Zavarivanje HDPE polietilenskih cijevi. Cijena zavarenog okova. Metoda zavarivanja elektrofuzijom
Polimerni materijali postupno ispunjavaju sve niše na tržištu roba i usluga, a također prodiru ne samo u domaću i industrijsku sferu, budući da različitim proizvodima daju jedinstvene tehničke i operativne karakteristike. Članak će se usredotočiti na polietilenske cijevi niski pritisak(HDPE), kao i tehnologije kojima se takvi proizvodi zavaruju.
Postojeći načini ugradnje HDPE cijevi
HDPE cijevi su danas vrlo popularne, jer se vrlo jednostavno postavljaju (od strane jednog radnika). Međutim, morate razumjeti kako su te cijevi međusobno povezane kako biste dobili pouzdan cjevovod.
Postoje dvije vrste veza:
- Odvojivi. Omogućuje analizu strukture tijekom rada. Za stvaranje slične veze mogu se koristiti čelične prirubnice.
- Neodvojivo. Konstrukcija segmenata HDPE cijevi je monolitna. Ostvaruje se zavarivanjem cijevi metodom sučelja ili preko spojnica.
Prilikom postavljanja cjevovoda velikog promjera potrebno je koristiti termootporne armature. U ovom slučaju, monolitna veza će biti jaka i ne postoji opasnost od deformacije uz pravilan rad.
Značajke čeonog zavarivanja HDPE cijevi
Prije svega, za izvođenje radova trebat će vam uređaj za čeono zavarivanje HDPE cijevi. Lijep bonus je to što za njega ne morate kupovati dodatne priloge. Tehnologija je prikladna samo za spajanje HDPE cijevi istog promjera.
Najkvalitetnije zavarivanje HDPE cijevi postiže se samo ako su segmenti spojeni u jedan šav. U ovom slučaju, čvrstoća prianjanja bit će optimalna i neće biti veliki broj točke vršnog opterećenja na cjevovodu.
Do danas je zavarivanje najsvestranije i učinkovit način ugradnja cjevovoda, pa čak i činjenica da se polietilen koristi kao materijal od kojeg se izrađuju cijevi, ne smanjuje popularnost zavarivanja. Za zavareni cjevovod materijal ostaje fleksibilan cijelom dužinom. Nije bitno kako će se točno postaviti sustav, jer aparat za zavarivanje HDPE cijevi omogućuje rad u svim uvjetima.

Postupak zavarivanja je sljedeći:
- Krajevi cijevi ugrađuju se u centralizator (element s kojim je opremljen aparat za zavarivanje HDPE cijevi), a zatim se međusobno poravnavaju i čvrsto fiksiraju (pročitajte također: ""). U tom slučaju, krajevi cijevi moraju se temeljito očistiti od raznih prljavština, prašine itd.
- Nadalje, potrebno je koristiti uređaj za obrezivanje za izvođenje strojne obrade dijelova cijevi koji se zavaruju. Tijekom ove faze potrebno je postići ravnomjeran čip od 0,5 mm, a zatim provjeriti spoj krajnjih dijelova cijevi. Svaki razmak između HDPE cijevi mora se ukloniti ponavljanjem postupka obrezivanja.
- Zatim se za zagrijavanje krajeva koristi oprema za zavarivanje HDPE cijevi. Obavezno koristite grijaći element s neljepljivim premazom. Kada se krajevi počnu topiti, potrebno ih je razrijediti i brzo ukloniti grijač.
- Zagrijani segmenti su spojeni, a sila njihovog kompresije se ravnomjerno povećava sve dok dvije cijevi nisu čvrsto pričvršćene jedna na drugu. Preporučljivo je pričekati duže, dok se spoj ne ohladi. Samo u ovom slučaju šav će biti što pouzdaniji.
Kvaliteta izvedenog zavarivanja određuje se kao izgled izrađenom šavu, a prema linearnim dimenzijama cjevovoda na spoju (ne bi smjelo biti nepravilnosti).
Zavarivanje HDPE cijevi kroz spojnicu
Ako sami radite zavarivanje rukava HDPE cijevi, tada morate imati jedinicu za zavarivanje tipa lemilice, kao i set mlaznica za to. Promjeri mlaznica odabiru se u skladu s dimenzijama korištenih okova. Osim opreme za zavarivanje, potrebno je kupiti i armature: spojnice, kutove, T-ove itd.
Zapravo, par za zavarivanje su krajevi spojnice i cijevi. Metoda je nezgodna, jer ako je spoj neispravan, cjevovod će biti zakošen, te stoga broj armatura mora premašiti broj očekivanih spojeva.

Prednost zavarivanja utičnica je što se može izvesti u vrlo nezgodnim uvjetima kada je aksijalni pomak cijevi ograničen. HDPE cijev se zagrijava kontaktom s metalnom mlaznicom na lemilu.
Strukturno, mlaznica se sastoji od dva elementa upletena u jedan komad. Okov se grije prvim dijelom koji se zove "trn", a drugi se zove "čaura" i u njega se ubacuje HDPE cijev.
Pripremna faza za zavarivanje kroz spojnicu
Potrebno je početi spajati dvije cijevi nakon izvođenja određenih radnji s cijevi i priključkom:
- Cijev se reže pomoću posebnih škara, uzimajući u obzir potrebnu veličinu. Najbolje je koristiti škare s podesivim kutom rezanja, jer presjek mora biti pod pravim kutom na vanjsku stijenku cijevi.
- Područja koja će biti uključena u zavarivanje moraju se očistiti od prljavštine, prašine i neravnina. Unutrašnjost cijevi na strani gdje se ne vrši zavarivanje najbolje je zatvoriti čepom.
- Ako se aparat za zavarivanje ponovno koristi, morate ga zapamtiti očistiti od ostataka prethodnog postupka.
Nakon dovršetka gornjih koraka, možete početi zagrijavati lemilo. Činjenica da je željena vrijednost temperature utvrđena bit će prikazana posebnim indikatorom, koji je dostupan u bilo kojem stroju za zavarivanje HDPE cijevi. Rad se izvodi točno u vremenu, što odgovara određenom vanjskom promjeru cijevi.
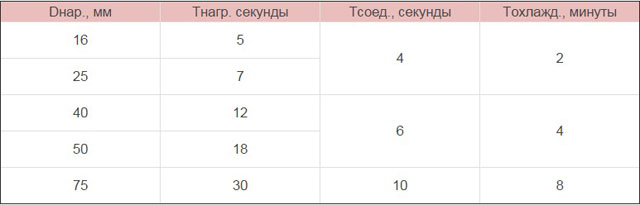
Slijedi popis vremenskih okvira za svaku od faza zagrijavanja i spajanja za standardni promjeri HDPE cijevi ( vanjski promjer(milimetri); vrijeme zagrijavanja elemenata (sekunde); vrijeme spajanja grijanih elemenata (sekunde); vrijeme hlađenja spojeva (minuta):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Vjerojatno najvažniji korak je pričvršćivanje spojnih elemenata na mlaznicu, jer prekomjerni pritisak može uzrokovati da masa koja strši iz reflowa formira veliki prsten na krajevima cijevi i spojnice.
U skladu s tim, umetnite cijev i stavite spojnicu do kraja, ali nemojte koristiti pretjeranu silu u završnoj fazi procesa. To se može izbjeći pričvršćivanjem spojnice i umetanjem cijevi s isključenim lemilom.
U tom slučaju bit će moguće staviti odgovarajuću oznaku. Nakon što je došlo do zagrijavanja, potrebno je ukloniti elemente i spojiti ih do spoja perli. Do potpunog hlađenja konstrukcija treba mirovati i ne biti podvrgnuta mehaničkom naprezanju.
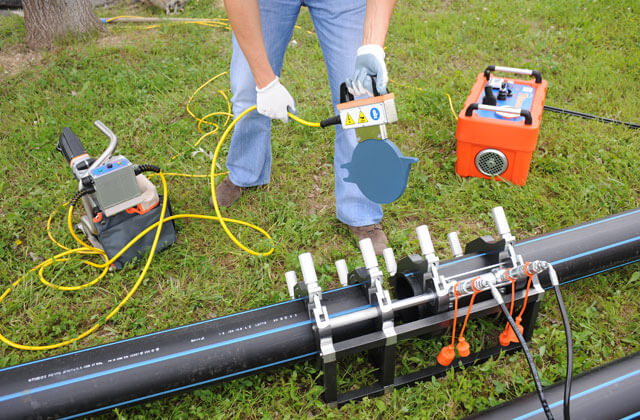
Što je jedinstveno i kako se izvodi elektrofuzijsko zavarivanje
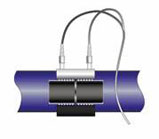
Zavarivanje elektrofuzijom moderna je modifikacija gore opisane metode spajanja cijevi. Za provedbu ovog postupka koriste se posebne spojke u koje se u početku postavljaju električni grijaći elementi. S obzirom da se troši takav resurs kao što je električna energija, moguće je ne govoriti o isplativosti procesa u usporedbi sa standardnim čeonim zavarivanjem.

Najjednostavniji element za ovu vrstu zavarivanja je elektrofuzijska spojka, ali postoje i sedlaste grane i trojnice tipa elektrofuzije. Zatim ćemo govoriti o tome kako samostalno izvesti instalaciju pomoću elektrofuzijskih spojnica i elektrofuzijskog stroja za zavarivanje.
Dizajn takvog stroja za zavarivanje pretpostavlja prisutnost posebnih spirala, koje su grijaći elementi. Tanki sloj na kraju spojnice se topi pod utjecajem temperature i to omogućuje spajanje na plastične segmente cjevovoda. Spirala ostaje u šavu između elemenata, dajući strukturi veću čvrstoću (po analogiji s armaturom). Naravno, ova metoda je najskuplja i koristi se uglavnom za montažu plinovoda.
Rad se izvodi u procesu elektrofuzijskog zavarivanja u određenom slijedu:
- Pomoću posebnog rezača cjevovod se reže na prethodno označene komade.
- Zatim morate očistiti unutarnju stranu električne spojke i segmente cijevi koji se međusobno zavaruju. Zatim se ista područja odmašćuju.
- Mjesta su označena na cijevima tako da se može kontrolirati dubina ulaska spojnice.
- Otvoreni krajevi cijevi, koji se u ovoj fazi neće prokuhati, zatvaraju se čepovima.
- Aparat za zavarivanje je spojen na spojnicu pomoću dvije žice, što omogućuje postavljanje na udaljenosti od mjesta rada.
- Tipka za pokretanje je pritisnuta. Tijekom zagrijavanja, prianjanja i do potpunog hlađenja, segmenti cijevi moraju ostati nepomični jedan u odnosu na drugi.
- Stroj se također sam isključuje nakon isteka potrebnog vremena, budući da je u početku bio konfiguriran za lemljenje HDPE cijevi (pročitajte također: "").
- Cjevovod se može pustiti u rad najkasnije 1 sat nakon zavarivanja.
![]()
Zavareni spojevi HDPE cijevi moraju ispunjavati sljedeće zahtjeve:
- zavariti treba biti smješten na ili iznad vanjske površine cjevovoda;
- pomak segmenata cjevovoda ne smije biti veći od 10 posto debljine stijenke korištene cijevi;
- šav koji strši iznad cjevovoda s debljinom stijenke do 5 milimetara ne smije biti veći od 2,5 milimetara, a s debljinom od 6 milimetara do 2 centimetra - do 5 milimetara.
Ishod
Članak detaljno opisuje metode zavarivanja HDPE cijevi, a zaposlenik samo treba odabrati najoptimalniji za određeni cjevovod. Ako se rad izvodi strogo prema predloženim uputama, tada će cjevovod služiti dugo, učinkovito i pouzdano. Također, cijeli proces montaže može se povjeriti stručnjacima koji će osigurati vlastitu opremu i pomoći u nabavi potrebnih materijala.
Široka primjena i distribucija polietilenske cijevi zahtijeva korištenje posebnih spojnih elemenata, koji se među profesionalcima obično nazivaju okovi. Danas mnoge proizvodne tvrtke nude svoje usluge za njihovu proizvodnju. Priključci za cijevi omogućuju obrtnicima da instaliraju sustav što je brže i učinkovitije. Ima ih mnogo vrsta, među kojima treba razlikovati zavarene armature. Moraju ispunjavati sljedeće zahtjeve:
- Značajna pouzdanost pričvršćivanja.
- Snaga i izdržljivost.
- Visoka nepropusnost i vodonepropusnost.
- Izražena trajnost.
- Otporan na koroziju i agresivne kemijske spojeve.
Zavareni spojevi uspješno se koriste u sustavima pod pritiskom vode. Omogućuju vam izvođenje raznih grana, zavoja i uspona vodoopskrbnog sustava. Pričvršćivači ove vrste izgledaju kao segment polietilenske cijevi s posebnim karakteristikama, koji su spojeni tehnikom sučelja pomoću opreme za zavarivanje pod bilo kojim kutom. Ova vrsta okova izrađuje se pomoću različiti putevi, koji se pažljivo provjeravaju i testiraju u svakoj fazi proizvodnje. Stoga pri kupnji ove vrste pričvršćivača svaki klijent dobiva zajamčenu kvalitetu.
HDPE zavareni spojevi
Često se za HDPE cijevi koriste posebni spojevi. Glavne prednosti su visoka tvornička kvaliteta i prihvatljiva cijena robe. HDPE okovi zavareni su od visokokvalitetnog bakra ili mesinga, koji su certificirani prema međunarodnim standardima.
Uz pomoć ovih spojnica dobro se spajaju cijevi istih i različitih promjera. Prikladni su za grane i zavoje različite složenosti, za ugradnju čepova na polietilensku cijev. Zavareni HDPE priključci razlikuju se po krutosti i odvojivosti. Njihov promjer se kreće od 63 do 315 milimetara.
Niska cijena zavarenih spojnica omogućuje im upotrebu u mnogim sustavima. Unapređenje vodovoda i plinovoda ne može bez njih. Treba uzeti u obzir da transportirana tekućina ne smije prijeći temperaturu od 40 stupnjeva. HDPE zavareni spojevi osiguravaju visoku nepropusnost sustava i štite korisnike od neočekivanih pucanja i curenja.
Cijena zavarenog okova
Zbog svoje visoke kvalitete armature se koriste u mnogim vodoopskrbnim sustavima, kako za tehničke potrebe tako i za pitke potrebe. Spadaju u ekološki prihvatljive proizvode, ne mijenjaju organoleptička svojstva vode i ne akumuliraju otrovne komponente. Za maksimalnu udobnost i visoku nepropusnost vrijedi kupiti zavarene spojnice. Cijena takvih pričvršćivača ovisit će o dobavljaču, vrsti materijala i glavnim karakteristikama okova. Obavezno uzmite u obzir promjer i vrstu okova.
Proizvođačke tvrtke nude kupnju zavarenih okova, čija cijena ima dobar omjer s visokom kvalitetom. Svatko može kupiti potreban broj zavarenih okova, koji se uvijek nalaze u skladištima poduzeća. Njihova visoka kvaliteta a certificirana proizvodnja omogućuje svakom klijentu uštedu novca, izbjegavanje naknadnih čestih popravaka i neželjenih kvarova u sustavu. Lakoća dizajna osigurava brz transport i jednostavnu montažu, što ne zahtijeva posebne vještine i veliko iskustvo.
Zavarivanje polietilen HDPE cijevi je proces dobivanja trajne veze međusobnim prodiranjem pod pritiskom i naknadnim hlađenjem rastaljenih krajeva dva polietilenska elementa. Puni naziv ove metode je "Kontaktno zavarivanje s ravnim zagrijanim sučeljem alata". Ime u svakodnevnom životu je " Čeono zavarivanje HDPE cijevi".
Tvrtka "DVN-Stroy" pruža usluge čeonog zavarivanja sljedećih vrsta cijevi:
1. Zavarivanje HDPE cijevi;
2. Zavarivanje polietilenskih cijevi;
3. Zavarivanje PE cijevi.
Cijevi su zavarene u Omikronu i Rothenbergeru. Promjer HDPE cijevi je 110, 160, 225, 315. Zavarimo i cijevi velikih promjera 400, 500, 630 mm.

Sučeono zavarivanje polietilenskih cijevi izvodi kvalificirani tim.
Trošak usluga čeonog zavarivanja PE cijevi može se naći u odjeljku
Oprema za zavarivanje polietilenskih PE cijevi
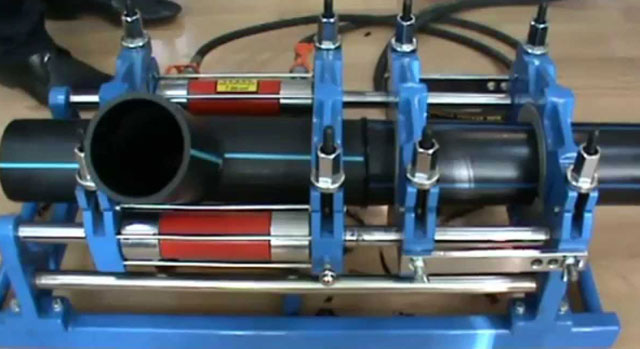
Instalacija za čeono zavarivanje HDPE cijevi sastoji se od tri glavna elementa:
- Stalak s centralizatorom za stezanje cijevi, u kojem se stvara potrebna aksijalna sila na krajevima PE cijevi. Centralizator se može pokretati mehanički ili hidraulički. Prvi se pokreće ručno, drugi pokreće hidraulična jedinica.
- Elektromehanički alat za poravnavanje krajeva cijevi prije zagrijavanja.
- Grijaći element - ogledalo za zavarivanje (u uobičajenoj upotrebi "tava") je element s kojim se zagrijavaju i tope krajevi HDPE cijevi.
Neki nebitni dodaci mogu biti uključeni u komplet za spajanje stražnjice.
Sva oprema za zavarivanje može se podijeliti u nekoliko skupina:
Zrcala za zavarivanje. Najjeftiniji način zavarivanja HDPE cijevi. Zbog nepostojanja centralizatora i alata za oblaganje, ne preporuča se koristiti ga za zavarivanje tlačnih cjevovoda.
Strojevi za zavarivanje s mehaničkim pogonom. Ova oprema namijenjena je za čeono zavarivanje cijevi promjera do 160 mm i ima optimalan omjer cijene i kvalitete.
Strojevi za zavarivanje s hidrauličnim pogonom. Ova oprema namijenjena je za profesionalno zavarivanje cijevi svih promjera.
Elementi automatizacije i logovanja. Dizajniran za automatizaciju i evidentiranje procesa zavarivanja. To je potrebno kod zavarivanja posebno kritičnih cijevi, kao i kada su protokoli za zavarivanje spojeva potrebni kao dio izvedbene dokumentacije.
Također, sva oprema za zavarivanje može se podijeliti prema vrsti materijala za zavarivanje:
- za zavarivanje polipropilenskih cijevi (PP cijevi);
- za zavarivanje polietilenskih cijevi (PE cijevi);
- za zavarivanje cijevi od poliviniliden fluorida (PVDF cijevi);
- za zavarivanje polibutenskih cijevi (PB cijevi);
Tehnologija čeonog zavarivanja polietilenskih HDPE cijevi
Sučeono zavarivanje na opremi za zavarivanje metodom "sučelja" je najtraženije i učinkovita metoda ugradnja HDPE cijevi. Čeono zavarivanje se izvodi ako je promjer materijala veći od 50 mm, a debljina stijenke veća od 4 mm.
Zavarivanje neujednačenih polimernih materijala nije dopušteno.
Ideja metode sučeonog zavarivanja PE cijevi je da se krajevi tijekom zavarivanja zagrijavaju do stanja viskoznog polietilena izravnim kontaktom s električnim grijaćim elementom. Nakon toga se rastaljeni krajevi cijevi spajaju hidrauličkim pritiskom i drže neko vrijeme dok se potpuno ne ohlade.
Prije procesa grijanja podvrgavaju se krajevi cijevi koje se zavaruju mehaničko čišćenje i tretman za uklanjanje onečišćenja.
Ukupno postoji pet faza sučeonog zavarivanja cijevi:
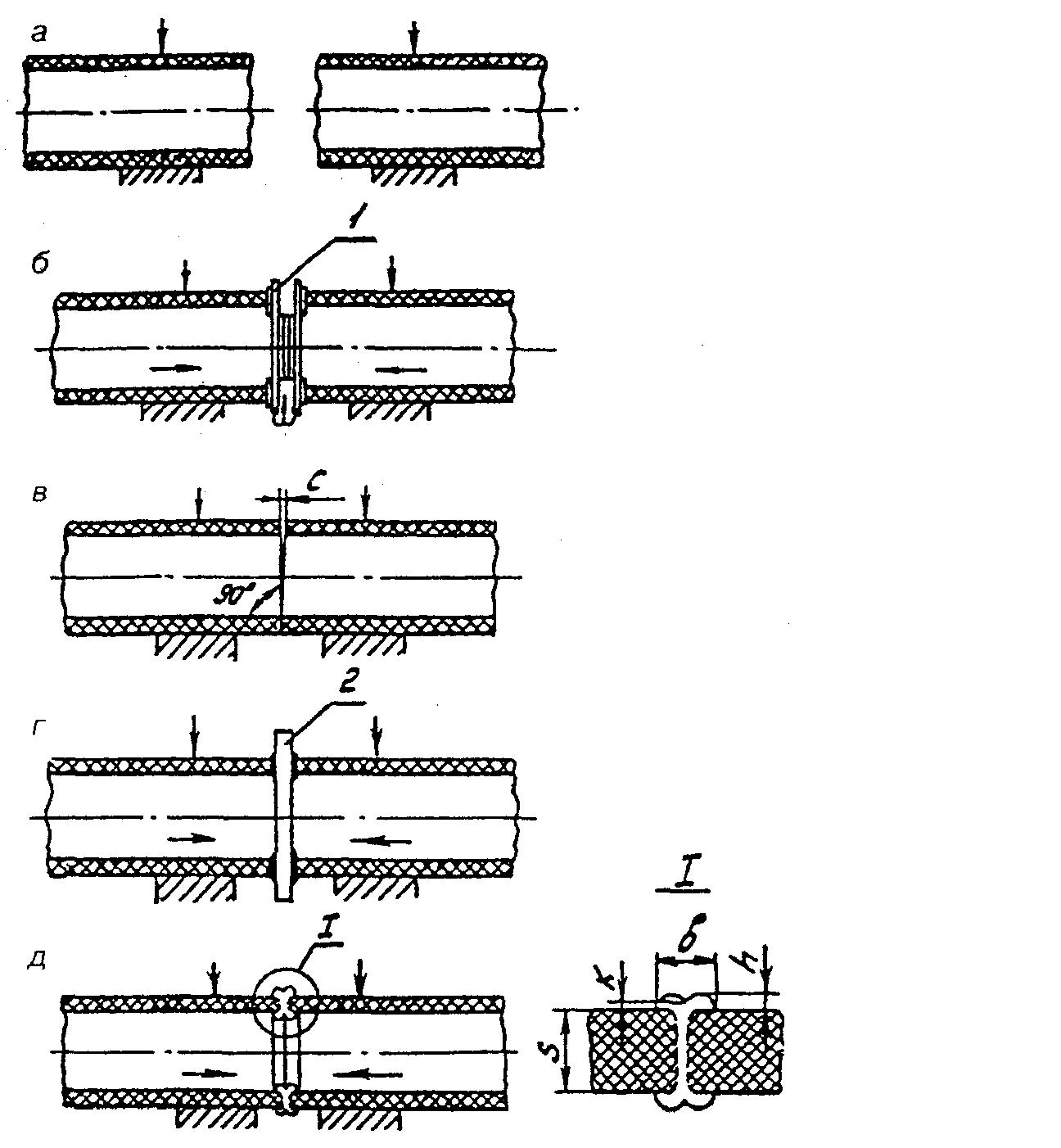
- a) Ugradnja i poravnavanje krajeva cijevi koje se zavaruju u prstenaste stezaljke aparata za zavarivanje;
- b) Oblaganje prije zavarivanja posebnim noževima s mehaničkim pogonom (na sl. 1);
- c) Vrši se vizualna provjera točnosti podudarnosti krajeva, prati se veličina razmaka (na sl. C);
- d) Površine se zagrijavaju i tope prethodno zagrijanim alatom (na sl. 2);
- e) Grijaći element se uklanja iz područja zavarivanja, cijevi se spajaju pod pritiskom. Zglob se slegne;
Tijekom čeonog zavarivanja cijevi potrebno je kontrolirati sljedeće osnovne parametre:
- Temperatura grijaćeg elementa;
- Vrijeme zagrijavanja površina koje se spajaju;
- Količina polietilenskog reflowa (visina bursa);
- Kontaktni tlak tijekom grijanja i tijekom hlađenja;
Nakon završenog procesa čeonog zavarivanja HDPE cijevi, tijekom procesa hlađenja, zavareni šav postiže potrebnu čvrstoću, a također je osigurana homogenost materijala na spoju.
Osnovna pravila za čeono zavarivanje HDPE polietilenskih cijevi
Guzica zavarivanje HDPE cijevi izvodi se samo na tvrdoj, ravnoj površini, na primjer, od dasaka, ili na asfaltnoj ili armiranobetonskoj podlozi.
Prilikom zavarivanja polietilenskih cijevi svakako se mora osigurati poravnanje cijevi. Razlika u osi cijevi koje se zavaruju ne smije prelaziti 10 posto debljine stijenke cijevi.
Povratni krajevi HDPE cijevi tijekom zavarivanja zatvaraju se čepovima kako bi se izbjegao propuh unutar cijevi, kako bi se održala navedena temperatura za čeono zavarivanje polietilenskih cijevi.
Prije pričvršćivanja u stezaljke, njihovi krajevi se iznutra i izvana obrišu krpom koja ne ostavlja dlačice. Stege centralizatora također se brišu.
Sučeono zavarivanje HDPE cijevi je postupak dobivanja trajnog spoja međusobnim prodiranjem krajnjih rubova pod utjecajem povišenih temperatura i tlaka, nakon čega slijedi hlađenje u kontroliranim uvjetima.
Prednosti čeonog zavarivanja cijevi
Čeono zavarivanje HDPE cijevi, koje provodi tvrtka Komfortnaya Dacha, prilično je jeftina i praktična metoda spajanja cjevovoda, što omogućuje dobivanje cjevovoda s visokim stupnjem nepropusnosti. Osim, stražnji zglob po sastavu i strukturi ne razlikuje se od sastava i materijala tijela cijevi, stoga je vijek trajanja takvog spoja jednak vijeku trajanja same cijevi i prelazi 50 godina.
Danas naša tvrtka izvodi čeono zavarivanje cijevi od 50 do 1600 mm. To vam omogućuje zavarivanje bilo koje cijevi za kućnu i industrijsku upotrebu.
Visoka nepropusnost i izdržljivost postižu se najstrožim poštivanjem procesa zavarivanja od strane stručnjaka naše tvrtke.
Glavne faze zavarivanja
Zavarivanje HDPE cijevi provodi se u nekoliko faza, od kojih je svaka temeljno važna i mora se izvoditi vrlo pažljivo i iznimno pažljivo.
- - priprema radnog mjesta.
- - priprema cijevi.
- - postavljanje i poravnanje cijevi.
- - bljeskanje krajeva HDPE cijevi.
- - zavarivanje krajeva cijevi i hlađenje spojeva
U nastavku ćemo detaljnije pogledati sve ove faze.
Oprema
Instalacija za čeono zavarivanje, koju koristi naša tvrtka, sastoji se od nekoliko jedinica - kreveta, zajedno s centralizatorom, alatom za oblaganje i grijaćim elementom.
Okvir i centralizator dizajnirani su za sigurno stezanje cijevi, sprječavanje pomicanja krajeva jedan u odnosu na drugi, a također i za pružanje potrebne sile usmjerene duž osi cijevi. Vrsta pogona može biti mehanički ili hidraulički.
Svrha trimera je poravnati krajnje dijelove cijevi za najčvršće prianjanje površina. Prema vrsti pogona, takvi uređaji mogu biti mehanički ili elektromehanički.
Zadatak grijaćeg elementa je zagrijavanje krajeva cijevi na unaprijed određenu temperaturu i zagrijavanje tijela cijevi do potrebne dubine.
Mehanički pogon, za razliku od hidrauličkog i elektromehaničkog, ima svoja ograničenja. Konkretno, nije primjenjiv za zavarivanje cijevi promjera većeg od 160 mm. To se objašnjava činjenicom da mehanička metoda ne dopušta stvaranje tlaka potrebnog za kvalitetno zavarivanje cijevi većeg promjera.
Priprema radnog mjesta i alata
U ovoj fazi stručnjaci tvrtke Komfortnaya Dacha odabiru opremu koja odgovara promjeru HDPE cijevi. Konkretno, odabiru se stezaljke, umetci i grijaći elementi, koji ima drugo ime - ogledalo za grijanje. Svi dijelovi koji dolaze u dodir s cijevi moraju se temeljito očistiti od prljavštine, masnoće, oksida i prašine. Također se provjerava rad opreme, uključujući trimer.
Nakon toga se priprema radno mjesto... Prilikom zavarivanja cijevi velikog promjera i velike specifične težine potrebno je ugraditi nosače koji drže cijev i sprječavaju njeno savijanje.
Kako bi se osigurala visoka kvaliteta takvog procesa kao što je čeono zavarivanje HDPE cijevi, vrlo je važno osigurati čistoću površina koje se zavaruju i temperaturni režim. Stoga, po sunčanom, vlažnom ili vjetrovitom vremenu, kao i ako temperatura okoliš manje od -10 ili više od +30 stupnjeva Celzija, proces zavarivanja se provodi u šatoru koji štiti spoj od svih gore navedenih čimbenika.
Krajevi cijevi suprotni onima koji se zavaruju zatvoreni su posebnim čepovima. To je potrebno kako bi se spriječilo kretanje zraka unutar cijevi, može utjecati na brzinu skrućivanja šava.
Alat za rezanje cijevi se čisti od masnoće kako bi se spriječilo njegovo prenošenje na površinu cijevi. Za to možete koristiti bilo koje sredstvo za odmašćivanje.
Tvrtka "Comfortable Dacha" ima najsuvremeniju i najkvalitetniju opremu za zavarivanje HDPE cijevi, koja osigurava precizno pridržavanje tehnološkog procesa i omogućuje vam kontrolu svih parametara, kao što su temperatura, tlak itd.
Priprema cijevi
Krajevi cijevi su pravilno pripremljeni prije zavarivanja. Ako na krajevima ima rupa, udubljenja ili drugih nedostataka, potrebno ih je izrezati na način da krajnji rez bude ravnomjeran i bez nedostataka.
Kako bi se osigurala kvaliteta zavarivanja, krajevi cijevi se čiste od prašine, prljavštine, masti, grafita, vode i drugih elemenata koji mogu imati utjecaj. Čišćenje se vrši na oba zavarena kraja s unutarnje i vanjske strane cijevi na udaljenosti od najmanje 30 mm od kraja. Ako je potrebno, krajevi cijevi se odmašćuju acetonom ili alkoholom.
Tehnologija zavarivanja pri polaganju HDPE cijevi predviđa postojanje praznina između krajeva cijevi ne veće od 0,5 mm (promjer do 110 mm) ili 0,7 mm (promjer veći od 110 mm). Da bi se postigla ova točnost, krajevi cijevi su pričvršćeni na čelo. Za oblaganje, cijev je sigurno pričvršćena u aparatu za zavarivanje. Sav otpad koji nastane tijekom procesa obrezivanja mora se ukloniti iz cijevi čistom krpom ili krpom.
Važno je zapamtiti da krpe za ručno brisanje nisu prikladne za čišćenje cijevi, kao sadrže ulja i masti koje će se prenijeti na površinu cijevi.
Montaža i poravnavanje cijevi
Neposredno prije početka zavarivanja, cijevi se ugrađuju u aparat za zavarivanje, njihovi krajevi su sigurno pričvršćeni u centralizatore. U tom slučaju, izbočeni dijelovi cijevi trebaju biti približno 60-70 mm. Stezanje cijevi u centralizatoru vrši se na način da se ne naruši geometrija cijevi i da se ne prouzrokuje njezina eliptičnost, što će dovesti, prvo, do naprezanja u materijalu cijevi, a drugo, do neusklađenosti cijevi. krajevi. Pomak rubova cijevi jedan u odnosu na drugi ne smije prelaziti 1/10 debljine stijenke. Dakle, ako je debljina stijenke 15 mm, tada pomak krajeva cijevi ne smije biti veći od 1,5 mm.
Treptanje krajeva cijevi
Zavarivanje cijevi događa se u procesu međusobnog prodiranja materijala krajeva cijevi jedan u drugi i formiranja jedinstvene cjeline. Da bi se postigao ovaj cilj, površine koje se zavaruju moraju se rastopiti pod određenim uvjetima. Za to se između krajeva cijevi umetne okrugli grijaći element, zagrijan na određenu temperaturu. Temperature grijaćih elemenata i vrijeme grijanja, kao i niz drugih parametara, prikazani su u donjoj tablici. Odstupanje naznačene temperature ogledala ne smije biti veće od 100C. U procesu zagrijavanja, temperatura krajeva HDPE cijevi trebala bi doseći 2200 C.
Vremena zagrijavanja navedena u tablici su samo indikativne. Vrijeme zagrijavanja ovisi o temperaturi okoline, dakle, kada niske temperature potrebno je povećati vrijeme zagrijavanja, a pri visokim temperaturama smanjiti za 10 sekundi za svaki stupanj odstupanja od 20⁰S.
Zatim se cijevi pritisnu na grijaći element pod određenim tlakom i drže u tom položaju sve dok se ne formira šiljak (rub rastaljenog polietilena koji strši iznad površine cijevi) visine 2 mm. Nakon toga se tlak oslobađa i cijev se drži u tom položaju do kraja vremena zagrijavanja navedenog u tablici. Vrijeme je naznačeno za temperaturu okoline od 200 C. Zagrijavanje cijevi nakon taljenja kraja potrebno je da se tijelo cijevi zagrije nekoliko desetaka milimetara u dubinu. Inače će se rastaljeni rub vrlo brzo stvrdnuti i zavar će biti vrlo slab ili uopće neće biti formiran.
Zavarivanje cijevi i hlađenje spojeva
Nakon dovoljnog zagrijavanja, cijevi se razrjeđuju 5-6 mm i uklanja se alat za grijanje. Nakon toga se vrši taloženje - cijevi se ponovno spajaju i pritiskaju jedna na drugu uz određeni pritisak. Gore opisanu operaciju treba izvesti vrlo brzo, vrijeme od skidanja zrcala do pritiskanja cijevi ne smije prelaziti 2 sekunde. Inače, površina taline može se stvrdnuti i zavar će biti neispravan.
U tom položaju cijevi se drže sve dok se polietilen potpuno ne skrutne. Ovo vrijeme ovisi o temperaturi okoline i debljini stijenke cijevi. Za različite cijevi može varirati od 3 do 15 minuta.
Iskustvo stručnjaka Komfortnaya Dacha sugerira da je žurba u ovoj, kao iu svim ostalim fazama čeonog zavarivanja HDPE cijevi, neprihvatljiva. Izreka "što tiše ideš - dalje ćeš biti" u ovom slučaju je istinita kao nikad prije.
Tijekom procesa hlađenja cijevi zabranjeno je pomicanje i bilo kakve druge manipulacije s njima koje mogu dovesti do pomaka cijevi, makar i minimalnog. To će neizbježno dovesti do gubitka čvrstoće zgloba i kršenja njegove nepropusnosti.
Tvrtka "Comfortable Dacha" nudi polaganje HDPE cijevi i zavarivanje cjevovoda u potpunosti u skladu s tehnologijom, što našim kupcima jamči visoku kvalitetu HDPE cijevi i njihovu trajnost. Za izvođenje ovih radova imamo sve što vam je potrebno:
- kvalificirani djelatnici s velikim iskustvom u sučeonom zavarivanju cijevi;
- potreban alat;
- sve vrste pomoćnih materijala i uređaja koji omogućuju ugradnju na bilo koje mjesto iu svim vremenskim uvjetima.
Radeći s nama, dobivate visoku kvalitetu po niskoj cijeni.
Društvo "PlastTorgMontazh" svojim kupcima nudi uslugu kao što je - najam opreme za zavarivanje s operaterima za polietilenske cijevi velikog promjera do 1200 mm. Naša tvrtka posjeduje dva aparata za čeono zavarivanje polietilenske cijevi srednjeg i velikog promjera:
- HURNER 1200 ručno (Njemačka) zavarivanje polietilena cijevi od 630 mm do 1200 mm
- RITMO 630(Italija) zavarivanje polietilenske cijevi od 280 mm do 630 mm
Čeono zavarivanje polietilenskih cijevi provode certificirani kvalificirani operateri.
S troškovima najma opreme kod operatera za čeono zavarivanje HDPE cijevi možete se upoznati kontaktiranjem naše tvrtke na telefon: 8 495 226 14 80.
Prednosti najma aparata za zavarivanje HDPE cijevi u našoj tvrtki:
- razumna cijena najma aparata za čeono zavarivanje HDPE cijevi
- Nema potrebe za kupnjom skupe opreme za zavarivanje
- Brzo putovanje u regije Ruske Federacije
- zavarimo cijevi vikendom i u smjenama od 24 sata
Veze polimerne cijevi mogu se podijeliti u dvije vrste:
Jedan komad:
- čeono zavarivanje alatom za zavarivanje;
- elektrofuzija;
Odvojivo:
- s prirubnicom;
- zvonolikog oblika s elastičnim brtvama.
Trajni spojevi se u pravilu koriste za cjevovode koji rade pod pritiskom – čeono zavarivanje polietilenskih cijevi ili zavarivanje utičnica, iako se ne može reći da su prirubnički spojevi manje pouzdani. Fleksibilnost polietilenskih cijevi i pouzdanost spojeva čine polietilenski cjevovodi nezamjenjiv u seizmički aktivnim područjima i na mjestima gdje su moguća kretanja tla.
Tehnologija čeonog zavarivanja HDPE cijevi
 Sučeono zavarivanje na opremi za zavarivanje metodom "sučelja" najtraženija je i najučinkovitija metoda ugradnje HDPE cijevi.
Sučeono zavarivanje na opremi za zavarivanje metodom "sučelja" najtraženija je i najučinkovitija metoda ugradnje HDPE cijevi.
U polaganju vodoopskrbnog sustava koriste se armature bez ugrađenih električnih grijača (spigot). Takve armature se koriste za čeono zavarivanje i namijenjene su za ugradnju opskrbe pitkom vodom na mjestima zavoja, grananja, promjena promjera trase, spajanja cjevovodne armature itd.
Čeono zavarivanje HDPE cijevi sastoji se u činjenici da se krajevi tijekom zavarivanja zagrijavaju do stanja viskoznog polietilena izravnim kontaktom s električnim grijaćim elementom. Nakon toga se rastaljeni krajevi cijevi spajaju hidrauličkim pritiskom i drže neko vrijeme dok se potpuno ne ohlade.
Prije procesa grijanja, krajevi cijevi koje se zavaruju mehanički se čiste i obrađuju kako bi se uklonile onečišćenja.
Tijekom čeonog zavarivanja cijevi potrebno je kontrolirati sljedeće osnovne parametre:
- Temperatura grijaćeg elementa;
- Vrijeme zagrijavanja površina koje se spajaju;
- Količina polietilenskog reflowa (visina bursa);
- Kontaktni tlak tijekom grijanja i tijekom hlađenja;
Nakon završenog procesa čeonog zavarivanja HDPE cijevi, tijekom procesa hlađenja, zavareni šav postiže potrebnu čvrstoću, a također je osigurana homogenost materijala na spoju.
Tehnologija elektrofuzije
 Kod elektrofuzijskog zavarivanja cijevi se zagrijavaju upotrebom polietilenskih spojnica s ugrađenim grijaćim elementima tijekom proizvodnje. Izrađuju se sedla grana, zavoji, T-i, čepovi opremljeni ugrađenim elektro spiralama, kada struja prolazi duž spirale, djeluje kao grijaći element, zbog čega se polietilen topi, a oblikovani dio zavaruje do zida cijevi.
Kod elektrofuzijskog zavarivanja cijevi se zagrijavaju upotrebom polietilenskih spojnica s ugrađenim grijaćim elementima tijekom proizvodnje. Izrađuju se sedla grana, zavoji, T-i, čepovi opremljeni ugrađenim elektro spiralama, kada struja prolazi duž spirale, djeluje kao grijaći element, zbog čega se polietilen topi, a oblikovani dio zavaruje do zida cijevi.
Prije zavarivanja, površina u područjima koja se zavaruju mora se mehanički očistiti kako bi se uklonila moguća prljavština i oksidni film.
Važno je osigurati potpunu nepokretnost polietilenske cijevi i fitinga, kako tijekom procesa grijanja prilikom prolaska električna struja, te u procesu hlađenja. Prilikom zavarivanja sjedala za grane moraju se koristiti stezaljke odgovarajuće veličine. Glavne prednosti elektrofuzijskog zavarivanja:
- jednostavna instalacija;
- visoka pouzdanost;
- brzo zavarivanje okova;
- ekonomično i učinkovito korištenje;
- univerzalna primjena u odnosu na polietilen i njegovu debljinu stijenke (SDR);
- praktičnost i jednostavnost ugradnje u rov.
Zavareni spojevi s ugrađenim električnim grijačem od PE 100 namijenjeni su za spajanje cjevovoda u opskrbi plinom i vodom, etablirali su se kao pouzdana, ekonomična i laka tehnologija.
 |  |