно заваряване на HDPE тръби. Приятен бонус е, че не е необходимо да купувате допълнителни прикачени файлове за него. Технологията е подходяща само за свързване на HDPE тръби със същия диаметър.
Най-висококачественото заваряване на HDPE тръби се получава само ако сегментите са свързани в един шев. В този случай силата на сцепление ще бъде оптимална и няма да има Голям бройточки на пиково натоварване на тръбопровода.
И до днес заваряването е най-универсалното и ефективен начинмонтаж на тръбопроводи и дори фактът, че полиетиленът се използва като материал, от който са направени тръбите, не намалява популярността на заваряването. За заварен тръбопровод материалът остава гъвкав по цялата си дължина. Няма значение как точно ще бъде положена системата, тъй като машината за заваряване на HDPE тръби дава възможност за работа при всякакви условия.

Процедурата на заваряване е както следва:
- Краищата на тръбите се монтират в централизатор (елемент, с който е оборудвана заваръчна машина за заваряване на HDPE тръби), след което се подравняват един спрямо друг и се фиксират здраво (прочетете също: ""). В този случай краищата на тръбите трябва да бъдат добре почистени от различни замърсявания, прах и др.
- Освен това е необходимо да се използва устройство за подрязване за извършване на механична обработка на тръбните сегменти, които ще бъдат заварени. По време на този етап е необходимо да се постигне равномерен чип от 0,5 мм и след това да се провери съединението на крайните части на тръбата. Всяка междина между HDPE тръбите трябва да бъде премахната чрез повторение на процедурата за подрязване.
- След това оборудването за заваряване на HDPE тръби се използва за загряване на краищата. Не забравяйте да използвате нагревателен елемент с незалепващо покритие. Когато краищата започнат да се топят, е необходимо да ги разредите и бързо да премахнете нагревателя.
- Нагретите сегменти се съединяват и силата на тяхното компресиране се увеличава равномерно, докато двете тръби са плътно фиксирани една спрямо друга. Препоръчително е да изчакате по-дълго, докато ставата изстине. Само в този случай шевът ще бъде възможно най-надежден.
Качеството на извършеното заваряване се определя като външен виднаправения шев и според линейните размери на тръбопровода при фугата (не трябва да има неравности).
Заваряване на HDPE тръби през съединител
Ако правите сами ръкави за заваряване на HDPE тръби, тогава трябва да имате заваръчен уред от типа на поялник, както и набор от дюзи за него. Диаметрите на дюзите се избират в съответствие с размерите на използваните фитинги. В допълнение към оборудването за заваряване, трябва да закупите фитинги: съединители, ъгли, тройници и др.
Всъщност двойката за заваряване е краищата на фитинга и тръбата. Методът е неудобен, тъй като ако връзката е неправилна, тръбопроводът ще бъде скосен и следователно броят на фитингите трябва да надвишава броя на очакваните фуги.

Предимството на заваряването на гнезда е, че може да се извърши при много неудобни условия, когато аксиалното изместване на тръбите е ограничено. HDPE тръбата се нагрява чрез контакт с метална дюза върху поялник.
Конструктивно дюзата се състои от два елемента, усукани в едно парче. Фитингът се нагрява от първата част, наречена "дорник", а втората се нарича "втулка" и HDPE тръбата се вкарва в нея.
Подготвителен етап за заваряване през фитинг
Необходимо е да започнете да свързвате две тръби след извършване на определени действия с тръбата и фитинга:
- Тръбата се нарязва с помощта на специални ножици, като се вземат предвид необходимия размер. Най-добре е да използвате ножици с регулируем ъгъл на рязане, тъй като секцията трябва да е под прав ъгъл спрямо външната стена на тръбата.
- Зоните, които ще бъдат включени в заваряването, трябва да бъдат почистени от всякакви замърсявания, прах и неравности. Вътрешността на тръбата от страната, където не се извършва заваряване, е най-добре да се затвори с тапа.
- Ако заваръчната машина се използва повторно, тогава трябва да запомните да я почистите от остатъците от предишната процедура.
След като изпълните горните стъпки, можете да започнете да загрявате поялника. Фактът, че е установена желаната стойност на температурата, ще бъде отчетен от специален индикатор, който се предлага във всяка машина за заваряване на HDPE тръби. Работата се извършва точно във времето, което съответства на определен външен диаметър на тръбата.
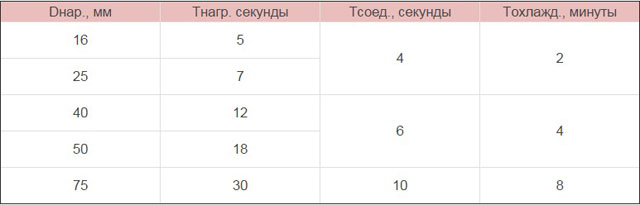
По-долу е даден списък на времевите рамки за всеки от етапите на загряване и докинг за стандартни диаметри HDPE тръби ( външен диаметър(милиметри); време за нагряване на елементите (секунди); време за скачване на нагрети елементи (секунди); време за охлаждане на ставите (минути):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Вероятно най-важната стъпка е закрепването на прилягащите елементи към дюзата, тъй като прекомерното налягане може да доведе до образуването на голям пръстен в краищата на тръбата и фитинга на масата, излизаща от рефлокса.
Съответно поставете тръбата и поставете фитинга докрай, но не използвайте прекомерна сила в последния етап на процеса. Това може да се избегне, като прикрепите фитинга и вкарате тръбата с изключен поялник.
В този случай ще бъде възможно да се постави съответен знак. След нагряване е необходимо да извадите елементите и да ги свържете до свързването на мънистата. До пълно охлаждане конструкцията трябва да е в покой и да не е подложена на механично натоварване.
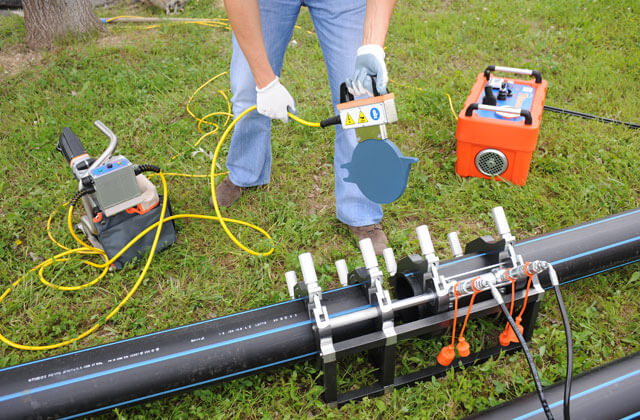
Какво е уникалното и как се извършва електрофузионно заваряване
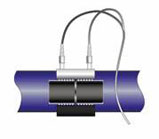
Електрофузионното заваряване е съвременна модификация на метода на свързване на тръби, описан по-горе. За изпълнение на тази процедура се използват специални съединители, в които първоначално се поставят електрически нагревателни елементи. Като се има предвид, че се консумира такъв ресурс като електрическа енергия, е възможно да не се говори за рентабилността на процеса в сравнение със стандартното челно заваряване.

Най-простият елемент за този тип заваряване е електрофузионният съединител, но има и седлови клони и тройници от електрофузионен тип. След това ще говорим за това как да извършим самостоятелно инсталация с помощта на електрофузионни съединители и електрофузионна заваръчна машина.
Дизайнът на такава заваръчна машина предполага наличието на специални спирали, които са нагревателни елементи. Тънък слой в края на фитинга се топи под въздействието на температурата и това му позволява да се свърже с пластмасовите сегменти на тръбопровода. Спиралата остава в шева между елементите, придавайки на конструкцията повече здравина (по аналогия с армировката). Естествено, този метод е най-скъпият и се използва главно за сглобяване на газопроводи.
Работата се извършва в процеса на електрофузионно заваряване в определена последователност:
- С помощта на специален нож тръбопроводът се нарязва на предварително маркирани парчета.
- След това трябва да почистите вътрешността на електрическия съединител и тръбните сегменти, които ще бъдат заварени един към друг. След това същите зони се обезмасляват.
- Върху тръбите са маркирани места, за да може да се контролира дълбочината на влизане на съединителя.
- Отворените краища на тръбите, които няма да се варят на този етап, се затварят с тапи.
- Заваръчната машина е свързана към съединителя посредством два проводника, което дава възможност да се постави на разстояние от работната площадка.
- Бутонът за стартиране е натиснат. По време на нагряване, сцепление и до пълно охлаждане тръбните сегменти трябва да останат неподвижни един спрямо друг.
- Машината също се изключва сама след изтичане на необходимото време, тъй като първоначално е била конфигурирана за запояване на HDPE тръби (прочетете също: "").
- Тръбопроводът може да бъде пуснат в експлоатация не по-рано от 1 час след заваряването.
![]()
Заварените съединения на HDPE тръби трябва да отговарят на следните изисквания:
- заваркатрябва да се намира на или над външната повърхност на тръбопровода;
- изместването на сегментите на тръбопровода не трябва да бъде повече от 10 процента от дебелината на стената на използваната тръба;
- шевът, стърчащ над тръбопровода с дебелина на стената до 5 милиметра, трябва да бъде не повече от 2,5 милиметра, а с дебелина от 6 милиметра до 2 сантиметра - до 5 милиметра.
Резултат
Статията описва подробно методите за заваряване на HDPE тръби и служителят трябва само да избере най-оптималния за конкретен тръбопровод. Ако работата се извършва стриктно съгласно предложените инструкции, тогава тръбопроводът ще служи дълго време, ефективно и надеждно. Също така, целият процес на монтаж може да бъде поверен на специалисти, които ще осигурят собствено оборудване и ще помогнат при придобиването на необходимите материали.
Широко приложение и разпространение полиетиленови тръбиизисква използването на специални свързващи елементи, които обикновено се наричат фитинги сред професионалистите. Днес много производствени компании предлагат своите услуги за тяхното производство. Фитингите за тръби позволяват на майсторите да монтират системата възможно най-бързо и ефективно. Има много видове от тях, сред които трябва да се разграничат заварените фитинги. Те трябва да отговарят на следните изисквания:
- Значителна надеждност на закрепване.
- Сила и издръжливост.
- Висока херметичност и водоустойчивост.
- Изразена издръжливост.
- Устойчив на корозия и агресивни химически съединения.
Заварените фитинги се използват успешно в системи за водно налягане. Те ви позволяват да извършвате различни разклонения, завои и издигания на водоснабдителната система. Крепежните елементи от този тип изглеждат като сегмент от полиетиленова тръба със специални характеристики, които са свързани чрез челна техника с помощта на заваръчно оборудване под произволен ъгъл. Този тип фитинги се изработват с помощта на различни начини, които са внимателно проверени и тествани на всеки етап от производството. Ето защо при закупуване на този тип крепежни елементи всеки клиент получава гарантирано качество.
HDPE заварени фитинги
Често за тръби от HDPE се използват специални фитинги. Основните предимства са високото фабрично качество и приемливата цена на стоките. HDPE фитингите са заварени от висококачествена мед или месинг, които са сертифицирани по международни стандарти.
С помощта на тези фитинги тръбите с еднакъв и различен диаметър се свързват добре. Подходящи са за клони и завои с различна сложност, за монтаж на тапи върху полиетиленова тръба. Заварените HDPE фитинги се различават по твърдост и разглобяване. Диаметърът им варира от 63 до 315 милиметра.
Ниската цена на заварените фитинги им позволява да се използват в много системи. Подобряването на водопроводите и газопроводите не може без тях. Трябва да се има предвид, че транспортираната течност не трябва да надвишава температура от 40 градуса. HDPE заварените фитинги осигуряват висока херметичност на системата и предпазват потребителите от неочаквани спуквания и течове.
Цена на заварени фитинги
Поради високото си качество, фитингите се използват в много водоснабдителни системи, както за технически нужди, така и за питейни нужди. Те принадлежат към екологично чисти продукти, не променят органолептичните свойства на водата и не натрупват токсични компоненти. За максимално удобство и висока херметичност си струва да закупите заварени фитинги. Цената на такива крепежни елементи ще зависи от доставчика, вида на материала и основните характеристики на фитингите. Не забравяйте да вземете предвид диаметъра и вида на фитингите.
Фирмите производители предлагат закупуване на заварени фитинги, чиято цена има добро съотношение с високо качество. Всеки може да закупи необходимия брой заварени фитинги, които винаги се намират в складовете на предприятията. Техен високо качествои сертифицираната продукция позволява на всеки клиент да спести пари, да избегне последващи чести ремонти и нежелани повреди в системата. Лекотата на дизайна осигурява бърз транспорт и лесен монтаж, който не изисква специални умения и голям опит.
Заваряване полиетилен HDPEтръбие процес на получаване на трайна връзка чрез взаимно проникване под налягане и последващо охлаждане на разтопените краища на два полиетиленови елемента. Пълното наименование на този метод е "Контактно заваряване с плосък нагрет приклад на инструмент". Името в ежедневието е " Челно заваряване HDPE тръби“.
Фирма "ДВН-Строй" предоставя услуги за челно заваряване на следните видове тръби:
1. Заваряване на HDPE тръби;
2. Заваряване на полиетиленови тръби;
3. Заваряване на PE тръби.
Тръбите са заварени в Omicron и Rothenberger. Диаметърът на HDPE тръби е 110, 160, 225, 315. Заваряваме и тръби с големи диаметри 400, 500, 630 мм.

Челното заваряване на полиетиленови тръби се извършва от квалифициран екип.
Цената на услугите за челно заваряване на PE тръби можете да намерите в раздела
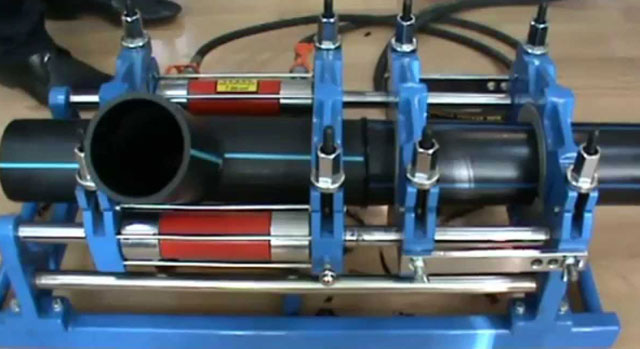
Оборудване за заваряване на полиетиленови PE тръби
Инсталацията за челно заваряване на HDPE тръби се състои от три основни елемента:
- Стойка с централизатор за захващане на тръби, при която се създава необходимата аксиална сила в краищата на РЕ тръбите. Централизаторът може да се задвижва механично или хидравлично. Първият се задвижва ръчно, вторият се задвижва от хидравличен агрегат.
- Електромеханичен облицовъчен инструмент за подравняване на краищата на тръбите преди нагряване.
- Нагревателен елемент - огледало за заваряване (обикновено използван "тиган") е елемент, с който се нагряват и разтопяват краищата на HDPE тръби.
Някои несъществени аксесоари може да са включени в комплекта за сливане на задните части.
Цялото заваръчно оборудване може да бъде разделено на няколко групи:
Огледала за заваряване. Най-евтиният начин за заваряване на HDPE тръби. Поради липсата на централизатор и облицовъчен инструмент, не се препоръчва използването му за заваряване на тръбопроводи под налягане.
Заваръчни машини с механично задвижване. Това оборудване е предназначено за челно заваряване на тръби с диаметър до 160 мм и има оптимално съотношение цена/качество.
Заваръчни машини с хидравлично задвижване. Това оборудване е предназначено за професионално заваряване на тръби от всякакъв диаметър.
Елементи на автоматизация и регистриране. Предназначени за автоматизация и съответно регистриране на процеса на заваряване. Това е необходимо при заваряване на особено критични тръби, както и когато се изискват протоколите за заваръчни съединения като част от екзекутивната документация.
Също така, цялото заваръчно оборудване може да бъде разделено според вида на материалите, които ще бъдат заварени:
- за заваряване на полипропиленови тръби (PP тръби);
- за заваряване на полиетиленови тръби (PE тръби);
- за заваряване на тръби от поливинилиден флуорид (PVDF тръби);
- за заваряване на полибутенови тръби (PB тръби);
Технология на челно заваряване на полиетиленови HDPE тръби
Челното заваряване на заваръчно оборудване по метода "челно" е най-търсеното и ефективен методмонтаж на HDPE тръби. Челно заваряване се извършва, ако диаметърът на материала е повече от 50 мм, а дебелината на стената е повече от 4 мм.
Не е разрешено заваряване на нееднородни полимерни материали.
Идеята на метода за челно заваряване на PE тръби е, че краищата по време на заваряване се нагряват до състояние на вискозен полиетилен чрез директен контакт с електрически нагревателен елемент. След това разтопените краища на тръбите се свързват чрез хидравлично налягане и се държат известно време, докато се охладят напълно.
Преди процеса на нагряване се подлагат краищата на тръбите, които ще бъдат заварени механично почистванеи третиране за отстраняване на замърсители.
Общо има пет етапа на челно заваряване на тръби:
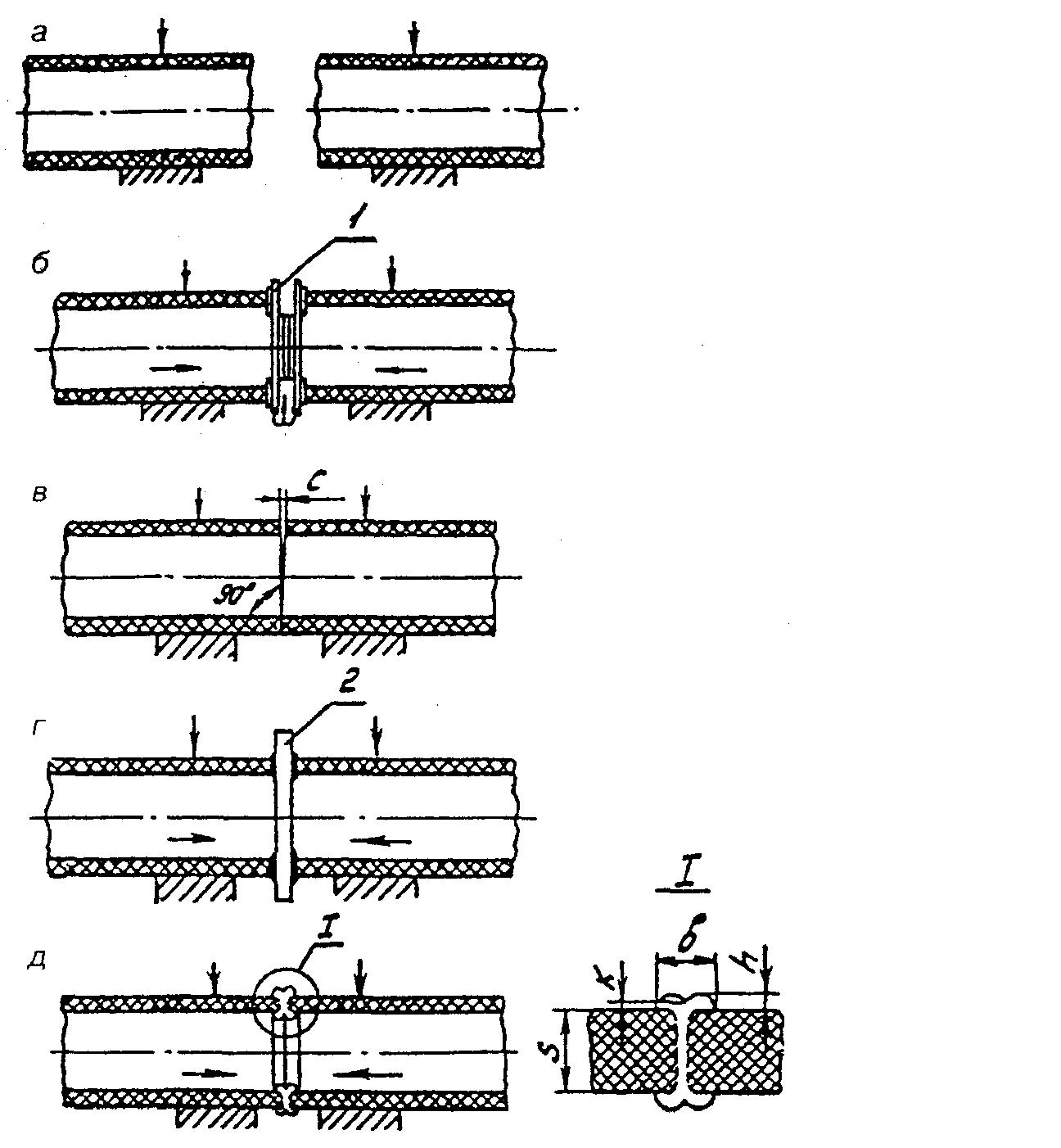
- а) Монтаж и подравняване на краищата на тръбите за заваряване в пръстеновидните скоби на заваръчната машина;
- б) Облицовка преди заваряване със специални ножове с механично задвижване (на фиг. 1);
- в) Прави се визуална проверка за точността на съвпадението на краищата, следи се големината на междината (на фиг. В);
- г) Повърхностите се нагряват и топят с предварително нагрят инструмент (на фиг. 2);
- д) Нагревателният елемент се отстранява от зоната на заваряване, тръбите се свързват под налягане. Ставата се утаява;
По време на челно заваряване на тръби е необходимо да се контролират следните основни параметри:
- температура на нагревателния елемент;
- Време за нагряване на повърхностите, които ще се съединяват;
- Количеството на полиетиленовото оплавяване (височина на буренето);
- Контактно налягане по време на нагряване и по време на охлаждане;
След приключване на процеса на челно заваряване на HDPE тръби, по време на процеса на охлаждане, заваръчният шев достига необходимата якост, като също така се осигурява хомогенност на материала в фугата.
Основни правила за челно заваряване на полиетиленови тръби от HDPE
дупето заваряване на HDPE тръбисе извършва само върху твърда, равна повърхност, например от дъски, или върху асфалтова или стоманобетонна основа.
При заваряване на полиетиленови тръби със сигурност трябва да се осигури подравняването на тръбите. Разликата в осите на тръбите, които ще се заваряват, не трябва да надвишава 10 процента от дебелината на стената на тръбата.
Обратните краища на HDPE тръби по време на заваряване се затварят с тапи, за да се избегнат течения вътре в тръбите, за да се поддържа определената температура за челно заваряване на полиетиленови тръби.
Преди да се фиксират в скобите, краищата им се избърсват с кърпа без власинки отвътре и отвън. Скобите на централизатора също се избърсват.
Челното заваряване на HDPE тръби е процес на получаване на трайна връзка чрез взаимно проникване на крайните ръбове под въздействието на повишени температури и налягане, последвано от охлаждане при контролирани условия.
Предимства на челното заваряване на тръби
Челното заваряване на HDPE тръби, извършено от компанията Komfortnaya Dacha, е доста евтин и практичен метод за свързване на тръбопроводи, което прави възможно получаването на тръбопровод с висока степен на херметичност. Освен това, дупена ставапо състав и структура не се различава от състава и материала на тялото на тръбата, следователно експлоатационният живот на такова съединение е равен на експлоатационния живот на самата тръба и надвишава 50 години.
Днес нашата фирма извършва челно заваряване на тръби от 50 до 1600 мм. Това ви позволява да заварявате всякакви тръби за домашна и промишлена употреба.
Високата херметичност и издръжливост се постигат при най-стриктно спазване на процеса на заваряване, осигурен от специалистите на нашата фирма.
Основните етапи на заваряване
Заваряването на HDPE тръби се извършва на няколко етапа, всеки от които е от основно значение и трябва да се извършва много внимателно и изключително внимателно.
- - подготовка на работното място.
- - подготовка на тръби.
- - монтаж и подравняване на тръби.
- - мигане на краищата на HDPE тръби.
- - заваряване на краищата на тръбите и охлаждане на фуги
По-долу ще разгледаме всички тези етапи по-подробно.
Оборудване
Инсталацията за челно заваряване, използвана от нашата фирма, се състои от няколко възела - легло, в комплект с центратор, облицовъчен инструмент и нагревателен елемент.
Рамката и центраторът са проектирани така, че да закрепят здраво тръбите, да предотвратят изместването на краищата един спрямо друг, както и да осигурят необходимата сила, насочена по оста на тръбата. Типът на задвижването може да бъде механичен или хидравличен.
Целта на тримера е да подравни крайните части на тръбите за най-плътно прилягане на повърхностите. По вид на задвижването такива устройства могат да бъдат механични или електромеханични.
Задачата на нагревателния елемент е да загрее краищата на тръбата до предварително определена температура и да загрее тялото на тръбата до необходимата дълбочина.
Механичното задвижване, за разлика от хидравличното и електромеханичното, има своите ограничения. По-специално, той не е приложим за заваряване на тръби с диаметър над 160 mm. Това се обяснява с факта, че механичният метод не позволява създаване на налягане, необходимо за висококачествено заваряване на тръби с по-голям диаметър.
Подготовка на работното място и инструменти
На този етап специалистите на компанията Komfortnaya Dacha избират оборудването, съответстващо на диаметъра на HDPE тръбите. По-специално се избират скоби, вложки и нагревателни елементи, което има второ име - нагревателно огледало. Всички части в контакт с тръбата трябва да бъдат добре почистени от замърсявания, мазнини, оксиди и прах. Проверява се и работата на оборудването, включително тримера.
След това се приготвя работно място... При заваряване на тръби с голям диаметър и с голямо специфично тегло е необходимо да се монтират опори, които да задържат тръбата и да я предпазват от огъване.
За да се гарантира високото качество на такъв процес като челно заваряване на HDPE тръби, е много важно да се осигури чистотата на заваряващите се повърхности и температурния режим. Ето защо, при слънчево, влажно или ветровито време, както и ако температурата заобикаляща средапо-малко от -10 или по-високо от +30 градуса по Целзий, процесът на заваряване се извършва в палатка, която предпазва съединението от всички горепосочени фактори.
Краищата на тръбите, противоположни на тези за заваряване, се затварят със специални тапи. Това е необходимо, за да се предотврати движението на въздуха вътре в тръбата, може да повлияе на скоростта на втвърдяване на шева.
Инструментът за рязане на тръби се почиства от грес, за да се предотврати пренасянето му върху повърхността на тръбата. За това можете да използвате всеки обезмасляващ агент.
Компанията "Comfortable Dacha" разполага с най-модерното и висококачествено оборудване за заваряване на HDPE тръби, което гарантира прецизно спазване на технологичния процес и ви позволява да контролирате всички параметри, като температура, налягане и др.
Подготовка на тръбата
Краищата на тръбите се подготвят правилно преди заваряване. Ако има дупки, вдлъбнатини или други дефекти по краищата, те трябва да бъдат изрязани по такъв начин, че крайният разрез да е равен и без дефекти.
За да се гарантира качеството на заваряването, краищата на тръбите се почистват от прах, мръсотия, мазнини, графит, вода и други елементи, които могат да окажат въздействие. Почистването се извършва на двата заварени края от вътрешната и външни странитръби на разстояние най-малко 30 mm от края. Ако е необходимо, краищата на тръбите се обезмасляват с ацетон или алкохол.
Технологията на заваряване при полагане на HDPE тръби предвижда наличието на празнини между краищата на тръбите не повече от 0,5 mm (диаметър до 110 mm) или 0,7 mm (диаметър повече от 110 mm). За да се постигне тази точност, краищата на тръбите се закрепват върху лицева повърхност. За облицовка тръбата е здраво фиксирана в заваръчната машина. Всички отпадъци, генерирани по време на процеса на подрязване, трябва да се отстранят от тръбата с чист парцал или кърпа.
Важно е да запомните, че парцалите за ръчно избърсване не са подходящи за почистване на тръби, т.к те съдържат масла и греси, които ще се прехвърлят върху повърхността на тръбата.
Монтаж и подравняване на тръби
Непосредствено преди началото на заваряването тръбите се монтират в заваръчната машина, краищата им са здраво фиксирани в централизаторите. В този случай изпъкналите части на тръбите трябва да са приблизително 60-70 мм. Затягането на тръбата в централизатора се извършва по такъв начин, че да не се нарушава геометрията на тръбата и да не се причинява нейната елиптичност, което ще доведе, първо, до напрежение в материала на тръбата и, второ, до несъответствие на краищата. Изместването на ръбовете на тръбата един спрямо друг не трябва да надвишава 1/10 от дебелината на стената. Така че, ако дебелината на стената е 15 мм, тогава изместването на краищата на тръбите не трябва да надвишава 1,5 мм.
Мигане на краищата на тръбите
Заваряването на тръби става в процеса на взаимно проникване на материалите на краищата на тръбите един в друг и образуването на едно цяло. За да се постигне тази цел, повърхностите, които ще бъдат заварени, трябва да бъдат разтопени при определени условия. За това между краищата на тръбите се вкарва кръгъл нагревателен елемент, нагрят до определена температура. Температурите и времето за нагряване на нагревателния елемент, както и редица други параметри, са показани в таблицата по-долу. Отклонението на посочената температура на огледалото не трябва да е по-високо от 100C. В процеса на нагряване температурата на краищата на HDPE тръби трябва да достигне 2200 C.
Времената за нагряване, дадени в таблицата, са само ориентировъчни. Времето за нагряване зависи от температурата на околната среда, следователно, кога ниски температурие необходимо да се увеличи времето за загряване, а при високи температури да се намали с 10 секунди за всяка степен на отклонение от 20⁰С.
След това тръбите се притискат към нагревателния елемент при определено налягане и се държат в това положение, докато се образува ръб (ръбът на разтопения полиетилен, стърчащ над повърхността на тръбата) с височина 2 mm. След това налягането се освобождава и тръбата се задържа в това положение до края на времето за загряване, посочено в таблицата. Времето е посочено за температура на околната среда от 200 C. Загряването на тръбата след разтопяване на края е необходимо, за да може тялото на тръбата да се загрее на няколко десетки милиметра в дълбочина. В противен случай разтопеният ръб ще се втвърди много бързо и заваръчният шев ще бъде много слаб или изобщо не се образува.
Заваряване на тръби и охлаждане на фуги
След достатъчно нагряване тръбите се разреждат с 5-6 мм и нагревателният инструмент се отстранява. След това се извършва утаяване - тръбите отново се събират и притискат една към друга с определено налягане. Описаната по-горе операция трябва да се извърши много бързо, времето от отстраняването на огледалото до натискането на тръбите не трябва да надвишава 2 секунди. В противен случай повърхността на стопилката може да се втвърди и заварката ще бъде дефектна.
В това положение тръбите се държат, докато полиетиленът се втвърди напълно. Това време зависи от температурата на околната среда и дебелината на стената на тръбата. За различните тръби може да варира от 3 до 15 минути.
Опитът на специалистите от Komfortnaya Dacha предполага, че бързането в този, както и във всички други етапи на челно заваряване на HDPE тръби, е неприемливо. Поговорката „колкото по-тихо отиваш – толкова по-далеч ще бъдеш“ в този случай е вярна както никога досега.
По време на процеса на охлаждане на тръбите е забранено движението и извършването на всякакви други манипулации с тях, които могат да доведат до изместване на тръбите, дори и минимално. Това неизбежно ще доведе до загуба на здравина на ставата и нарушаване на нейната плътност.
Фирма "Comfortable Dacha" предлага полагане на HDPE тръби и заваряване на тръбопроводи в пълно съответствие с технологията, което гарантира на нашите клиенти високо качество на HDPE тръби и тяхната издръжливост. За да извършим тези работи, ние разполагаме с всичко необходимо:
- квалифицирани служители с богат опит в челно заваряване на тръби;
- необходим инструмент;
- всякакви спомагателни материали и устройства, които позволяват монтаж на всяко място и при всякакви метеорологични условия.
Работейки с нас, получавате високо качество на ниска цена.
Търговско дружество "PlastTorgMontazh"предлага на своите клиенти такава услуга като - отдаване под наем на заваръчно оборудване с оператори за полиетиленови тръби с голям диаметър до 1200 мм. Фирмата ни разполага с две машини за челно заваряване полиетиленови тръби със среден и голям диаметър:
- HURNER 1200ръчно (Германия) заваряване на полиетилен тръби от 630 мм до 1200 мм
- RITMO 630(Италия) заваряване полиетиленови тръби от 280 мм до 630 мм
Челното заваряване на полиетиленови тръби се извършва от сертифицирани квалифицирани оператори.
Можете да се запознаете с цената на наемане на оборудване с оператори за челно заваряване на HDPE тръби, като се свържете с нашата компания на телефон: 8 495 226 14 80.
Предимства на наемането на заваръчни машини за HDPE тръби в нашата компания:
- разумна цена за наемане на апарат за челно заваряване на HDPE тръби
- Няма нужда да купувате скъпо оборудване за заваряване
- Бързо пътуване до регионите на Руската федерация
- заваряваме тръби през почивните дни и на 24-часови смени
Връзки полимерни тръбимогат да бъдат разделени на два вида:
Едно парче:
- челно заваряване със заваръчен инструмент;
- електрофузия;
Разглобяем:
- фланцова;
- с форма на камбана с еластични уплътнения.
По правило трайните съединения се използват за тръбопроводи, работещи под налягане - челно заваряване на полиетиленови тръби или заваряване на гнезда, въпреки че не може да се каже, че фланцовите връзки са по-малко надеждни. Гъвкавостта на полиетиленовите тръби и надеждността на връзките правят полиетиленови тръбопроводинезаменим в сеизмично активни зони и на места, където са възможни движения на почвата.
Технология на челно заваряване на HDPE тръби
 Челното заваряване на заваръчно оборудване по метода "челно" е най-търсеният и ефективен метод за инсталиране на HDPE тръби.
Челното заваряване на заваръчно оборудване по метода "челно" е най-търсеният и ефективен метод за инсталиране на HDPE тръби.
При полагането на водоснабдителната система се използват фитинги без вградени електрически нагреватели (кран). Такива фитинги се използват за челно заваряване и са предназначени за инсталиране на питейна вода на места на завои, разклонения, промени в диаметъра на трасето, свързване тръбопроводни фитингии т.н.
Челното заваряване на HDPE тръби се състои във факта, че краищата по време на заваряване се нагряват до състояние на вискозен полиетилен чрез директен контакт с електрически нагревателен елемент. След това разтопените краища на тръбите се свързват чрез хидравлично налягане и се държат известно време, докато се охладят напълно.
Преди процеса на нагряване краищата на тръбите, които ще бъдат заварени, се почистват механично и се обработват за отстраняване на замърсители.
По време на челно заваряване на тръби е необходимо да се контролират следните основни параметри:
- температура на нагревателния елемент;
- Време за нагряване на повърхностите, които ще се съединяват;
- Количеството на полиетиленовото оплавяване (височина на буренето);
- Контактно налягане по време на нагряване и по време на охлаждане;
След приключване на процеса на челно заваряване на HDPE тръби, по време на процеса на охлаждане, заваръчният шев достига необходимата якост, като също така се осигурява хомогенност на материала в фугата.
Технология за електрофузия
 При електрофузионно заваряване тръбите се нагряват чрез използването на полиетиленови фитинги с нагревателни елементи, вградени в тях по време на производството. Произвеждат се разклонени седла, завои, тройници, щепсели, оборудвани с вградени електро спирали, когато електрически ток преминава по спиралата, той действа като нагревателен елемент, в резултат на което полиетиленът се разтопява и оформената част се заварява към стената на тръбата.
При електрофузионно заваряване тръбите се нагряват чрез използването на полиетиленови фитинги с нагревателни елементи, вградени в тях по време на производството. Произвеждат се разклонени седла, завои, тройници, щепсели, оборудвани с вградени електро спирали, когато електрически ток преминава по спиралата, той действа като нагревателен елемент, в резултат на което полиетиленът се разтопява и оформената част се заварява към стената на тръбата.
Преди заваряване повърхността в зоните за заваряване трябва да се почисти механично, за да се отстранят възможни замърсявания и оксиден филм.
Важно е да се осигури пълна неподвижност на полиетиленовата тръба и фитингите, както по време на процеса на нагряване при преминаване електрически ток, и в процес на охлаждане. При заваряване на седло за клони трябва да се използват правилно оразмерени скоби. Основните предимства на електрофузионното заваряване:
- лесен монтаж;
- висока надеждност;
- бързо заваряване на фитинги;
- икономично и ефективно използване;
- универсално приложение по отношение на полиетилена и дебелината на стената му (SDR);
- практичност и лекота на монтаж в изкоп.
Заварените фитинги с вграден електрически нагревател от PE 100 са предназначени за свързване на тръбопроводи в газо- и водоснабдяване, утвърдиха се като надеждна, икономична и удобна за потребителя технология.
 |  |