Kako zavariti pnd cijevi vlastitim rukama. Tehnologija zavarivanja PE cijevi. Provjera kvalitete zavarenih spojeva
Povezani članci:
Polietilenske cijevi sve se više natječu s tradicionalnim metalnim cijevima, pa ih čak i zamjenjuju zbog svojih visokih performansi. Polietilenske cijevi (označene kao PE) otporne su na koroziju i kemikalije, netoksične su, otporne na mraz i izdržljive. Vijek trajanja polimernih cjevovoda je u prosjeku oko 50 godina. Na glatkoj unutarnjoj površini ne nakupljaju se naslage, što jamči veliku propusnost sustava i stalan promjer cijevi tijekom cijelog razdoblja uporabe.
Posebnu pozornost treba posvetiti takvim svojstvima plastike kao što su lakoća i fleksibilnost. Jedan čelična cijev teži čak 6-7 polietilena iste veličine, što uvelike olakšava transport proizvoda i rad s njima pri polaganju cjevovoda. Fleksibilnost polimerne cijevi a njihova sposobnost rastezanja uz održavanje tehničkih parametara veća je od one metala.
Osim, upotreba polietilena smanjuje troškove polaganja mreža najmanje dva puta, u usporedbi s čeličnim cijevima.
Glavna područja primjene plastične cijevi je izgradnja unutarnjih i vanjskih kanalizacijskih i vodoopskrbnih sustava, plinovoda i naftovoda.
Ugradnja PE cijevi ne predstavlja nepotrebne poteškoće.
Najčešća metoda spajanja je zavarena. Zavarivanje polietilenske cijevi pruža strukturnu pouzdanost bez ugrožavanja fleksibilnosti polimernog materijala. Čvrstoća cijevi na mjestima zavarenih spojeva nije inferiorna u odnosu na početne pokazatelje. Zavarivanje se može izvesti izravno na tlu, a zatim se rezultirajući cjevovod može položiti u pripremljeni rov ili se može ugraditi metodom bez rovova.
Postoje tri glavne metode za stvaranje trajnog zavarenog spoja:
- zavarivanje stražnjicom
- elektrofuzijsko zavarivanje
- zavarivanje utičnicama
Priprema za rad
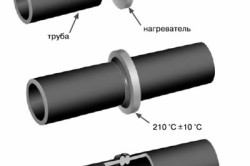
Prije nego što prijeđete izravno na zavarivanje, potrebno je izvršiti prethodnu pripremu. Njegove faze su iste bez obzira na to koja se metoda primjenjuje.
Prije svega, morate pripremiti radno područje dovoljne veličine, u koje će se smjestiti sva potrebna oprema, cijevi i spojni elementi (ako se koriste). Prije početka rada i spajanja aparata za zavarivanje na mrežu provjerite integritet električni kabeli... Također je vrijedno provjeriti jesu li stezaljke i elektronički senzori u dobrom stanju, noževi za trimere naoštreni, a košuljice pripremljene za rad odgovaraju promjeru cijevi. Dijelovi koji su podvrgnuti trenju tijekom rada podmazuju se, a grijač, okrenuti alat i strugač čiste i odmašćuju.
Obrađuju se i same cijevi: na mjestima predloženih spojeva površina se čisti. Tako je moguće riješiti se raznih zagađivača koji će ometati stvaranje pouzdane veze.

Zavarivanje stražnjicom
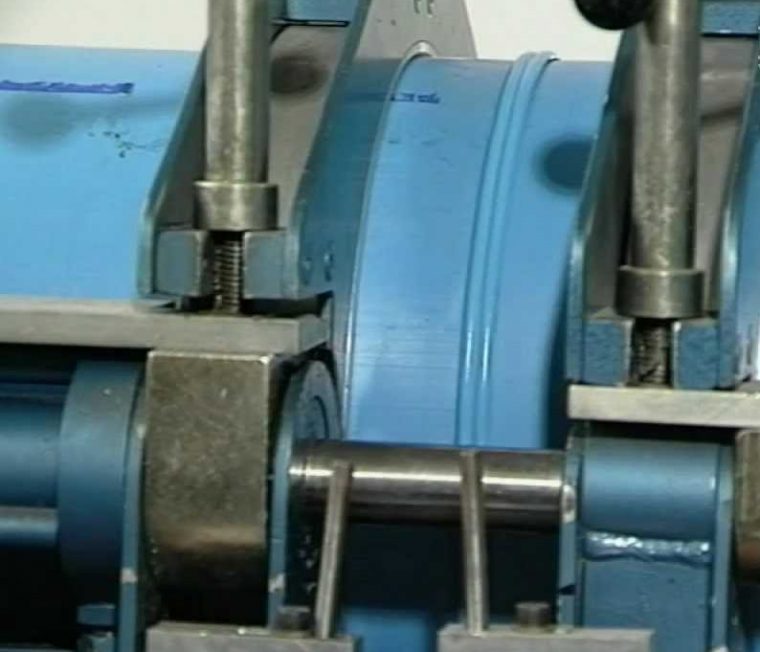
Sučeljeno zavarivanje polietilenskih cijevi najjeftinija je metoda budući da u povezivanju nisu uključeni dodatni dijelovi. Osim toga, potrošnja energije aparata za zavarivanje smanjena je u usporedbi s drugim metodama. Tehnički, zavarivanje stražnjicom zagrijanim alatom prilično je jednostavno i provodi se na sljedeći način.
Nakon skidanja, krajevi cijevi koje treba spojiti učvršćuju se u centralizatoru uređaja, fasetirani i poravnati dok se potpuno ne poravnaju, nakon čega se čvrsto učvršćuju. Tolerancija neusklađenosti ne smije biti veća od jedne desetine promjera cijevi.

Između njih bi trebalo biti dovoljno prostora za smještaj grijaćeg elementa zvanog štednjak ili ogledalo. Rubovi se moraju čvrsto pritisnuti o ploču i pričekati da se počnu topiti i da se pojavi primarni bruh.
Burr je otopljeni materijal cijevi, koji se, nakon što je dosegao stanje viskoznog protoka, istiskuje zbog dodira s grijaćom pločom i poprima oblik valjka. Nakon njegovog formiranja preporučuje se značajno smanjiti tlak i dopustiti da se toplina dalje širi tijelom cijevi.
Sljedeća faza naziva se tehnološka stanka i uključuje uklanjanje cijevi jedna s druge kako bi se uklonio grijač. Pauzu ni u kojem slučaju ne smijete odgoditi jer prašina i prljavština mogu dospjeti na obrađene spojeve, što će negativno utjecati na kvalitetu spoja.
Nakon toga, potrebno je spojiti krajeve cijevi pod pritiskom, držeći ih u jednom položaju dok se potpuno ne ohlade. U ovoj fazi preporučuje se postupno povećanje kompresije kako bi se taložio zavar i postigao snažan spoj. Kao rezultat toga, na mjestu gdje se dva kraja spajaju, nastaje konačna bušotina, izvana i iznutra. Vanjski se ožiljak može lako ukloniti ako je potrebno.
Sučeljeno zavarivanje polietilenskih cijevi vrlo je uobičajeno, ali ova metoda nije univerzalna. Može se koristiti samo ako je promjer cijevi najmanje 50 mm, a debljina stijenke mora prelaziti 5 mm.
Elektrofuzijsko zavarivanje
Zavarivanje polietilenskih cijevi s spojnicama s ugrađenim grijačima skuplje je od korištenja zavarenog zavarivanja, ali ponekad se ova metoda ne može izbjeći.
Zavarivanje s armaturom optimalno je za one slučajeve kada morate raditi u ograničenom prostoru, tijekom popravaka, kao i za spajanje na već položene cjevovode. Osim toga, ako se spajaju umrežene polietilenske cijevi, jednostavno nema alternative: takvi polimerni proizvodi mogu se zavariti samo spojnicama od polietilena velike gustoće.
Stepan Bykov, stručnjak
Prije početka rada sa strojem za zavarivanje potrebno je odmastiti površine koje se spajaju, uključujući unutarnje dijelove okova. Preporuča se dodatno čišćenje cijevi strugačem ručno ili mehanički kako bi se uklonili oksidi i nečistoće.
Za to nemojte koristiti brusni papir ili druge abrazivne površine jer će rezultat njihovog agresivnog djelovanja na plastiku oštetiti materijal. U tom će slučaju prljavština ostati na površinama, što će dovesti do kršenja nepropusnosti veze.
Nakon uklanjanja strugotina strugačem, cijevi se stavljaju u centralizator radi potpunog poravnanja. Nakon što smo ih fiksirali, uvodimo točno izrezani krajnji dio u spojnicu, s druge strane umetnuta je druga cijev. Zatim se na električne spirale armature dovodi struja i počinje zagrijavanje, uslijed čega površine cijevi i spojnica za elektrofuziju omekšavaju, tope se i postaju jedno.

Zavarivanjem polietilenskih cijevi sa spojnicama mogu se dobiti spojevi visoke čvrstoće koji će izdržati pritiske do 15 atmosfera.
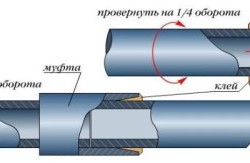
Ova vrsta povezivanja polietilenskih cijevi rjeđa je od elektrofuzije ili zavarivanja. To je zato što je otporno zavarivanje utičnica idealno za domaće domaće cjevovode sa veliki iznos zavoja, a PE cijevi češće se koriste na otvorenim ravnim dijelovima znatne duljine. Ipak, ova metoda pruža pouzdano pristajanje i stoga zaslužuje pozornost.
Za stvaranje trajnog spoja utičnice potreban je alat za grijanje koji topi unutarnju i vanjsku površinu cijevi koje se spajaju. Zagrijavanje se može dogoditi i iz električne zavojnice i iz otvorenog plamena plamenika. Po postizanju stanja reflow, grijaći element se uklanja i cijevi se međusobno spajaju. Preporučena temperatura okoliš tijekom rada - od 0 ° C i više.

Bez obzira na način spajanja, u svakoj uputi za zavarivanje polietilenskih cijevi posebna se pozornost posvećuje prirodnom procesu hlađenja. Ne pokušavajte sami rashladiti cijevi zalijevanjem ili ispuhivanjem zraka. Samo postupno smanjenje temperature osigurat će čvrst, visokokvalitetan šav.
Po završetku zavarivačkih radova svakako provjerite kvalitetu obrade spojeva.

Glavni zahtjevi za zavarene spojeve su sljedeći:
- cijevi su spojene u jednu koaksijalnu ravnu liniju
- stražnji šav nalazi se na površini cjevovoda, ne smije se utonuti
- visina zareza ne veća od 2,5 mm za cijevi do 5 mm debljine i ne više od 5 mm za deblje cijevi.
Ako šavovi odgovaraju ovim pokazateljima, tada će rezultirajuća veza biti jaka i kvalitetna.
Polietilenske cijevi se sve češće koriste u proizvodnji i za potrebe kućanstva: male su težine i niske cijene, ne hrđaju, a što je najvažnije, lako se postavljaju. Najpouzdaniji tip pričvršćivanja ostaje zavarivanje polietilenskih cijevi. Ova je metoda napornija od mehaničkog povezivanja, ali je i njezina kvaliteta veća. Glavna stvar je da se poštuje tehnologija zavarivanja polietilenskih cijevi. Svi kvalificirani zavarivači moraju biti certificirani.
Najčešće se koriste tri vrste zavarivanja: utičnica, sučelje i elektrofuzija. Ovaj članak će se usredotočiti na sučeono zavarivanje.
Sučeljeno zavarivanje može se koristiti ako cijevi koje se ugrađuju imaju promjer od najmanje 50 mm i debljinu stijenke od najmanje 5 mm. Prema ovoj tehnologiji, segmenti su čvrsto fiksirani, rubovi se izravnavaju radi boljeg kontakta, zagrijavaju posebnom jedinicom i tope, nakon čega se cjevovod spaja i zavaruje. Ako se to učini ispravno, formirat će se uredan i ujednačen šav.
Prilikom zavarivanja stražnjicom morate također zapamtiti sljedeće nijanse:
- temperatura zraka u prostoriji u kojoj će se raditi ili vani mora biti najmanje -15 ° i ne viša od + 45 °;
- cijevi moraju biti istog promjera i SDR -a, a također i izrađene od iste vrste polietilena.
Proces rada
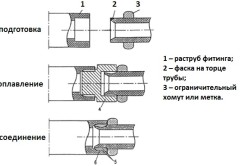
Sama tehnologija sučelnog zavarivanja polietilenskih cijevi može se uvjetno podijeliti u šest faza:
- Priprema i poravnavanje cijevi.
- Suočavanje.
- Ugradnja grijača (ogledalo za zavarivanje) i grijanje.
- Uklanjanje grijača (nakon što se krajevi cijevi otope).
- Zavarivanje.
- Hlađenje.
Prije početka rada cijevi se moraju pripremiti. Izrežite ih na komade željene duljine, pazeći pritom da je rez jednak. Svi dijelovi, uključujući spojnice, moraju se očistiti i odmastiti. Nakon toga, segmenti su fiksirani u centralizatoru uređaja za zavarivanje.
Druga faza je okrenuta, odnosno sav višak materijala uklanja se posebnim rezačem. Prikladno je koristiti električnu mitru: uređaj poravnava krajeve cijevi pod pravim kutom, uklanja sve nepravilnosti i strugotine.
Suočavanje treba nastaviti sve dok rezultirajući čips ne počne izlaziti s ravnomjernom trakom. Kako bi bili sigurni da nema praznina, dijelovi se okupljaju radi pregleda. Treba imati na umu da će se presjek cijevi smanjiti zbog oblaganja i daljnjeg zavarivanja. Da biste razumjeli kolika će biti ta udaljenost, bolje je pogledati upute: za svaki promjer cjevovoda ta će veličina biti drugačija.
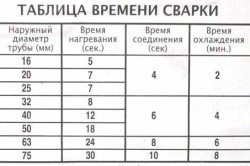
Nakon pripreme cijevi, između njih se ugrađuje poseban grijaći element. Krajevi moraju biti pritisnuti na grijač, dok se tlak tijekom grijanja ne može mijenjati. Vrijeme zagrijavanja razlikuje se ovisno o uvjetima. Točno vrijeme možete pronaći u tablici parametara za zavarivanje polietilenskih cijevi.
Nadalje, ogledalo za zavarivanje mora se ukloniti, a krajevi usidriti što je brže moguće, ravnomjernim pritiskom na njih. Ako se zagrijane površine ohlade, to će utjecati na kvalitetu ugradnje. Također je važno osigurati da prilikom uklanjanja uređaja za grijanje ne kontaminirate i ne oštetite cijevi koje treba zavariti.
Tijekom izravnog zavarivanja, između segmenata nastaju konačna svrdla i molekularne veze. Tlak se mora održavati tijekom cijele posljednje faze - hlađenja. Potrebno je pričekati da se polietilen potpuno ohladi, nakon čega se cijevi mogu izvaditi iz aparata za centriranje.
Rezultat bi trebao biti ravan i uredan šav. Znak kvalitetan rad postat će simetrično zrnce, koje bi trebalo biti iste veličine s obje strane. Boja zareza trebala bi biti ista kao i za cijevi; pukotine, pore i strane čestice bit će loš znak.
Opcije
Sučeljeno zavarivanje polietilenskih cijevi zahtijeva poštivanje određenog popisa parametara. To su temperatura zagrijavanja alata, tlak kada se krajevi pritisnu na grijaći element, trajanje vremena izlaganja.
U pravilu su potrebne tablice prikazane u uputama za uporabu opreme za zavarivanje koja se koristi za polietilenske cijevi.
Temperatura grijaćeg elementa za taljenje i grijanje je konstantna, mora se držati između 200 i 220 °. No tlak i vrijeme zagrijavanja izračunavaju se pojedinačno za svaku vrstu cjevovoda.
Najbolji način za reguliranje tlaka je prema manometru hidraulične pumpe. Međutim, ako se tlak stvara ručno ili nema mjerača tlaka, mora se vizualno odrediti oblikom i veličinom nastalih zrnaca zareza. Štoperica se koristi za određivanje vremena.
Oprema
Da bi postupak ugradnje bio što učinkovitiji, morate koristiti posebnu opremu za zavarivanje polietilenskih cijevi. Za rad su najprikladniji uređaji s hidrauličkim ili mehaničkim pogonom. Korištenje takvih jedinica dat će povjerenje da se ljudski faktor neće miješati u proces, što znači da će biti moguće povećati i kvalitetu i brzinu ugradnje.
Instalaciju za oblaganje i zavarivanje polietilenskih cijevi možete sami sastaviti. Da biste to učinili, morate prikupiti nekoliko sastavni dijelovi koje mogu raditi neovisno jedna o drugoj.
Osnovni element stroja je centralizator. Ovo je okvir koji kruto učvršćuje dijelove i spojne dijelove s četiri metalne stezaljke.
Prilikom zavarivanja polietilenskih cijevi ne možete bez alata za oblaganje. Ovo je disk mehanizam koji je opremljen elektromotorom. Jedinica je dizajnirana za čišćenje krajeva dijelova koji se zavaruju. Facer ima poseban nosač, zahvaljujući kojem se može instalirati na aparat za zavarivanje.
Za zagrijavanje i taljenje krajeva cijevi potreban je grijaći element. Ima termometar, a površina mu je obložena teflonom kako bi se spriječilo lijepljenje polietilena.
Za održavanje konstantne razine tlaka potreban je hidraulični pogon. Međutim, može se koristiti i mehanički pogon. U tom slučaju tlak će se morati ručno podesiti.
Također, tijekom rada trebat će vam redukcijske obloge i elektronička upravljačka jedinica.
Kvaliteta zavarenih dijelova uvelike ovisi o dobroj opremi, ali profesionalnost zavarivača nije manje važna. Stoga je za rad potrebno pozvati ovlaštene stručnjake. U tom slučaju zavarivanje će biti brzo i kvalitetno.
Označite ovu web lokaciju oznakom
U automatskim uređajima ljudsko sudjelovanje je svedeno na minimum. Zavarivač postavlja samo promjer, SDR i stupanj polietilena. Ostatak posla dodijeljen je stroju. Sučeljeno zavarivanje automatskim uređajima minimizira rizik od ljudskog faktora, ali njihova je cijena prilično visoka, pa se češće koriste poluautomatski uređaji, a način rada postavlja se ručno prema tablici zavarivača.
Među podacima prikazanim u tablici nema tako važnog pokazatelja kao što je temperatura grijača. Za sve proizvode marke PE 100 konstanta je i jednaka 220 stupnjeva Celzijusa. Za materijal PE 80, temperatura zagrijavanja varira od 200 do 220 ° C, ovisno o debljini stijenke. Ti su podaci prikazani na grafikonu.
Obavezna faza zavarivanja je provjera kvalitete izvedenog spoja. U slučaju vjenčanja daljnji rad se prekida dok se ne ispravi određeni zglob. Zavareni šavovi provjeravaju se u skladu s tehničkim zahtjevima.
Zavarivanje termistora
Zavarivanje termoistorskih cijevi HDPE cijevi prilično je skupa metoda, ali u nekim slučajevima nije sporna. Koristi se za spajanje cijevi različitih debljina stijenki izrađenih od različitih polimera, za umetanje zavoja sedla u postojeći cjevovod, tijekom popravnih radova, kao i u složenim i kritičnim dionicama plinovoda i vodovodnih cjevovoda.
Tehnologija termistorskog zavarivanja temelji se na grijaćim grijaćim elementima integriranim izravno u spojnicu, najčešće u obliku spirale. Nakon sastavljanja konstrukcije, a struje iz aparata za zavarivanje, spirale se zagrijavaju, taljeći polietilen i osiguravajući čvrstu vezu. Zbog grijaćih zavojnica ugrađenih u spojnicu, takvo zavarivanje naziva se i elektrofuzijom.
Cijeli tehnološki proces je sljedeći:
- Deformirani krajevi cijevi su odsječeni. Po duljini slijetanja rukavca cijev se čisti strugačima ili strugačima kako bi se uklonio onečišćen vanjski sloj i oksidni film. U pravilu je dubina uklonjenih strugotina 0,1-0,2 mm, ali ne smije prelaziti norme dopuštene za određene promjere. Radi lakšeg oblačenja spojnice, na kraju je napravljena skosa. Spojka nije strojno obrađena jer se spirala može oštetiti. Nakon toga se površine brišu ubrusom umočenim u alkohol ili u posebnu tekućinu.
- Cijevi i spojnice pričvršćene su na pozicioner - uređaj za učvršćivanje i centriranje. Zavoji sedla pričvršćeni su na glavnu cijev.
- Aparat za zavarivanje spojen je na električnu mrežu, kabeli se izvode na stezaljke ugrađenog grijača.
- Na aparatu je postavljen način zavarivanja koji se prikazuje na zaslonu.
- Nakon pritiska na tipku "start", cijeli proces prelazi u automatski način rada.
- Zavarivač vizualno prati proces na zaslonu i indikatorima određuje stvaranje spoja.
- Po završetku zavarivanja cijev se mora ohladiti, nakon čega se uklanja iz stezaljki za pozicioniranje i označava.
Ako do glavni cjevovod grana sedla je zavarena, tada se operacija izvodi u sljedećem slijedu:
- Sam zavoj je zavaren. Ako se pronađe nekvalitetno zavarivanje, ono se odbacuje i uz njega se zavaruje novo koljeno.
- Razdoblje hlađenja potrebno je dodatno produžiti za 15-20 minuta. Nakon toga se vrši bušenje (glodanje) zida glavna cijev kroz odvojak za spajanje šupljina glavne cijevi i odvojka.
- Nakon ugradnje grane, cijev grana je zavarena na cijev grane.
Kontrola kvalitete je obavezna. Dijelovi moraju čvrsto pristajati, poravnanje je jedan od glavnih kriterija.
- Kako spojiti polietilenske cijevi
- Trajni spojevi HDPE cijevi
- Odvojivi spojevi: nijanse
- Značajke i primjena spojnica
Zavarivanje HDPE cijevi (polietilena) danas je prilično relevantno, jer se takvi elementi koriste ne samo u sustavima sa slobodnim protokom, već i tamo gdje je prisutan tlak. Takav je materijal prilično elastičan, štoviše, njegova mala težina omogućuje da se cijeli postupak montaže izvodi ručno. Instalacija takvog sustava može imati nekoliko opcija.
Polietilenske cijevi su savršene za cjevovode zbog svojih karakteristika čvrstoće.
HDPE cijevi ne koriste se samo u proizvodnji, već i u kućama. Vrlo su praktični, imaju dobru otpornost na učinke agresivnih medija,
Kako spojiti polietilenske cijevi
Na odabir načina povezivanja elemenata cjevovoda u jedinstveni sustav utječu radni uvjeti.
Ako je u cijevi prisutan konstantan tlak, tada se za te svrhe odabire sučeljeno zavarivanje HDPE cijevi. Omogućit će čvršću vezu. Također se često koristi jer može izdržati dobru tekuću glavu.
Ako tekućina teče kroz sustav gravitacijom, onda je bolje koristiti vezu koja će se odvojiti.
Iz toga slijedi da spojevi mogu biti dvije vrste:
- odvojivi (sa prirubnicom ili utičnicom);
- jednodijelni (zavareni).
Stoga prije odabira načina povezivanja trebate odlučiti o vrsti cjevovoda i izračunati radni tlak.
Natrag na sadržaj
Trajni spojevi HDPE cijevi
Da biste vlastitim rukama stvorili pouzdan spoj, možete upotrijebiti jednu od dolje navedenih metoda.
Prvi način: end-to-end.
Dizajnirano za rad s promjerom od 5 cm. Za takvu vezu postoji poseban aparat za zavarivanje, u koji se ubacuju cijevi, zagrijavaju se i spajaju zbog pritiska. Budući da plastika počinje gubiti čvrstu strukturu pod utjecajem visokih temperatura, tada se, u skladu s tim, rastaljeni materijal kombinira. Tako se dobiva monolitni šav.
Da bi se napravila takva veza, potrebno je čvrsto pričvrstiti krajeve elemenata u posebne stezaljke. Nakon toga, kako bi se cijev zagrijala, potrebno je unijeti posebnu grijaću ploču. Čim materijal postane mekši, grijaći element se uklanja, a sami dijelovi čvrsto se pritiskaju jedan uz drugi. U tom slučaju tlak se regulira. Čim se proizvod ohladi, uklanja se s kopči.
Zavareno zavarivanje HDPE cijevi ima svoje karakteristike koje treba upoznati, posebno za one koji će se prvi put susresti s ovim procesom:
- ova metoda radi samo s cijevima istog promjera ili pri korištenju fitinga;
- upotrijebljeni elementi moraju imati debljinu stijenke od najmanje 0,5 cm;
- ova metoda zavarivanja koristi se ako temperatura varira između 15-45 ° C u zatvorenom ili na otvorenom, gdje će se provesti cijeli postupak.
Korištenje stroja velika je prednost. Tijekom rada, iako je stroj električni, neće trošiti previše električne energije. Pogotovo ako ga usporedite sa aparatom za zavarivanje koji radi s cijevima od lijevanog željeza.
Drugi način: pomoću elektrofuzijskih spojnica.
U tom je slučaju moguće stvoriti cjevovod koji može izdržati opterećenje od 16 atmosfera. Ali radi iskrenosti, treba odmah reći da je zavarivanje električnim spojnicama mnogo skuplje od zavarivanja. To je zbog činjenice da je u ovom slučaju potrebno koristiti posebnu opremu za zavarivanje - nadzemne električne spojnice.
Pri takvom zavarivanju moraju se pripremiti krajevi elemenata koji se zavaruju, za što se čiste i tretiraju otopinama za odmašćivanje.
Nadalje, spojevi se stavljaju na spojeve, koji su opremljeni ugrađenim električnim grijačima. Oni su ti koji daju visoka temperatura, koji vam omogućuje omekšavanje polietilena. Čim su svi elementi postavljeni, napon se uključuje.
Tako se cijevi zagrijavaju, a krajevi su spojeni. Čim se proizvod ohladi, bit će spreman za uporabu. Ali ovdje postoji mala nijansa. Tijekom hlađenja važno je kontrolirati da elementi miruju, inače će veza izgubiti svoju pouzdanost.
Zavarivanje pomoću elektrofuzijskih spojnica koristi se u većini slučajeva kada je potrebno napraviti nekoliko spojeva.
Ova je metoda prikladna za stvaranje dodatne grane cjevovoda kada postoji gotov sustav. Ali ako postoji potreba za radom s velikim brojem spojeva, bolje je koristiti zavarivanje jer je mnogo isplativije.
Odabirom ove ili one metode, trebali biste odrediti što je za vas važnije: kvaliteta i pouzdanost ili ekonomičnost.
Natrag na sadržaj
Odvojivi spojevi: nijanse
Jednodijelne veze imaju niz prednosti:
- S gledišta ekonomičnosti, jednodijelni spoj je isplativiji od zavarenog spoja. U tom slučaju nema potrebe za zalihama posebne opreme i alata.
- Ova metoda nema ograničenja u pogledu performansi. Stoga se koristi čak i za podvodne radove.
- Brzina instalacije traje vrlo malo vremena.
Da biste stvorili podijeljeni spoj, možete koristiti dvije metode:
- uz pomoć elastičnih brtvi stvara se utični spoj;
- pomoću montažnih elemenata stvoriti prirubnički ili montažni spoj.
Odmah treba napomenuti da će u prvom slučaju pristajanje biti manje pouzdano. Stoga stručnjaci preporučuju korištenje brtvi samo u stvaranju sustava bez tlaka. Što se tiče druge metode, ovdje pouzdanost ni na koji način nije inferiorna od zavarivanja. Sukladno tome, metoda prirubnice dobra je za tlačne cijevi.
Unutra je sve brže novije vrijeme polietilenske cijevi osvajaju tržište, pa se sve češće pri sastavljanju različitih sustava koristi zavarivanje polietilenskih cijevi vlastitim rukama. Ovaj članak će vam reći o vrstama zavarivanja, kao i tehnologiji njegove provedbe.
Popularnost polietilenskih cijevi u usporedbi s metalnim cijevima može se objasniti nekoliko točaka:
- relativno niska cijena polietilenskih cijevi;
- sposobnost obavljanja posla u bilo kojim uvjetima;
- beznačajni vremenski troškovi za ugradnju i zavarivanje takvih cijevi;
- mala količina otpada;
- čvrstoća zavarenih šavova, koja nije niža od čvrstoće samih cijevi;
- održavajući fleksibilnost cijelom dužinom.
Vrste spojeva cijevi
Za međusobno povezivanje bilo kojih cijevi uglavnom se koriste:
- Mehanički spoj... Najjednostavniji način spajanja cijevi je korištenje fitinga. Dodatni spojni elementi različitih konfiguracija omogućuju montažu različitih sustava.
- Zavarivanje... Cijevi se mogu ugraditi metodom bez rovova i polaganjem u rovove nakon montaže na površinu. Za održavanje fleksibilnosti (bez gubitka snage) vodovodni sustav otporno zavarivanje koristi se od polietilenskih cijevi. U praksi se koriste sljedeće:
- zavarivanje stražnjicom;
- elektrofuzijsko zavarivanje.
Tehnologija zavarivanja PE-cijevi
Zavarivanje stražnjicom
Metoda zavarivanje stražnjicom Koristi se za spajanje cijevi promjera većeg od 50 mm i debljine stijenke veće od 5 mm. Ova metoda zavarivanja temelji se na zagrijavanju krajnjih dijelova cijevi u dodiru s grijaćim elementom (pločom) do potrebnog stanja viskoznosti polietilena, što omogućuje čvrsto vezivanje rastaljenih dijelova na molekularnoj razini.
Sučeljeno zavarivanje polietilenskih cijevi: dolje su navedene upute koje će vam omogućiti visokokvalitetno zavarivanje cijevi:
- Ugradite krajeve cijevi u aparat za zavarivanje.
- Između krajeva cijevi postavite zagrijanu ploču.
- Pritisnite krajeve cijevi uz grijač pod potrebnim tlakom.
- Pričekajte potreban stupanj taljenja polietilena (dok se ne formira primarno brušenje).
- Malo smanjite pritisak i pričekajte da se krajevi zagriju.
- Uklonite grijač.

- Spojite cijevi, stvarajući potreban pritisak za uznemiravanje.
- Pričekajte potpuno hlađenje sastavljene strukture.
Za zavarivanje polietilenskih cijevi, suvremeno tržište nudi nekoliko vrsta posebnih uređaja:
- uređaji s mehaničkim pogonom;
- uređaji s hidrauličkim pogonom;
- uređaje koji koriste softversku kontrolu.
Sučeljeno zavarivanje polietilenskih cijevi ima niz neospornih prednosti:
- Uklanjanje ljudskog faktora... Kao rezultat toga, osigurana je dosljedno izvrsna kvaliteta svih veza.
- Automatska kontrola procesa... Svi spojevi za zavarivanje imaju pisani certifikat o kvaliteti.
- Vođenje evidencije tijekom rada aparata za zavarivanje... Uzimaju se u obzir vrste i veličine cijevi koje treba zavariti, kao i vrijeme provedeno aparatom za njihovo zavarivanje.

Video lekcija o sučelnom zavarivanju
Elektrofuzijsko zavarivanje
Za uređaj gravitacijske odvodnje i kanalizacijskih sustava često se koristi elektrofuzijsko zavarivanje - zavarivanje polietilenskih cijevi pomoću elektrofuzijske armature... Ova vrsta zavarivanja koristi se bez obzira na debljinu i promjer cijevi. Radovi se mogu izvoditi na temperaturama okoline od -10 do +30 stupnjeva.

Prije početka rada morate:
- Pripremite mjesto za postavljanje opreme i izvođenje postupka zavarivanja.
- Pripremite i provjerite svu opremu za zavarivanje.
- Odaberite parametre zavarivanja ovisno o cijevima i priključcima koji se koriste s ugrađenim električnim grijačima ("fitingi" ili "oblikovani dijelovi").
- Očistite unutarnju površinu spojnog komada od prljavštine.
Profesionalni savjet: Za čišćenje (odmašćivanje) okova koristite čistu krpu navlaženu visoko hlapljivom tekućinom.
Pripremite cijevi za zavarivanje. Krajeve cijevi, ako je potrebno, treba ravnomjerno rezati kako bi se izbjeglo zatvaranje spirale okova i istjecanje rastopljenog polietilena u cijev.
- Uklonite oksidirani sloj. Oksidni sloj nastao na površini cijevi tijekom proizvodnje uklanja se pomoću mehaničko čišćenje cijevi završava posebnim strugačima ili uklanjanjem strugotina od 0,2 mm.
Profesionalni savjet: Dodatno odmašćivanje na kraju mehaničkog čišćenja potrebno je samo ako su površine cijevi za zavarivanje slučajno dodirnute rukom ili na drugi način onečišćene.
- Osigurajte i centrirajte cijevi i dijelove u pozicioner.
- Dodatno, zavareni spoj cijevi i fitinga zaštitite od prašine i prljavštine ljepljivom trakom.

Profesionalni savjet: Kako biste izbjegli gubitak topline tijekom rada, otvorene krajeve cijevi treba začepiti.
Video lekcija o elektrofuzijskom zavarivanju
Zavarivanje polietilenskih cijevi spojnicama jasno je predstavljeno u nastavku: video vodič koji vam omogućuje da razmotrite cijeli proces izvedenih radova.
Provjera kvalitete zavarenih spojeva

Kao i svaka proizvodnja, ručno zavarivanje polietilenskih cijevi zahtijeva neophodnu kontrolu kvalitete izvedenih radova. Prilikom vizualnog pregleda vanjske strane zavara obratite pozornost na sljedeće:
- šav na spoju cijevi ne smije biti niži od njihove površine;
- pomak cijevi jedan prema drugom ne smije biti veći od 10% debljine njihovih stijenki;
- unutarnje i vanjske perle dobivene tijekom postupka zavarivanja trebaju imati visinu do 2,5 mm ako je debljina stijenke cijevi 5 mm, a ne više od 5 mm - s debljinom stjenke od 6 do 20 mm.
Ako šav udovoljava svim gore navedenim zahtjevima, smatra se da je spoj visoke kvalitete i rezultirajući cjevovod će služiti cijelo njegovo radno razdoblje.