Stroj za čeono zavarivanje polietilenskih cijevi. Koji stroj za zavarivanje polietilenskih cijevi odabrati - vrste i pravila uporabe
Trenutno na držanju različiti tipovi cjevovodi se najčešće koriste polietilenske cijevi, koje imaju niz značajnih prednosti u odnosu na metal. Najpouzdaniji način spajanja polietilenske cijevi smatra se zavarivanje. Ovaj proces će zahtijevati poseban stroj za zavarivanje polietilenskih cijevi.
Oprema za zavarivanje cijevi
Prije ugradnje sustava trebate kupiti posebnu opremu za zavarivanje polietilenskih cijevi:
- Set koji se sastoji od uređaja za zavarivanje PE cijevi i raznih dodataka.
- Rezač cijevi - dizajniran za rezanje cijevi na željenu veličinu.
- Alat za skošenje je alat koji se koristi za skošenje krajeva cijevi koje se zavaruju.

Ako je sva potrebna oprema pripremljena, proces zavarivanja će biti lak i brz.
Metode zavarivanja
Profesionalni instalateri cjevovodnih sustava razlikuju nekoliko vrsta zavarivanja PE cijevi:
- čeono zavarivanje;
- zavarivanje utičnica;
- elektrofuzijsko zavarivanje.
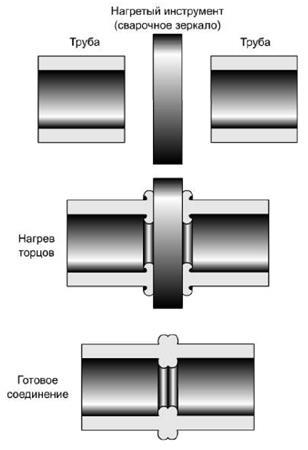
Čeono zavarivanje
Ova metoda zavarivanja smatra se najčešćom vrstom spajanja cijevi. To je zbog relativne jeftinosti metode (lemilo za čeono zavarivanje ima nisku cijenu) i mogućnosti spajanja cijevi različitih promjera od 0,5 cm do 120 cm.
Za čeono zavarivanje morat ćete proći kroz nekoliko faza:
- pripremite cijevi: izrežite na veličinu i zakosite krajeve;
- zagrijte stroj za zavarivanje PE cijevi;
- umetnite krajeve cijevi u pripremljenu opremu i zagrijte na željenu temperaturu;
- ukloniti oba zgloba u isto vrijeme i spojiti zajedno;
- držite dok se veza ne ohladi.
Ova metoda zavarivanja nije široko korištena, iako je spoj cijevi pouzdan. Zavarivanje utičnice ne znači izravno spajanje cijevi na drugu cijev, kao kod sučeonog zavarivanja, već zavarivanje s nastavkom. Budući da su potrebni dodatni okovi, proces postaje odgovarajuće skuplji.
Najčešće se ova metoda koristi za ugradnju cjevovoda u zatvorenom prostoru iu prisutnosti velikog broja različitih zavoja i grana.

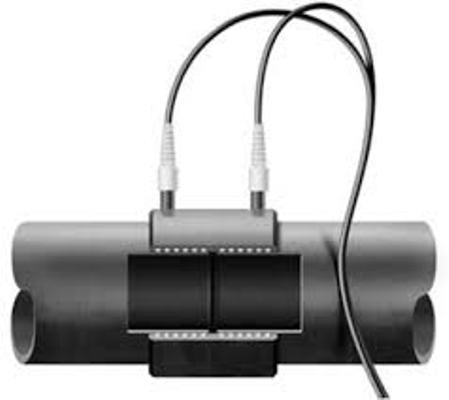
Zavarivanje elektrofuzijom
Elektrofuzijsko ili elektrofuzijsko zavarivanje izvodi se pomoću aparata za zavarivanje i posebnih elektrofuzijskih spojnica. Ova metoda spajanja cijevi uglavnom se koristi za ugradnju dugih cjevovoda, kada je sučeono zavarivanje nemoguće i u područjima seizmičke aktivnosti.
Na mjesto spajanja cijevi stavlja se spojnica koja je spojena na aparat za zavarivanje i zagrijava se zajedno s krajevima cijevi.
Izbor najprikladnije metode zavarivanja polietilenskih cijevi određen je dizajnom sustava i utjecajem vanjskih čimbenika.
Vrste uređaja
Za različite načine ugradnje cjevovoda potrebno je odabrati poseban stroj za zavarivanje PE cijevi. Svi uređaji se mogu podijeliti u dvije grupe:
- uređaji za sučeono zavarivanje i zavarivanje utičnica;
- uređaji za elektrofuzijske veze.
Obje vrste opreme za zavarivanje sastoje se od:
- transformator;
- jedinica za napajanje;
- Kontrolna jedinica.
Svi uređaji mogu raditi iz obične električne mreže napona od 220 W.
Strojevi za čeono zavarivanje
Na temelju promjera polietilenskih cijevi i potrebne kvalitete njihovih spojeva razlikuju se:
- Aparati za ručno zavarivanje. Ovaj stroj se može koristiti za spajanje cijevi malog promjera. Proces zavarivanja odvija se zagrijavanjem uređaja i primijenjenom silom instalatera.

- Poluautomatski aparat za zavarivanje PE cijevi. Napredniji dizajn koji vam omogućuje zavarivanje cijevi dovoljno velikih promjera. Štoviše, kvaliteta zavara je mnogo bolja od one u ručnom aparatu. Poluautomatski znači ručno podešavanje parametara potrebnih za zavarivanje i hidrauličko izvođenje procesa spajanja cijevi. Automatski sustav cijevi se međusobno dovode potpuno centrirane, što apsolutno isključuje pomake i stvaranje nekvalitetnih šavova.

- Automatska oprema. Kada se koristi automatska oprema, cijeli proces zavarivanja cijevi odvija se, odnosno, u automatskom načinu. Prije početka povezivanja, svi potrebni parametri se postavljaju na opremu putem računala. Stroj će sam odabrati traženi način zavarivanja, a zatim će, bez ljudske intervencije, izvršiti potrebne radnje.
Ovisno o vrsti stroja za zavarivanje, mijenja se i njegov trošak. Ručni aparati su najjeftiniji, poluautomatski nešto skuplji, a automatska oprema najskuplja.
Pri korištenju automatske opreme za zavarivanje cijevi, mogućnost pogreške i dobivanja podstandardnog šava potpuno je isključena.
Strojevi za zavarivanje elektrofuzijskih spojeva
Stroj za zavarivanje polietilenskih cijevi, uz pomoć kojeg se može napraviti elektrofuzijski spoj, složeniji je uređaj u usporedbi s opremom za čeono zavarivanje.
Svaka spojnica sadrži podatke potrebne za njegovu ugradnju u obliku crtičnog koda. Ove podatke morate unijeti u stroj prije zavarivanja. To se može učiniti ručno ili automatski, ovisno o modelu uređaja. Većina uređaja opremljena je oba načina unosa informacija.

Ovisno o modelu i mogućnostima strojeva, mogu biti s mogućnošću spremanja potrebnih podataka i zapisivanja na flash karticu ili bez nje. Ako uređaj podržava ovu funkciju, nema potrebe za unosom informacija nekoliko puta kada se koristi ista vrsta spojki.
U pravilu, uređaj prikazuje informacije o temperaturnom režimu, vremenu zavarivanja, snazi grijanja. Nakon izravnog spajanja cijevi, uređaj emitira zvučni signal.
Cijena uređaja za električne spojke, kao i samih električnih spojnica, vrlo je visoka, pa ih koriste specijalizirani timovi ili tvrtke koje se profesionalno bave polaganjem raznih cjevovoda.
Spajanje cijevi pomoću elektrofuzijskih spojnica provodi se samo u iznimnim slučajevima kada je čeono zavarivanje neprihvatljivo prema uvjetima.
Izbor strojeva za zavarivanje polietilenskih cijevi određen je zahtjevima za ugradnju cjevovoda i okolnim prirodnim uvjetima. Prilikom polaganja cijevi unutar prostora za kućne potrebe, dovoljno je imati elementarni uređaj za zavarivanje.
Kvaliteta spojeva, čvrstoća, pouzdanost i trajnost cijelog sustava ovisi o tome koliko je ispravno odabran stroj za zavarivanje polietilenskih cijevi. Budući da postoji prilično širok raspon opreme za zavarivanje, vrlo je lako zbuniti se i odabrati pogrešan dodatak. Zato, prije nego što nastavite s odabirom i kupnjom aparata za zavarivanje, morate proučiti cijeli niz takvih proizvoda, razumjeti njihove značajke, opseg uporabe, prednosti i nedostatke.
Značajke izbora
Zavarivanje se koristi ne samo za popravke, već i za polaganje PE (polietilenskih) cjevovoda. Samu opremu nije teško svladati, glavna stvar je da je pravilno odaberete. Načelo rada takvih proizvoda je da jedinica za zavarivanje zagrijava krajeve cijevi ili armature koje je potrebno spojiti. U tom slučaju materijal cijevi dobiva stanje viskoznog fluida, što omogućuje spajanje dvaju krajeva. Miješanjem polimernog materijala na oba kraja, nakon skrućivanja, nastaje gusta monolitna struktura. Unatoč činjenici da se na mjestu zavarivanja pojavljuje šav, ovaj odjeljak nije inferioran čvrstoći od čvrstih komada cijevi.
Izbor opreme za zavarivanje termoplastičnih cjevovoda ovisi o vrsti posla koji želite obaviti. Također, prilikom odabira jedinice, vrijedi uzeti u obzir promjer elementa, svrhu cjevovoda i volumen obavljenog posla.
Svi uređaji za zavarivanje klasificirani su na temelju sljedećih parametara:
- dimenzije jedinice;
- metoda zavarivanja;
- dimenzije PE cijevnih elemenata;
- vrsta upravljanja (automatsko ili ručno);
- postoji li ili ne funkcija zapisivanja;
- vrsta pogona.
Strojevi za čeono zavarivanje

Oprema za čeono zavarivanje može se koristiti za različite promjere cijevi. Za obavljanje posla, izratci moraju biti fiksirani u posebnom držaču. Krajevi cijevi se zagrijavaju grijačem. Nakon toga se međusobno povezuju. Krajeve proizvoda treba čvrsto pritisnuti dok se šav potpuno ne ohladi.
Važno: samo sučelni zavarivač prikladan je za zavarivanje cijevi promjera 31,5 cm ili više. Bez obzira na promjer, debljina stijenke cijevi koje se spajaju mora biti najmanje 5 mm.
Oprema za čeono zavarivanje podijeljena je u sljedeće vrste:
- priručnik;
- mehanički;
- hidraulički.
Razmotrimo detaljnije značajke svakog od njih.
Ručni agregati

Ručni stroj za zavarivanje polietilenskih cijevi prikladan je za proizvode malog promjera (4-12,5 cm). Neki ručni zavarivači mogu rukovati izratcima širine do 30 cm. Ova kompaktna oprema koja je jednostavna za korištenje prikladna je za kućnu upotrebu.
Ručni sklop kundaka sastoji se od sljedećih komponenti:
- centralizator koji vam omogućuje da poravnate položaj dijelova koji se spajaju;
- trimer se koristi za rezanje cijevi;
- za taljenje materijala koristi se grijaća ploča.
Mehanički instrumenti

Mehanička jedinica za čeono zavarivanje polietilenskih cijevi omogućuje vam rad s elementima promjera ne više od 25 cm. Obično se tlačni sustavi izrađuju uz pomoć takvih cijevi niski pritisak.
Ako se sličan uređaj za čeono zavarivanje koristi za opremanje slobodnog protoka inženjerske komunikacije, tada promjer cijevi može biti veći - do 31,5 cm Ovi proizvodi se mogu koristiti za zavarivanje na licu mjesta ili u posebnim radionicama.
Glavne prednosti takvih uređaja, zbog kojih su tako cijenjeni, su njihova mala težina, što jamči mobilnost proizvoda i pouzdan rad bez problema. Neki proizvođači proizvode takav stroj za zavarivanje s korisnom dodatnom funkcijom - sposobnošću stvaranja plastičnih zavoja.
Hidraulička oprema

Stroj za čeono zavarivanje ovog tipa ima centralizator, koji je opremljen hidrauličkim pogonom. Zahvaljujući ovom dizajnu, uređaj može spojiti cijevi bilo kojeg promjera (4-200 cm). Međutim, većina uređaja dizajnirana je za maksimalni promjer cijevi za zavarivanje, jednak 1,6 m.
Zauzvrat, hidraulične jedinice podijeljene su u tri vrste prema stupnju automatizacije:
- Ručni hidraulički uređaji... Područje upotrebe takve opreme je polaganje cjevovoda srednjeg i niskog tlaka. Jedinicom se upravlja ručno i podešava se temperatura taljenja. Ostali parametri zavarivanja moraju se odabrati i postaviti prema posebnim tablicama zavarivanja. Ovi uređaji nemaju funkciju zapisivanja.
- Poluautomatski hidraulički uređaji... Ovi uređaji sa srednjom razinom automatizacije najčešće se koriste za zavarivanje obradaka velikog i srednjeg promjera. Takva je oprema opremljena elektroničkom jedinicom koja uzima podatke o temperaturi s grijaće ploče i određuje tlak ulja u pogonskom mehanizmu. Nakon provjere primljenih podataka s programom, jedinica prikazuje signale za operatera na zaslonu. Kada je proces zavarivanja završen, izdaje se protokol.
Važno: neki poluautomatski uređaji prodaju se bez modula za prijavu, ali se mogu nadopuniti njima ako je potrebno.
- Automatski hidraulični agregati... Riječ je o modernim uređajima visoke tehnologije u kojima je proces zavarivanja potpuno automatiziran i kontroliran pomoću posebnog elektroničkog modula. Operater samo treba postaviti podatke o cijevima za zavarivanje - materijal, promjer i neke važne parametre, nakon čega uređaj sam odabire odgovarajući način zavarivanja, uzimajući u obzir temperaturu okoline. Na kraju procesa uređaj generira protokol zavarivanja, koji označava sve važne parametre.
Važno: automatizacija procesa zavarivanja u potpunosti eliminira mogućnost grešaka koje se često javljaju kod ručnog zavarivanja. Također pod uvjetom najviša kvaliteta zavariti... Takva se oprema koristi za uređenje plinovoda i naftovoda, kao i drugih visokotlačnih sustava, gdje se postavljaju strogi zahtjevi za kvalitetu šava.
Zavarivanje elektrofuzijom

Električna spojnica je spojnica s ugrađenim grijačem. Ova metoda zavarivanja izvodi se pomoću posebnih strojeva koji se koriste za zavarivanje PE cijevi. Za spajanje krajeva praznina koristi se spojka - oblikovani dio u koji su cijevi umetnute s obje strane. Zagrijavanje materijala provodi se pomoću električna struja, koji ulazi u spiralu spojke i zagrijava plastiku. Kada materijal dosegne viskozno stanje, dijelovi se tope i spajaju u jednu strukturu.
Ova vrsta zavarivanja najčešće se koristi za uređenje tlačnih cjevovoda od elemenata malog promjera (ne više od 16 cm), kao i u sustavima slobodnog protoka od obratka promjera ne većeg od 31,5 cm. Na prodaju su jedinice za elektrofuzijsko zavarivanje PE obradaka velikog promjera, koji doseže 63-160 cm.
prednosti:
- Ova metoda zavarivanja prikladna je ako trebate spojiti dugačke termoplastične obratke, uvijene u zavojnice.
- Ova mobilna oprema prikladna je za popravak teško pristupačnih cjevovoda u rovovima ili zidovima.
- S takvim uređajem možete raditi i na zimskoj hladnoći i ljetnoj vrućini, budući da je raspon radne temperature prilično širok - od -20 do +50 stupnjeva.
Jedinice koje koriste zavarivanje armatura podijeljene su u dvije vrste:
- Priručnik. Za korištenje ovog uređaja operater mora samostalno unijeti parametre napona i trajanje procesa zavarivanja. Takvi uređaji nemaju funkciju zapisivanja.
- Automatski. Ove jedinice imaju poseban skener koji im omogućuje čitanje informacija s elektrofuzijskog crtičnog koda. Na temelju primljenih podataka, uređaj sam postavlja parametre zavarivanja za svaki dio i pohranjuje ih u memoriju. Podaci protokola mogu se ispisati na licu mjesta ili spremiti na USB flash pogon i prenijeti na računalo.
Važno: pri odabiru elektrofuzijsko zavarivanje morate uzeti u obzir troškove samih okova, stoga je za izvođenje značajne količine posla bolje koristiti čeono zavarivanje s odgovarajućom opremom.
Polietilenske cijevi danas se široko koriste. Koriste se za ugradnju cjevovoda za kućanske i industrijske svrhe. Za montažu inženjerske mreže posebna oprema se koristi za zavarivanje polietilenskih cijevi ili montažnih dijelova - spojnica, prirubnica itd. Budući da instalacijski radovi ne zahtijevaju visoke kvalifikacije, mogu se izvesti bez uključivanja stručnjaka. Trebate samo kupiti ili iznajmiti aparat za zavarivanje polietilenskih cijevi.
Prilikom sastavljanja cjevovoda od polietilenskih cijevi koriste se dvije vrste priključaka - sklopivi i nesklopivi. Prvi se češće koriste pri stvaranju mreža sa slobodnim protokom (na primjer, pri izgradnji gravitacijske kanalizacije), potonji su potrebni pri ugradnji vodoopskrbnog sustava ili drugih sustava u kojima se tekućina dovodi pod tlakom.
Za izvođenje nerastavljivih spojeva najčešće se koriste jedinice za čeono zavarivanje polietilenskih cijevi ili se koriste nadzemne elektrofuzijske spojke. Rjeđe se koristi zavarivanje utičnica, za to je potrebno koristiti posebne spojne armature - spojke, kutove, T-e.
Metode zavarivanja polietilenskih cijevi
Unatoč činjenici da se cijevi mogu zavarivati različitim metodama, sve se temelje na istom principu - taljenju plastike i njezinoj difuznoj povezanosti na razini molekularnih struktura.
Za topljenje plastike i spajanje dijelova koristi se stroj za zavarivanje polietilenskih cijevi. Ova oprema je jednostavnog dizajna i nije teško raditi s njom. Postoji nekoliko vrsta spajanja polietilenskih cijevi zavarivanjem:
- Čeono zavarivanje. Princip ovog procesa je jednostavan - krajevi cijevi se zagrijavaju prije početka taljenja, a zatim se pritiskaju jedan na drugi, čekajući da se plastika ohladi. Rezultat je jaka monolitna veza koja nije inferiorna čvrstoćom od čvrste cijevi. Ova metoda se može koristiti ako je promjer cijevi veći od 50 mm, a debljina stijenke veća od 5 mm.
- Zavarivanje elektrofuzijom. U tom slučaju se za dovršetak veze koriste dodatni dijelovi - spojnice. Stavljaju se na spoj i kad se otapaju i ohlade dodatno ojačaju šav. Spojnica se ne može ukloniti, ostaje na spoju, što osigurava dodatnu izdržljivost cjevovoda.
- Ekstruzijsko zavarivanje. Ova vrsta polietilenskog spoja cijevi nalikuje zavarivanju čelične cijevi pomoću elektroda. U ovom slučaju koristi se aditiv koji ima sastav identičan cijevima, odnosno polietilensku šipku. Kada se otopi, ova mlaznica zavari šavove i dodatno ih ojača.

- Zavarivanje utičnica. Pri korištenju ove metode cijev manjeg promjera se spaja u cijev ili veći dio. Za spajanje dva dijela cijevi koristi se spojnica s utičnicama na oba kraja. Koristeći kut odbljeska, možete rotirati cjevovod. A uz pomoć križa lako je pričvrstiti dodatnu granu na liniju.
Prilikom izvođenja bilo koje od navedenih vrsta zavarivanja potrebno je koristiti instalaciju za zavarivanje polietilenskih cijevi. Nemoguće je izvesti zavarivanje bez upotrebe opreme, stoga je vrijedno upoznati se s načelima njegovog rada.
Strojevi za zavarivanje i principi njihovog rada
Svi strojevi za zavarivanje plastičnih cijevi koriste tehnologiju zagrijavanja dijelova i njihovo naknadno povezivanje pod određenim pritiskom. Prilikom odabira vrste zavara uzmite u obzir veličinu cijevi i broj zavara.
Dakle, za cijevi promjera do 50 mm koristi se elektrofuzijsko ili ekstruzijsko zavarivanje ili spoj utičnice, a za velike cijevi poželjnije je koristiti metodu sučelja. Prilikom odabira aparata za zavarivanje PE cijevi važno je obratiti pažnju na to s kojim je veličinama cijevi predviđen za rad.
Savjet! Obično, kućni majstor morate se nositi s cijevima malog promjera. Stoga je za njega prikladan aparat na koji se mogu zavariti cijevi od 40 do 160 mm.
Stroj za čeono zavarivanje cijevi
Kod primjene metode sučelja potreban je aparat za zavarivanje PE cijevi za zagrijavanje krajeva cijevi dok polietilen ne pređe u stanje viskoznog protoka, a zatim spojiti dijelove pod pritiskom. Dijelovi se spajaju nakon uklanjanja grijača. Cijeli proces zavarivanja može se podijeliti u nekoliko faza:

- Priprema cijevi za zavarivanje.
- Zagrijavanje krajeva prije topljenja.
- Uklanjanje grijača i spojnih dijelova.
- Hlađenje zavarenog spoja.
Može se postaviti pitanje kako rezati cijevi prije sučeonog zavarivanja, jer će se nakon spajanja dijelova duljina segmenta smanjiti. Da biste saznali koji dodatak trebate napraviti, morate se upoznati s uputama koje dolaze s strojem za čeono zavarivanje. Za svaku veličinu cijevi postoje upute. Ako nema uputa, možete jednostavno izmjeriti duljinu nastavka na alatu.
Krajevi cijevi se zagrijavaju bez pritiska, ali su u bliskom kontaktu s grijaćom pločom. Nakon uklanjanja ploče, dijelove treba spojiti što je brže moguće kako se plastika ne bi imala vremena ohladiti.
Osim toga, važno je da se cijevi spoje bez pomaka, dopušteno odstupanje nije više od 10% debljine stijenke cijevi. Također, važno je spriječiti ulazak prašine i drugih onečišćenja na mjesto zavarivanja, jer to uvelike smanjuje kvalitetu spojeva. Preporuča se korištenje posebnog uređaja za spajanje - centralizatora, jer je teško ručno spojiti cijevi bez iskošenja.

Kod primjene metode čeonog zavarivanja za PE cijevi istovremeno se formiraju i vanjski i unutarnji šav. Nakon što se plastika potpuno ohladi, perle na mjestu šava uklanjaju se posebnim uređajem. Ova operacija omogućuje maksimalnu glatkoću unutar cjevovoda i izvrsna izgled vani.
Savjet! Nemojte zanemariti operaciju uklanjanja progiba unutar cijevi. Budući da će ti preljevi (posebno ako su cijevi malog promjera) smanjiti propusnost cjevovoda i čak mogu uzrokovati začepljenje u njemu.
Postupak zavarivanja kada se koriste elektrofuzijske spojke
Pri korištenju ove metode spajanja, stroj za zavarivanje PE cijevi je prilično kompaktan uređaj - to je rukav od polietilena i opremljen posebnim uređajem za grijanje (električne spirale).
Spajanje dijelova nastaje zbog činjenice da se napon primjenjuje na električne spirale, što dovodi do povećanja temperature u području spoja. Polietilen cijevi i sama spojka se topi, a nakon što se ohladi, na spoju se stvara čvrst spoj.
Savjet! Postupak zavarivanja cijevi mora se izvesti pod uvjetom krutog pričvršćivanja dijelova koji se zavaruju. Dok se plastika potpuno ne ohladi, nemoguće je pomicati cijevi i na neki drugi način utjecati na spoj.
Zavarivanje cijevi od polietilena nije osobito težak proces, ali zahtijeva posebnu opremu. Stoga će kućni majstor ili morati nabaviti opremu za zavarivanje i moći obaviti posao vlastitim rukama ili potražiti pomoć od profesionalnih instalatera. Ako trebate zavariti jednokratno, onda ne morate kupiti aparat za zavarivanje, već ga iznajmiti. Mnoge tvrtke nude usluge najma.
PE cijevi imaju mnoge prednosti. Oni su izdržljivi, ekološki prihvatljivi, nisu podložni procesima korozije, otporni su na učinke kemijski aktivnih sredina, a njihova unutarnja površina ne prerasta tijekom vremena. Između ostalog, polietilen (HDPE) je materijal koji savršeno zavari. U katalogu tvrtke "CSP" možete kupiti odgovarajući aparat za zavarivanje za plastične cijevi i mnoge druge opreme.
Glavne metode zavarivanja polietilenskih (HDPE) cijevi
Spajanje cijevi od polietilena odvija se pomoću posebnih strojeva i uređaja. Dvije najpopularnije vrste zavarivanja polietilenskih cijevi (HDPE): čeono i elektrofuzijsko.
Elektrofuzijsko zavarivanje polietilenskih (HDPE) cijevi
U usporedbi s metodom stražnjice, ova metoda je skuplja, jer njezina provedba podrazumijeva korištenje skupljih okova opremljenih ugrađenim grijaćim elementima. Prednost elektrofuzijskog zavarivanja je mogućnost rada u skučenim prostorima. Korištenje HDPE strojeva za čeono zavarivanje u skučenim uvjetima ponekad je jednostavno nemoguće, a spojke su često jedina alternativa.
Metoda elektrofuzije sastoji se u sljedećem: rukavac (okov) opremljen ugrađenim grijačem stavlja se na spoj koji se zavari. Zavarivanje polietilenskih cijevi provodi se posebnim aparatom. Napon se primjenjuje na grijaći element uređaja. Kada se zagrije, topi površinu cjevovoda i spojke, stvarajući tako čvrstu i čvrstu vezu. Glavne prednosti uređaja za zavarivanje HDPE metodom spajanja su lakoća i kompaktnost. Osim toga, ne troše puno električne energije i jednostavni su za rukovanje.
Čeono zavarivanje polietilenskih (HDPE) cijeviPrilikom stvaranja trajnih veza ova se metoda smatra najpopularnijom i najsvestranijom. Rezultirajući stražnji šavovi praktički su jaki kao i susjedna područja. Sam cjevovod, u smislu fleksibilnosti, nepropusnosti i pouzdanosti, ne razlikuje se puno od jednog komada.
PE cijevi su spojene metoda kundaka u sljedećem slijedu:

- Cijevi koje se zavaruju ugrađuju se s odgovarajućim krajevima u stroj za zavarivanje polietilenskih cijevi.
- Krajevi cijevi se čiste i obrađuju pomoću alata za oblaganje.
- Između krajeva koji se zavaruju postavlja se ogledalo, krajevi se zagrijavaju i tope, koji su pritisnuti na HDPE uređaj za zavarivanje.
- Cijevi se uklanjaju iz radnog područja zrcala.
- Otopljeni krajevi se pritisnu jedan na drugi zadanom silom i drže dok se spoj ne ohladi pod određenim pritiskom.
Prednosti spajanja pomoću čeonog zavarivača za zavarivanje polietilenskih cijevi (HDPE) uključuju sljedeće čimbenike:
- Za završetak radova potrebna su najviše dva radnika.
- Nema potrebe za korištenjem specijalizirane opreme ili teških strojeva.
- Niski troškovi energije. Polaganje niskotlačnog polietilenskog (HDPE) cjevovoda lakše je i brže od ugradnje njegovog metalnog parnjaka. Potonji čimbenik je posebno važan kada se polažu duge cijevi, što može smanjiti broj zavarenih operacija i do 100 puta.

Prilikom izrade spoja čeonom metodom treba paziti da su sljedeći parametri identični za spojeve i cijevi: debljina stijenke, promjer i vrsta polimera. Istodobno, kvaliteta rada uvelike ovisi o ispravnom izboru HDPE aparata za zavarivanje i kvalifikacijama zavarivača.
U Centru za zavarivanje plastike možete kupiti opremu za zavarivanje polietilenskih cijevi. Nudimo moderne i učinkovite strojeve za obradu polietilenskih proizvoda po optimalnim cijenama. Također možete naručiti strojeve za izradu fitinga, strojeve za rezanje traka, ekstrudere za ručno zavarivanje, uređaje za zavarivanje HDPE-a u utičnicu i mnoge druge opreme za obradu ili zavarivanje polietilenskih cijevi.