Електрофузионно заваряване на HDPE тръби. Технология за заваряване на съединители. Правила за работа с електрофузионно устройство
Преди да се пристъпи към предимствата и процедурата за извършване на работата, е необходимо да се изясни какво се разбира под електрофузионно заваряване на HDPE тръби. Съкращението "HDPE" означава полиетилен ниско налягане. Електрофузионно заваряванесе използва изключително за свързване на полиетилен, пластмаса и подобни на тях в тях технически спецификациитръби.
Използването на електрофузионно заваряване е, както следва: нагревателен елемент се прилага към съединението на две тръби, тоест електрофузионна втулка, която поради ефекта на високите температури допринася за тяхното частично топене и заваряване заедно. Електрическият съединител изглежда така пластмасов кух цилиндърсъс спирала, разположена вътре в конструкцията.
Когато токът е свързан, спиралата се нагрява, което също допринася за нагряването на съединителя с тръбите в него. В резултат на този ефект към тях е заварена електрическата връзка, след което е необходимо сплавта да се охлади по естествен начин. Тази техника ви позволява да получите здрави, здрави, неразделни и надеждни връзки. Областта на приложение на електрофузионно заваряване за HDPE тръби е в строителството и ремонта на тръбопроводи.
Използването на електрофузионно заваряване за свързване на HDPE тръби има редица предимства и ползи, дължащи се на ефективен технологичен процес. От всички предимства може да се откроят:

Правила за работа с електрофузионно устройство
За да бъде процесът на заваряване успешен, е необходимо отговаря на следните условия:
- Почистете и подгответе тръбите за заваряване. Крайните части трябва да имат плоска повърхност за по -добро скачване помежду си. За да направите това, е необходимо да премахнете мръсотията от тръбите с четка и да премахнете малък слой стружки с инструмент за отстраняване. След почистване на фугите, те трябва да бъдат обезмаслени. С помощта на хидравлично нивелиране се отстраняват всички овални секции, за да се поддържа тръбата права.
- След подготвителните работи, на краищата на тръбите от HDPE се поставя съединител и монтажът се фиксира в позиционера. Едва след внимателна подготовка електрофузионната машина може да бъде включена към захранването. След като проверят неговата работоспособност, кабелите се свързват към клемите на нагревателния елемент и заваръчната машина се въвежда в правилна работа. За целта се задават температурата и времето, необходимо за процеса, и се прилага процесът на заваряване.
- Индикаторите на заваръчната машина помагат да се следи качеството на процеса, но опитен заварчик може също да наблюдава визуално работата на машината. Съвременните машини за електрофузионно заваряване са оборудвани с режим на саморегулиране и могат да четат баркод при заваряване на части.
Такъв подобрен модел подходящ за начинаещ заварчик, което може значително да улесни работата му. В края на процеса на заваряване разкачете кабелите и оставете заварения възел да се охлади естествено. Цялата необходима информация се прилага към горещия продукт, без да се изчаква охлаждането.
За HDPE с различни диаметри се изискват различни времена на охлаждане. Например тръба с диаметър двадесет милиметра може да се охлади за шест минути. Докато за тръба с диаметър 280 милиметра, това вече ще отнеме около четиридесет и пет минути.
Как правилно да подготвите място за заваряване на HDPE тръби
 За да извършите електрофузионно заваряване на HDPE тръби, първо трябва да подготвите мястото и оборудването. Заварчикът трябва да се увери, че заваръчното оборудване е в добро работно състояние и да се инсталира заваръчна палаткаили структура от този тип. За висококачествени заваръчни работи е необходимо да се изберат места, защитени от въздействието на неблагоприятните метеорологични условия, като дъжд, вятър, сняг, интензивно излагане на ултравиолетова радиация.
За да извършите електрофузионно заваряване на HDPE тръби, първо трябва да подготвите мястото и оборудването. Заварчикът трябва да се увери, че заваръчното оборудване е в добро работно състояние и да се инсталира заваръчна палаткаили структура от този тип. За висококачествени заваръчни работи е необходимо да се изберат места, защитени от въздействието на неблагоприятните метеорологични условия, като дъжд, вятър, сняг, интензивно излагане на ултравиолетова радиация.
Освен това е много важно да се вземе предвид температурата на въздуха при работа със заваръчна машина, която трябва да бъде поне -10 градуса по Целзий и не по -висока от + 50... Когато работи с електрофузионна заваръчна машина, работникът трябва да спазва правилата и разпоредбите за своя район. Баркодът идентифицира параметрите на заваряване и е прикрепен към заваръчния фитинг.
След натискане на клавиша за стартиранезапочва процесът на заваряване. Заварчикът може да види часа на процеса на заваряване и напрежението на дисплея на машината. В края на заваряването се чува звуков сигнал. До пълното време на охлаждане на тръбите за заваряване, затягащото устройство не се отстранява и е в сглобено състояние.
За качеството на извършената работа това условие трябва да бъде изпълнено непременно. Ако поради технически причини процесът на заваряване трябваше да бъде прекъснат, повторното използване на тръбната връзка е напълно неприемливо. Когато заварчикът следва цялата технология, резултатът е много здрави тръбни съединения.
Добавете отметка към този сайт
Първо, цялата мръсотия се почиства напълно от повърхностите, които трябва да се съединят, и оксидният слой се отстранява. За тази цел се използват стъргалки и устройства за отстраняване на оксидния слой. Ръчните инструменти се използват за тръби с диаметър по -малък от 110 мм. Работата с големи диаметри включва използването на механизирани устройства, с помощта на които работата се извършва много по -ефективно и такива устройства се изплащат много бързо.
Необходимо оборудване и инструменти:
- заваръчна машина;
- електрофузионни съединители;
- позиционери;
- закръглени наслагвания;
- инструмент за почистване на тръби (метална четка, мелница и др.).
Технология на използване на електрофузионни съединители
При извършване на работа е необходимо тръбите и фитингите да са неподвижни, това изискване трябва да се спазва при охлаждането им; за да се постигне това, се използват позиционери. Много често, когато инсталират фитинги, те се сблъскват с проблема с овалността на тръбите. За да го премахнете, е необходимо да използвате закръглящи скоби. Ако това не бъде направено, тогава на някои места ще има увеличена пръстеновидна междина, което в бъдеще ще доведе до теч в точката на закрепване на съединителя и тя ще трябва да бъде променена, а това значително увеличава разходите.
Заваръчни машини, с които се извършва електрофузионно заваряване полиетиленови тръби, се различават по производител, качество и степен на автоматизация. След като всичко е подготвено за работа, с помощта на скенер се чете баркод на фитинга, той съдържа информация за производителя, напрежението, времето на заваряване и въз основа на получените данни процесът на заваряване се извършва директно. По време на изпълнението на тези работи заваръчната машина контролира изцяло процеса и на екрана ще бъдете информирани за възникнали аварийни ситуации.
Всичко се случва автоматично, заваряването на гнездото завършва, след като разтопеният полиетилен излезе през контролните отвори на фитинга. Охлаждането на заварените части трябва да се извършва само по естествен начин, като по това време те трябва да са неподвижни.
Добавяне към отметки
Електрофузионни съединители за надеждно свързване на полиетиленови тръби
При подмяна пластмасови тръбипроводници, има нужда от надеждно свързване на отделни елементи; такава инсталация може да се извърши по няколко начина. За полиетиленови тръби това е приложението на заваряване, което може да се извърши с челно заваряване или да се използва елемент като електрофузионна връзка. Съществува и метод за механично свързване, но той не винаги осигурява висока надеждност и херметичност.
Електрофузионното заваряване за полиетиленови тръби е едно от най -надеждните и дълготрайни заварявания днес.
Днес се разграничават три метода:
- механична връзка с фитинги;
- челно заваряване, но е приложимо само при определени условия, когато краищата на тръбата могат да бъдат здраво фиксирани;
- електрофузионно заваряване, което се използва в труднодостъпни условия, например в кладенци, технически отвори, тесни канавки, за спешни ремонти.
Челно заваряване: принцип на свързване

Използването на челно заваряване е просто нагряване на краищата на пластмасов тръбопровод, при което всички заварявани елементи се нагряват до вискозно-флуидно състояние, след което краищата на полиетиленовите тръби се свързват под налягане. При извършване на такава работа продуктът трябва да бъде здраво фиксиран, да не се допускат смени и други движения по време на самото заваряване и охлаждане.
Тази технология е много проста, но не е възможна във всички ситуации, само за свързване на тръбопроводи със същия диаметър и същия клас полиетилен. По този метод не можете да готвите пластмаса с различни характеристики. Условията на работа са следните:
- дебелината на стената на тръбата не трябва да бъде по -малка от 4,5 мм;
- заваряването може да се извърши само в температурния диапазон от -15 до +45 градуса;
- консумацията на електроенергия с този метод е незначителна;
- при заваряване няма нужда да се използва сложно оборудване;
- този метод се използва само когато е възможно сигурно фиксиране на краищата на пластмасови тръби; челно заваряване не е подходящо за работа на трудни, труднодостъпни места-подходяща е само електрическа съединител.
Предимството на електрическите съединители

Заваряването на полиетиленови тръби е идеално, когато има нужда от ремонт на тръби възможно най -скоро.
Използването на електрофузионни съединители за свързване на полиетиленови тръби с всякакъв диаметър е предимно когато методът на челно заваряване не е толкова удобен и практичен. По правило това са канализационни кладенци, много тесни и неудобни канали, монтажни отвори в основите и стените на сградите. Тоест методът на заваряване с помощта на съединител е отличен в случай, когато докинг машината просто не може да бъде инсталирана.
Друго предимство на използването на такъв метод на свързване е, че той е подходящ при различни аварии, в случай на повреда на полиетиленови тръби, когато проблемите трябва да бъдат отстранени в най -кратки срокове.
В допълнение, електрическото заваряване е много просто, не изисква специални познания, готовността на връзката е лесна за установяване с помощта на специални отвори на съединителя.
Правилната температура, необходима от метода на заваряване, е лесно да се определи, ако използвате модерно устройство - то има възможност да прочете необходимата информация директно от баркода за електрофузия.
За работа се използват най -простите инструменти, включително само устройство за почистване на краищата на тръбопровода, директно самите електрофузионни съединители и заваръчна машина, предназначена за свързване.
Етапи на заваряване на полиетиленови тръби, използващи електрофузия
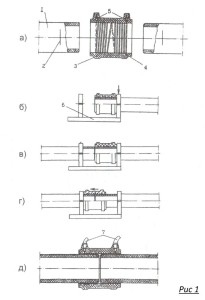
Последователността на работа при свързване на тръби със съединител със ZN: а - подготовка на връзката; b, c, d - етапи на съвместна инсталация; d-съединение, монтирано за заваряване; 1 - тръба; 2 - маркировка на дълбочината на засаждане на съединителя и отстраняване на оксидния слой от тръбата; 3 - съединител; 4 - Z.N.; 5 - клеми; 6 - позиционер; 7 - кабели с клеми на заваръчната машина
С помощта на електрофузия се извършва по този начин:
- Първо е необходимо да се извърши набор от подготвителни работи, които включват почистване на повърхността на двете тръби, които трябва да бъдат свързани, почистване на оксидния слой, мръсотия. Това може да стане с нож, стъргалка или специално механизирано устройство. Това е доста скъпо, но при инсталиране на тръби с голям диаметър използването на обикновен нож е изключително трудно.
- Препоръчва се да се използва специален позиционер за поставяне на съединителя, който ще позволи всички части да бъдат свързани в правилното положение. Специална закръглена плоча помага да се премахне известна овалност на продукта.
- Всички повърхности, които ще бъдат заварени, ще трябва да бъдат обезмаслени. Тази процедура трябва да се извършва както отвътре, така и отвън;
- Ако навън вали или вали сняг, тогава всички елементи, тръби, съединители и др. Трябва да бъдат премахнати под навеса и там да се продължи заваряването. Тръбата трябва да бъде свързана само като се вземе предвид това правило, в противен случай дори не можете да мечтаете за надеждно закрепване.
- След като приключите с подготовката на полиетиленови тръби, можете да продължите директно към самото заваряване. Електрическият съединител се поставя в края на една тръба, като се използва конвенционален чук, краищата на тръбата и съединителя се подравняват, след което трябва да се направи маркировка в края на втората тръба точно наполовина. Освен това краищата на полиетиленовите тръби се подравняват коаксиално, съединителят се избутва нагоре до маркировката.
- Проводниците, идващи от заваръчната машина, се вкарват в специални клеми на електрофузията, самият процес на заваряване се извършва в автоматичен режим. Съвременните заваръчни устройства ви позволяват да регулирате температурния режим на съединението, като прочетете баркода, който е отпечатан върху етикета на втулката, която се продава.
- след това заваряването се счита за завършено, което се забелязва от специалните отвори, които има електрическата връзка. От тези отвори започват да излизат капки разтопен полиетилен, след което проводниците могат да бъдат отстранени от клемите на съединителя.
- последният етап е пълното охлаждане на всички заварени участъци от пластмасови тръби, които не могат да бъдат докоснати или изместени.
Тази простота на свързване на тръбопроводи, за производството на които се използва полиетилен LDPE, е основната причина за използването на електрофузионни съединители и заваряване. Такава връзка се оказва много здрава и надеждна, гарантира липсата на течове и други проблеми. Полиетиленов тръбопроводще ви служи около век.
Електрофузионните съединители, използвани за свързване на полиетиленови тръби, позволяват бърз и лесен монтаж. Полиетилен при високи температуритопи се, след охлаждане се образува монолитна връзка, която се отличава със своята надеждност и здравина. Не е нужно да се притеснявате за течове от тръбопроводи.
Или основната канализация не може да се извърши с помощта на едно парче материал. Досега са разработени много методи, чрез които се осъществява свързването на отделни сегменти. Най -модерното е електрофузионно заваряване на тръби.
Същността на метода се крие във факта, че свързващият фитинг има електрическа спирала в него. Тя може да бъде напълно отворена, частично вдлъбнатина или скрита. Нагревателният елемент има два изпъкнали навън контакта, към които е свързана заваръчната машина. За определен период от време се подава зададената стойност на напрежението. Вътрешната част на съединителя и вмъкнатата тръбна част се превръщат в течно състояние под въздействието на температурата. Външната стена не се затопля до такава степен и запазва своята еластичност, което принуждава веществото да се движи надолу, в резултат на което се образува монолитна структура.

Съединителите са изработени от три вида пластмаса: полиетилен, полипропилен, полибутен. За инсталиране на газопроводи обикновено се използва само първата опция.
Забележка! Фитингите са етикетирани, за да информират оператора какво напрежение и за каква пролука да приложи. Показва се и времето за охлаждане на готовата фуга. Освен това дизайнът предвижда специални индикатори, които сигнализират за завършения процес.

Този технологично усъвършенстван метод има много положителни аспекти:
- Не намалява по време на заваряване вътрешен диаметъртръби. Това означава, че може да се използва не само в случаите, когато системата има глава с постоянно налягане. Дренажните и дъждовните системи няма да бъдат изключение.
- Благодарение на добре обмислената база от инструменти, човешкият фактор е сведен до минимум при извършване на всички необходими операции.
- Този метод е по -подходящ, когато трябва да се съединят две тръби с голям диаметър.
- Електрофузионното заваряване ще бъде незаменимо, когато се налага ремонт на тръбопроводи и не е възможно да се изместят тръбите в хоризонтална равнина.
- Също така, случаят, когато и двете или едната тръба е подсилена с подсилващи включвания, няма да се превърне в пречка за присъединяването. При челно заваряваненяма гаранция за такава здравина на шева.
- Тръбите от XLPE обикновено са свързани механично. ZN заваряването дава възможност за въздействие върху молекулярни връзки, осигурявайки висококачествен шев.
- Сглобяването на тръбопровод с много разклонения може да се извърши директно на място, без да е необходимо предварително свързване и монтаж на готова конструкция.
- Спестяване на електрическа енергия в сравнение с други видове.
- Предимството на заваръчните продукти от различни марки полиетилен, както и различни диаметри.

За да протече безпроблемно целия процес, трябва да имате специфичен инструмент със себе си:
- Заваръчна машина. Уникален агрегат е разработен за този тип заваряване. Той се основава на полупроводникова технология, така че консумира с порядък по -малко електроенергия от другите си колеги. Обикновено за такива агрегати са посочени максималните и минималните заваряеми диаметри. Осигурен е скенер за баркод, който автоматично въвежда данни за конкретен тип връзка, това може да стане и ръчно. Данните за всеки преминат шев се записват в паметта, така че операторът или контролната група да могат да получат информация. Възможно е да имате вграден сериен или USB порт, към последния можете да свържете флаш устройство за прехвърляне на настройки или данни. Предният панел обикновено съдържа дисплей, който показва текущите параметри. Някои агрегати са снабдени с наконечници с различно сечение.
- Позиционер. Малко метално приспособление под формата на шина, която има няколко скоби. Този инструмент дава възможност за позициониране на дюзите в една и съща равнина за заваряване. Той също така е проектиран да коригира овалността. За тези цели може да се използва и отделна скоба.
- Резачка за тръби. Обикновено използвайте диск. Именно той прави възможно извършването на равномерно изрязване, което е изискване.
- Скрепер. Малка дръжка с острие. Може да бъде и арматура с няколко модула. Единият от тях се поставя в тръбата, вторият, върху който е разположена режещата глава, е свързан и при завъртане премахва горния слой. Тази процедура не е необходима, за да се създаде грапава повърхност, а да се отстрани окислената част на тръбата.
- Рулетка или линийка.
- Почистител. Необходимо е да се отстранят замърсяванията и мазнините. Необходимо е да се използва специално проектиран за определен тип тръби. Не използвайте обикновен алкохол или ацетон.
- Маркер. Водоустойчив бял или ярък цвят се използва за нанасяне не само на маркировки, но и на някои данни към мястото на залепване.
Забележка! За вложки за седло допълнително се използва специална бормашина, както и шестостен ключ и отвертка за фиксаторите.

Процесът на залепване не е много труден, но изисква известна точност, внимание и постоянство.
- Ако има време преди работата да приключи, препоръчително е да изправяте тръбата на ден, като се развивате от залива, това ще помогне за частично коригиране на овалността.
- Първото нещо, което трябва да направите, е да подрежете ръба на тръбата. За тези цели е възможно, но нежелателно, да се използва ножовка. Краят на дупето е груб. Използвайте режещ диск, той ще осигури правилната равнина.
- След това се извършва маркирането. Необходимо е да се начертае линия, на която ще се постави фитинга. От него направете поле от още 1-2 см и го маркирайте.
- Отстранете горния слой със стъргалка или механично почистващо средство от оксид. За тръби с диаметър не по -голям от 63 мм, той е 0,1 мм. Ако външният диаметър е по -голям, отстранете 0,2 мм.
- Сега тръбата се обработва с разтворител и се поставя в позиционера. Тя трябва да бъде добре фиксирана и да коригира овалността. Фитингът не трябва да се подлага на накланяне. Позиционерът трябва да го компенсира.
- Слага се втулка (тя също трябва да се третира с разтвор отвътре). Ако диаметърът на тръбата е много голям, втулката се издърпва до пълния си размер. Втората тръба се вкарва и фитингът се сваля до половината от дълбочината му. Вградената спирала трябва да бъде върху тръбния участък с цялата му площ, за да се осигури правилната сплав.
- След свързването на двете тръби, заваръчната машина е свързана. Необходимите параметри се четат от скенера или се въвеждат ръчно. Процесът започва. Важно е да запомните, че целият цикъл включва и времето за охлаждане. Ако скобата се свали преди време, плътността ще се счупи.
- Когато всички задачи са изпълнени, часът и датата, както и операторът, се нанасят върху връзката.
- Подобен алгоритъм има и инсталацията на седлови бодове. Почистването се извършва на мястото на монтажа, но не по цялата обиколка, а само в областта на фугата, която ще бъде покрита със спирала. След събличане се поставя седло и се захваща здраво. Заваряването е в ход. Освен това с помощта на допълнителен инструмент се прави разрез. С помощта на щепсел технологичният отвор се затваря и се поставя знак.
Забележка! Не използвайте шкурка или неправилни стъргалки за отстраняване на оксида. Просто ще надраскате повърхността, но няма да постигнете желания резултат.

В някои случаи връзката е под налягане. Това може да бъде открито още при завършване на пълната инсталация. Това се случва по следните причини:
- Операторът не компенсира овалността. Това може да доведе до разтопена пластмаса да не запълни цялото пространство.
- Почистването не е било извършено със стъргалка. Резултатът ще бъде, че втулката и тръбата не образуват монолитно уплътнение.
- Тръбата беше под ъгъл спрямо фитинга. Последицата ще бъде изтичане на течна пластмаса.
- Фитингът не беше напълно монтиран. Вградената намотка няма да се стопи достатъчно от свързващата повърхност.
- Обезмасляване не е извършено или след него мястото за почистване е докоснато с ръце. Връзката няма да бъде херметична.
Тази инструкция е приложима и за свързване на тръби от HDPE. Този метод е много по -добро използванемеханични затягащи фитинги, които не могат да осигурят перфектно уплътнение.
Видео
Предоставените видео материали показват технологичния процес на електрофузионно заваряване на тръби:
Електрофузионното заваряване е доста удобно и ефективен методзаваряване. В тази статия ще разгледаме къде се използва електрофузионно заваряване и какъв е принципът на такова заваряване.
Електрофузионна заваръчна машина
Какво е електрофузионно заваряване?
Електрофузионното заваряване е предназначено за заваряване на тръби и включва използването на специални нагревателни елементи за заваряване. Нагревателен елемент - електромагнит - се прилага към кръстовището на две тръби, след което ги нагрява, докато частично се стопят и заварят заедно. По принцип думите "електрофузионно заваряване" означават електрофузионно заваряване на полиетиленови тръби (тръби от HDPE) или подобни пластмасови тръби.
Електрофузионната втулка е пластмасова втулка с електрическа намотка, преминаваща през нея. С преминаването на тока спиралата се нагрява и загрява пластмасата на съединителя и тръбите под него. Тръбите и електрофузионната втулка са заварени заедно, след което връзката се оставя за естествено охлаждане. След охлаждане и втвърдяване се образува здрава, херметична и надеждна неразделна връзка.
Предимства на електрофузионното заваряване
Електрофузионното заваряване на HDPE тръби е удобна и ефективна технология, която има много предимства.
- Лесно инсталиране. За да заварявате HDPE тръби, достатъчно е да съберете краищата на тръбите заедно и да ги свържете с нагревателна част и след това да приложите към клемите на съединителя електричество(за генериране на последния се използва електрофузионна машина). Освен това процесът ще продължи сам. Много машини за електрофузионно заваряване са в автоматичен режим.
- Универсалност. Свойствата на разтопения полиетилен позволяват този метод да се използва за свързване на пластмасови тръби с различни дебелини и диаметри на стените. В допълнение, заваряването може лесно да се извършва в затворени, затворени пространства.
- Надеждност. Свързването на тръби от HDPE по този метод е трайно и надеждно. Материалите в ставите на електрофузионните съединители и тръби напълно се проникват взаимно и плътността заваркаидентична с плътността на останалите участъци от тръбите.
- Рентабилност. Заваръчните машини за електрофузионно заваряване се характеризират с компактност, леко тегло и ниска консумация на енергия. Технологията за електрофузионно заваряване за HDPE тръби е отлична за бърз ремонт.

Ето как изглеждат електрофузионните връзки
Процедура на заваряване
За успешно заваряване на пластмасови тръби трябва да бъдат изпълнени определени условия. Първо тръбите трябва да бъдат почистени и подготвени за заваряване. Краищата трябва да са плоски, плътно прикрепени един към друг. Мръсотията се отстранява с четка, обезмаслител и др., След което с почистващ инструмент се отстранява малък слой стружки от тръбата. Тръбата не трябва да има овално напречно сечение, в противен случай трябва да бъде изравнена (напр. С хидравлично нивелиране).
След подготовката на тръбите от HDPE, върху краищата им се поставя съединител и монтажът се фиксира в позиционера. След това електрофузионната машина е свързана към електрическата мрежа, след като се провери нейната работоспособност, кабелите са свързани към клемите на нагревателя, машината е настроена на желания режим на заваряване, температурата и времето са зададени и стартирани. Контролът се извършва визуално и чрез заваръчни индикатори. Някои електрофузионни машини могат сами да изберат режима, като прочетат баркодовете на частите, които ще бъдат заварени.
След приключване на процеса кабелите се изключват и уредът се оставя да се охлади, като се поставя сериен номер и други необходими данни.
Заключение
Както можете да видите, електрофузионното заваряване е обещаваща и удобна технология, идеална за заваряване на пластмасови тръби. И значително улеснява процеса на полагане на тръбопровода.