Zavarivanje polietilenskih cijevi niskog tlaka
Asortiman građevinskih proizvoda raste svake godine. Na tržištu se pojavljuju moderni materijali koji olakšavaju korake izgradnje i povećavaju produktivnost radnika. Potrošači obično koriste cjevovode s dugim vijekom trajanja pri planiranju unutarnjih sustava u kućama. Plastične grane unutarnjih komunikacija postale su prikladna alternativa za zadovoljenje potreba potrošača. Kako lemiti plastične cijevi?
Još jedna prednost takvih tehnologija je pojava sposobnosti samostalnog popravljanja ili zamjene vodoopskrbnih i toplinskih mreža. Kako lemiti plastične cijevi za vodovod?
Shvatimo vrste

Ojačana plastika

Polietilen
Takve komunikacije se dijele na podvrste:
- Polietilen - koristi se za polaganje ožičenja unutar zgrada i vanjskih ruta. Mogu se koristiti na spojevima cijevi s povišenim tlakom i pri niskim temperaturama okoline.
- PVC se koristi za smanjenje troškova popravaka.
- Ojačana plastika najpraktičniji su proizvodi s vijekom trajanja više od 50 godina. Idealno za zamjenu dovoda tople vode.
Široka upotreba ovog materijala posljedica je brojnih razloga. Pozitivna svojstva takve strukture, za razliku od metalnih:
- Dugi vijek trajanja.
- Niska korozivnost.
- Lako se instalira.
- Ne zahtijeva posebne vještine.
- Ekološki prihvatljiv materijal.
- Ekonomičan i pristupačan za korištenje.
- Lagan i jednostavan za nošenje.
- Nemojte podleći štetnom djelovanju mikroorganizama.
Vaš vodovod

Spojni sklop

Modeli od polietilena sastavljaju se lemljenjem ili pomoću spojnica / armatura (sklop spojnice). Kako lemiti plastične cijevi za vodovod?
Za izgradnju novih vodoopskrbnih mreža prikladni su PVC i polietilenski proizvodi bez armature i armature. Priprema zahtijeva izradu dijagrama budućeg vodovoda s oznakom duljina grana, njezin položaj i sve armature potrebne za ugradnju konstrukcije. Točan izračun duljina i broja zavoja pojednostavit će tehnologiju, povećati brzinu zadatka i spriječiti izmjene.

Lemilica

Rezač cijevi
Za lemljenje spojevi polietilena trebalo bi:
- Lemilica.
- Rezač cijevi
- Alat za suočavanje za rezanje cijevi i odsijecanje rubova odrezanih krajeva.
- Papir sitnog zrna za čišćenje rubova
- Spojka spojnica (ako je sklop spojnice)
Grijaći uređaj je poseban uređaj s potplatom na koji su pričvršćeni posebni nastavci različitih promjera. Postoje uređaji koji dolaze s dva ili više privitaka istovremeno.
Faze tehnologije polaganja hidrauličkih komunikacija reći će vam kako naučiti lemiti:
- Traženu mjeru mjerimo potrebnom duljinom.
- Odrežite izmjerenu duljinu rezačem cijevi.
- Ošišane vrhove ošišamo. Ovo je važan korak u lemljenju. Presjeci trebaju biti glatko brušeni i uklonjeni. Za veće povjerenje možete dodatno odmastiti otopinom alkohola.
- Lemimo krajeve. Ako se pri postavljanju mreža za održavanje života koristi spoj s čahurama, tada na jedan kraj konstrukcije ugrađujemo čahuru / okov i zagrijavamo ga zajedno s budućim povratkom u mlaznici željenog promjera lemilice. Nakon zagrijavanja, odmah spajamo krajeve i čekamo da se sklop potpuno ohladi. O kvaliteti zavarivanja svjedoči prisutnost ramena.
Pažnja! Prilikom postavljanja topline i opskrbe vodom zavarenim šavom strogo je zabranjen pad vode ili vlage u šupljinu ili na površinu. Zagrijavajući, voda, pretvarajući se u paru, deformira plastičnu strukturu, zbog čega gubi snagu.
Što tražiti
Temperaturni uvjeti za lemljenje opisani su u uputama za alat. Na suvremenim proizvodima postavljen je automatski način grijanja, ovisno o veličini mreže koju treba instalirati i dubini zavarivanja. Kod prethodnih marki, snaga grijanja odabrana je ručno.
Na kojoj temperaturi treba lemiti plastične cijevi? Prilikom lemljenja polietilenskih uspona, regulator temperature smo postavili na područje od 220 ° C, za polipropilen - 260 ° C. Mehanizam grijanja ima indikator koji označava spremnost uređaja za uporabu. Indikator svijetli samo u načinu grijanja.
Vrijeme lemljenja ovisi o obodnom radijusu cjevovoda, a može biti od 5 do 40 sekundi. Nemojte pregrijavati krajeve. To može uzrokovati začepljenje na mjestu prianjanja.
Ako trebate instalirati vodovod iste veličine, ne biste trebali preplaćivati broj mlaznica i prisutnost temperaturnog mehanizma.
Ako se planira veliki opseg dugoročne proizvodnje uz korištenje mreža različitih veličina po obodu, tada kupujemo univerzalni uređaj za povezivanje s najnovijim tehničkim mogućnostima i karakteristikama.
Nijanse lemljenja
Poznavanje tehnologije povezivanja autonomnih komunikacija nije dovoljno. Za visokokvalitetnu instalaciju morate znati niz značajki polaganja i lemljenja stambenih grana. Kako pravilno lemiti plastične cijevi? Da biste osigurali profesionalnu montažu tehnoloških struktura, morate se sjetiti nekih nijansi povezivanja:
- Za zagrijavanje sklopa predviđeno je vrijeme zagrijavanja. Ovaj put traje 5 do 20 minuta.
- Proizvodnju potpore za održavanje života u zatvorenom prostoru treba provoditi na temperaturama iznad nule.
- Nakon lemljenja krajeva, potrebno je ne dopustiti im pomicanje ili pomicanje, dovoljno je glatko ukloniti izobličenja. Pustite ih da se ohlade. Uvijanje šava može procuriti u budućnosti. Za hlađenje je potrebno isto vrijeme kao i za lemljenje.
- Potrebna snaga alata za lemljenje je 1200 W.
- Kućne lemilice dizajnirane su za lemljenje ožičenja promjera do 32 cm. Ako trebate sastaviti proizvode velikog promjera, tada kupujemo profesionalni uređaj za lemljenje.
- Ne smije biti praznina između ruba cijevi i ženskog navoja armature. Odobrenja mogu procuriti kada visokotlačni voda. Prekomjerna sila pri sabijanju elemenata može dovesti do smanjenja zazora u šupljini i narušiti performanse cijele konstrukcije.
- Ostatke materijala treba ukloniti iz nastavaka nakon svakog proizvedenog pakiranja. Budući da mlaznice imaju poseban premaz, naslage ugljika treba ukloniti drvenim uređajem kako se ne bi oštetio integritet površine. Ogrebotine na površini mlaznice pogoršat će tehnološke karakteristike uređaja i učiniti ga neupotrebljivim za daljnju uporabu.
Pitate se kako napraviti grijanje?

Instalacija opskrbe grijanjem ima niz poteškoća. Uređaji grijanja modela mogu se izvesti u sobama sa niske temperature, što komplicira proces lemljenja. Za opskrbu toplinom sustavi se razvijaju ovisno o temperaturi vode koja se dovodi u sustav i radnom tlaku. Korištenje plastike u građevinarstvu povećalo je produktivnost i smanjilo troškove potrebnog materijala.
Cijevi za grijanje ojačane su stakloplastikom, što ovaj materijal čini snažnim i izdržljivim.
Zaštita zdravlja i uvjeti rada
Prilikom izvođenja radova koji se odnose na zagrijavanje spojeva toplovoda, pridržavamo se sigurnosnih pravila kako bismo isključili ozljede i opekline:
- Lemimo u posebnim zaštitnim rukavicama.
- Pratimo čistoću poda u prostoriji. Prljavština će negativno utjecati na kvalitetu zavara i izgled cijela struktura.
- Lemilica se postavlja na ravnu vodoravnu površinu.
- Potrebno je započeti s radom nakon što se uređaj potpuno zagrijao, nakon što se indikator spremnosti za rad isključio.
- Ne odvajajte paletu od električne mreže tijekom instalacije.
Lemljenje plastičnih cijevi vlastitim rukama nije teško. Proces lemljenja ne zahtijeva profesionalne vještine ili iskustvo. Montirajte mreže za održavanje života u vlastiti dom svi mogu. Obavezni sastav potrebnog alata uključuje samo uređaj za lemljenje. Ostatak pomoćnih alata može se zamijeniti improviziranim sredstvima, rezač cijevi može se zamijeniti oštrim nožem. Cjevovod izrađen od polietilenskih konstrukcija i PVC -a pouzdan je, izdržljiv i ekološki prihvatljiv sustav za opskrbu vodom i grijanje.
Preporučujemo video: Tajne ugradnje polipropilenskih cijevi
Korisna informacija?
Kako ispravno lemiti cijevi? U članku moramo analizirati tehnologiju povezivanja cijevi i fitinga od bakra, polipropilena, polietilena i PVC -a. Zanima nas i tehnologija lemljenja spojeva i potrebni alati za to.
Bakar
Izuzetna pouzdanost i trajnost bakra dobro je poznata. Ne nagriza, ne obrasta naslagama i ne boji se zagrijavanja visoke temperature... Zapravo, dovoljno je reći da su najstarije bakrene vodovodne cijevi u uporabi više od stoljeća.
Međutim: bakar je relativno mekan metal.
Slučajno mehaničko oštećenje vodoopskrbnog sustava sasvim je moguće.
U bezbroj video zapisa objavljenih na Internetu lemljenje bakrenih cijevi prikazano je i dovoljno detaljno opisano. Obratimo pozornost na one trenutke koji često ostaju iza kulisa.
Instrumenti
Za spajanje cijevi lemljenjem potrebno nam je:
- Rezač cijevi... Jednostavan alat pomoći će vam da režete bakrenu cijev točno pod pravim kutom u odnosu na njezinu os, čime ćete osigurati maksimalnu pouzdanost veze.
- Beveller... Uklanja burice s unutarnjih i vanjskih rubova cijevi.
- Ekspander cijevi... Pomaže pri oblikovanju čahure za lemljenje. Naravno, ovaj alat je potreban samo tamo gdje se ne koristi.

Pažnja: stvaranje čahure moguće je samo na žarenom bakru.
Bez žarenja, metal nije dovoljno rastezljiv.
- Plamenik... Može koristiti propan ili acetilen. U kućnim uvjetima najprikladniji plamenici dizajnirani su za uporabu s jednokratnim cilindrima malog volumena.
Osim toga, potrebni su fluks i lemljenje. Kod kuće je optimalno koristiti takozvane mekane lemove na bazi kositra.
Tehnologija
- Lemljene površine čiste se od prašine i po potrebi odmašćuju acetonom.
- Uz pomoć ekspandera cijevi nastaje rukav. Promjer razmaka između unutarnje površine rukavca i vanjske površine sljedeće cijevi trebao bi biti manji od 0,125 mm. Duljina rukava - ne manja od promjera cijevi.
- Mala količina tekućeg fluksa nanosi se četkom na površinu.
- Dijelovi vodoopskrbe koji su međusobno poravnati ravnomjerno se zagrijavaju plamenikom. U dodiru s bakrom lem bi se trebao otopiti.
- Uz kontinuirano zagrijavanje spoja, lemilica se topi na vratu rukavca. Talina ispunjava šupljinu zbog kapilarnog učinka.

Polipropilen
Kako lemiti propilenske cijevi? Naravno, u ovom slučaju nije teško pronaći odgovarajući video na mreži - lemljenje propilenske cijevi nije previše komplicirano i stoga je u velikoj potražnji. Usredotočimo se na zamršenosti i nijanse ovog rada.
Instrumenti
- Uređaj za lemljenje cijevi je lemilica za niske temperature s izmjenjivim mlaznicama za različite promjere.
Korisno: većini jeftinih lemilica nedostaje regulator temperature i zagrijava mlaznice na oko 260 stupnjeva.
Na ovoj temperaturi se cijevi od lemljenja PP.
Regulator je neophodan kada trebate postaviti nižu vrijednost za rad s polietilenom.
- Prisutnost rezača cijevi je i ovdje poželjna... Izvana, rezač cijevi za plastične cijevi najviše podsjeća na vrtnu škaru.
- Osim toga, za lemljenje PP cijevi s aluminijskim pojačanjem potreban je aparat za brijanje (skidanje) ili trimer... Izbor jednog ili drugog alata ovisi o položaju armaturnog sloja.

Tehnologija
Kako se vrši pravilno lemljenje propilenskih cijevi - video u tečajevima za obuku pokazuje više nego jasno.
- Odgovarajuća mlaznica ugrađena je na grijaći element lemilice. odgovara promjeru cijevi.
- Lemilica se zagrijava do radne temperature.
- Zatim se istovremeno izvode dvije operacije: cijev se umetne u nastavak mlaznice i istovremeno se armatura stavi na njezin uski dio.
- Nakon 6-10 sekundi (točno vrijeme ovisi o promjeru), dijelovi se međusobno poravnaju i drže se nepomično 10-15 sekundi.
Kao i uvijek, vrag je u detaljima.
- Cijevi s vanjskim slojem ojačane aluminijske folije čiste se s nekoliko okretaja aparata za brijanje - mlaznicama s noževima unutra. Aparati za brijanje izrađuju se i za ručno skidanje i za steznu glavu.
- Ako je sloj armature između dva sloja polipropilena, cijev se priprema alatom za oblaganje. Noževi u njemu odabiru dio materijala cijevi s njegova kraja.
Objašnjenje: skidanje je potrebno kako bi svi slojevi cijevi bili pouzdano zavareni na armaturu, a aluminij ne dolazi u dodir s vodom.
Njegovo elektrokemijsko raspadanje može dovesti do delaminacije dijela cjevovoda.
- kombiniraju se kružnim gibanjem. Rotacija je neprihvatljiva: rezultirajući val oslabit će vezu.
- Prije lemljenja poželjno je ukloniti vanjsku oblogu s rezane cijevi.
Polietilen
Lemljenje polietilenske cijevi izvodi se na dva načina:
- Korištenje elektrofuzijske armature ... Svaki priključak sadrži vodič velikog otpora. Napajanje od 12 volti na kontaktne stezaljke dovodi do njegovog zagrijavanja i pouzdane veze armature s cijevi umetnutom u nju.

- Kundak, s prethodnim blještanjem krajeva dijelova koji se trebaju poravnati.
Prva metoda povezivanja ne krije iznenađenja: lemljenje HDPE cijevi (izrađenih od polietilena niskog tlaka) svodi se samo na sastavljanje vodoopskrbe i kratkoročne veze transformatora na stezaljke. Usredotočimo se na lemljenje stražnjicom.
Instrumenti
Vrijedi spomenuti jednu suptilnost. Obično se tehnologija sučeonog zavarivanja HDPE cijevi koristi za velike (od 50 milimetara) promjere i koristi prilično sofisticiranu opremu za centriranje i stezanje. Međutim, metoda se može koristiti i za zavarivanje cijevi u prigradskim vodoopskrbnim sustavima, sustavima za navodnjavanje i drugim tlačnim sustavima s umjerenim tlakom.
Zapravo, alati se malo razlikuju od onoga što je potrebno za spajanje polipropilenskih cijevi.
- Lemilica. Bolje je koristiti uređaje s kontrolom temperature: za lemljenje polietilenskih cijevi potrebno je zagrijavanje ne na 260, već samo na 220 C.
- Rezač cijevi. Rubovi moraju biti strogo okomiti na os cijevi.
Tehnologija
Zapravo, samo lemljenje HDPE cijevi još je lakše nego u slučaju polipropilena.
- Rubovi su čvrsto pritisnuti uz obje strane grijaćeg elementa lemilice i drže se dok se ne pojavi burr - valjak od plastike za talinu.
- Zatim se poravnaju i drže u statičnom položaju minutu.
Pažnja: bolje je koristiti lemilicu s grijaćim elementom presvučenim teflonom.
Inače će dio plastike ostati na njezinoj površini i, vjerujte mi, zrak se neće ozonizirati.
Polivinil klorid
Kako izgleda lemljenje PVC cijevi?
Normalno - nikako. Općenito. Cjevovodi pod tlakom i bez tlaka i elementi kanalizacijskih sustava povezani su samo utičnicama, pomoću ljepila ili gumenih brtvi.

Na fotografiji - tlačne cijevi od polivinil klorida. Čvrstoća spojeva osigurana je gumenim brtvama.
Međutim, u nekim slučajevima lemljenje PVC cijevi u kanalizacijskom sustavu sa slobodnim protokom i dalje se prakticira. Tipične situacije su lom lakta sifona u kasnim večernjim satima ili potreba za izradom nestandardne armature.
Kao i svaka termoplastika, PVC se može otopiti i relativno pouzdano spojiti molekularnom difuzijom. Jasno je da će kupnja posebnog lemilice biti malo pretjerana.
Kako se snaći s raspoloživim sredstvima?
- Radni komadi se režu prema veličini nožem za piljenje ili, što je mnogo prikladnije, brusilicom s bilo kojim reznim kotačem.
- Rubovi dijelova za spajanje se nešto tope iznad peći ili u plamenu plinskog plamenika i pritišću jedan o drugi.
- Zatim se šav rastopi u krug pomoću stolnog noža ili bilo kojeg drugog metalnog predmeta zagrijanog do tupog sjaja.
Vremena se mijenjaju, mijenja se i tehnologija
Dugi niz godina najčešći materijal za organizaciju vodoopskrbe i grijanja bili su čelični proizvodi. Međutim, takve negativne kvalitete kao što su niska otpornost na koroziju, sposobnost zarastanja, visoki troškovi i složenost ugradnje doveli su do potrebe za pronalaskom alternativnih materijala za izradu cijevi. Razvoj polimera otvorio je novu eru u proizvodnji cijevi. Osim toga, zavarivanje polipropilenskih cijevi vlastitim rukama moguće je bez posebnih profesionalnih vještina i glomazne opreme. Međutim, trebali biste se pridržavati određenih pravila za PVC cijevi, ali o tome kasnije.
Samozavarivanje polipropilenskih proizvoda
Međutim, prije odlaska u građevinski supermarket ili na tržnicu, vrijedi shvatiti koje nam mogućnosti danas nudi širok raspon plastičnih cijevi? Za početak, vrijedi reći da se sve cijevi izrađene od polimera nazivaju "plastične", a dijele se na sljedeći način: proizvodi od polivinilklorida (PVC), polipropilena, polietilena, uključujući umreženu, metal-plastiku.
Područja primjene polipropilenskih materijala, metode njihovog povezivanja
Rješenja na jednom mjestu
Jedna od najpopularnijih i najraširenijih su polipropilenske cijevi. Mogu se koristiti za: opskrbu hladnom i toplom vodom, organizaciju sustava grijanja, uključujući "topli pod", kanalizaciju, odvođenje otpadnih voda.
Za opskrbu hladnom vodom
Za podnošenje hladna voda možete koristiti prilično jeftine proizvode označene s PN 16, što karakterizira vrijednost radnog tlaka - 1,6 MPa. Za opskrbu toplom vodom i grijanje - PN 20 s nazivnim tlakom od 2 MPa.
Ako želite kupiti proizvode modernijeg asortimana, tada se možete odlučiti za strukture ojačane aluminijskom folijom (nemojte ih miješati s metalno-plastičnim!). Značajka rada s takvim proizvodima je potreba za njihovim skidanjem kraja prije lemljenja. Ovaj se postupak može provesti bilo uz pomoć posebnih nastavaka za bušilicu s čekićem, bilo pomoću ručnog brijača dizajniranog za četiri osnovne veličine - 20, 25, 32, 40 mm.
 Polipropilenski materijali, veliki izbor
Polipropilenski materijali, veliki izbor Višeslojni i pojačani
V. novije vrijeme među ojačanim, najpopularnije su višeslojne cijevi sa slojem stakloplastike u sredini presjeka zida. Ako kupite upravo takav materijal, nećete morati čistiti krajeve.
Zavarivanje polipropilenskih cijevi vlastitim rukama vrši se raspršivanjem lemljenja, za što ćete morati kupiti ili unajmiti poseban aparat. O njegovom izboru bit će riječi nešto kasnije. Postupak zavarivanja odvija se na temperaturi od 260 stupnjeva, uslijed čega nastaje vrlo jak, potpuno homogen šav. Spajanje obradaka vrši se pomoću t -profila, kutova, spojnica.
S metalnim dijelovima - čelični sklopovi, slavine, filteri, mješalice, brojila - polipropilenske cijevi spojeni pomoću okova s mesinganim umetcima utisnutima u njih. U navojnim spojevima, brtveni materijali ne smiju činiti debeli sloj. Najbolje je koristiti fum traku ili lan s pastom. Sila pri zatezanju takvih spojeva treba biti umjerena kako bi se spriječilo ispadanje metalnog elementa iz armature.
Zavarivanje polipropilena vlastitim rukama: izbor opreme
Oblik alata
Lemilice za zavarivanje polipropilenskih proizvoda podijeljene su prema obliku radnog tijela na šipke i ksifoide (ravne). Na temelju vlastitog iskustva mogu reći da je prikladnije izvoditi radove na zatvorenim, teško dostupnim mjestima sa šipkom za lemljenje.
Snaga lemilice
Snaga alata može se približno odabrati na temelju jednostavnog izračuna. Da biste to učinili, pomnožite promjer cijevi u mm koji ćete lemiti s 10. Na primjer, za zavarivanje proizvoda promjera 50 mm dovoljna je snaga od 500 W.
Kvaliteta i funkcionalnost
Visokokvalitetne profesionalne lemilice imaju elektroničko podešavanje, što vam omogućuje postizanje dobre točnosti u postavljanju temperature grijanja. Zvučna signalizacija omogućuje kontrolu procesa u sva tri načina: grijanje, povezivanje, fiksiranje.
Vrhovi lemilice
Vrhovi lemilice imaju dvije vrste premaza: teflon i metalizirani teflon. Potonji ima veće karakteristike čvrstoće. Međutim, ako pažljivo rukujete teflonskom mlaznicom - pažljivo savijte alat u kućište, prije zavarivanja alkoholom ili drugim odmašćivačem obrišite cijevi i okove - njegov će vijek trajanja biti prilično dug.
Proizvođači opreme za zavarivanje plastike
Zavarivanje plastičnih cijevi vlastitim rukama, naravno, uvelike će se olakšati upotrebom visokokvalitetnih. Najpoželjnija, ali i najskuplja opcija su lemilice češke proizvodnje. Turski i ruski modeli znatno su jeftiniji, u smislu radnih karakteristika, nešto su niži od čeških, ali za uporabu u svakodnevnom životu sasvim su prihvatljiva opcija. Često su negativne kritike dobivali modeli koji su se, nakon pažljive provjere, pokazali kao kineski lažni. O kineskim lemilicama može se reći jedno - najjeftinije, prikladno isključivo za kratkotrajnu, rijetku uporabu.
Prednosti korištenja polietilenskih cijevi
Zavarivanje polietilenskih cijevi vlastitim rukama razlikuje se od sličan rad s polipropilenskim materijalima.
Polietilenski materijali imaju niz značajnih prednosti:
- prije svega, to je fleksibilnost, koja omogućuje postavljanje čvorova duž zakrivljene linije bez spojeva između ravnih segmenata;
- mala težina, mogućnost smotanja tijekom transporta;
- materijal je potpuno inertan, ne stupa u interakciju s bilo kojim tvarima u tlu;
- ne emitira otrovne elemente;
- ne puca na hladnoći.
HDPE polietilenske cijevi mogu se koristiti za vodoopskrbne i kanalizacijske sustave. Takvi se dijelovi ne troše, ne korodiraju, ne prerastaju, ne boje se kontakta s agresivnim tvarima i, što je najvažnije, mogu promijeniti svoju duljinu za 7% bez gubitka svojstava performansi. Propusnost ove vrste vodoopskrbe 30% je veća od one metalnog analoga s istim presjekom, zbog idealne glatkoće zidova.
Elektrofuzijski strojevi za zavarivanje HDPE cijevi
Zavarivanje HDPE cijevi vlastitim rukama moguće je pomoću elektrofuzijskog spoja. Za takvo zavarivanje koriste se posebni okovi, u koje se grijaći elementi ugrađuju tijekom proizvodnje. Tu spadaju laktovi, sjedala, majice i čepovi. Za povezivanje proizvoda s ugrađenim grijačima potrebni su posebni elektrofuzijski uređaji različitog stupnja složenosti i opreme.
Ako želite koristiti polietilenske cijevi i ne opterećujete se pronalaskom odgovarajuće opreme, tada možete kupiti PE cijevi. Namijenjene su za unutarnji i vanjski vodovod, kanalizaciju, odvodnju. Mali promjeri takvih cijevi (do 63 mm) mogu se sastaviti pomoću mjedi ili armature od polipropilena s gumenim prstenovima za brtvljenje.
Ako se odlučite sami zamijeniti ili montirati novi sustav vodoopskrbu ili grijanje, koristeći plastične proizvode, to će vam biti sasvim nadohvat ruke. No, za uspješno izvršavanje zadatka potrebno je upoznati se s osnovnim načelima povezivanja odabranih cijevi i svakako se posavjetovati sa stručnjacima.
Danas se polimerni proizvodi koriste u mnogim područjima našeg života i industrije. No HDPE - polietilen niskog tlaka - osobito je popularan. Ovaj materijal je jak, izdržljiv, jednostavan za ugradnju zbog male specifične težine. Cjevovodi za različite namjene često su izrađeni od polietilenskih cijevi. Za spajanje pojedinih obradaka zavareni su proizvodi od HDPE -a. U našem ćemo članku govoriti o sortama i značajkama zavarivanja HDPE cijevi.
Vrste veza
Za spajanje polietilenskih cijevi možete koristiti sljedeće metode:
- Odvojivo. Za izvođenje takvog spajanja praznih ploča od HDPE -a bit će potrebne čelične prirubnice. glavna značajka Ovaj princip spajanja je da se cjevovod može rastaviti tijekom rada.
- Neodvojivo. U ovom slučaju neće biti moguće rastaviti komunikacije. Za takvu vezu, radni komadi moraju biti zavareni. Za to se može koristiti jedna od sljedećih metoda:
- sučeono zavarivanje polietilenskih blankova;
- zavarivanje HDPE proizvoda pomoću spojnica.
Za sastavljanje cjevovoda od elemenata velikog promjera koriste se termootporni okovi ili sučeono zavarivanje. Kada se koriste obje metode, dobiva se pouzdana monolitna veza.
Sučeljeno zavarivanje HDPE proizvoda

Zavareno zavarivanje HDPE cijevi zahtijeva uporabu opreme za zavarivanje. Zbog činjenice da se tijekom zavarivanja ne koriste dodatni dijelovi, postupak ugradnje uvelike je pojednostavljen. Na ovaj način mogu se zavariti samo HDPE -predmeti.
Pažnja: visoka kvaliteta zavarivanje stražnjicom Proizvodi od HDPE -a djelovat će samo ako su izrađeni s jednim šavom. Zbog toga će snaga spajanja dijelova koji se spajaju biti povećana.
Sučeljeno zavarivanje polietilenskih cijevi najučinkovitija je i svestranija tehnologija jer održava fleksibilnost materijala u cijelom cjevovodu. Ova se metoda može primijeniti bez obzira na vrstu upotrijebljene instalacije cjevovoda (rov, bez rova ili otvoren).
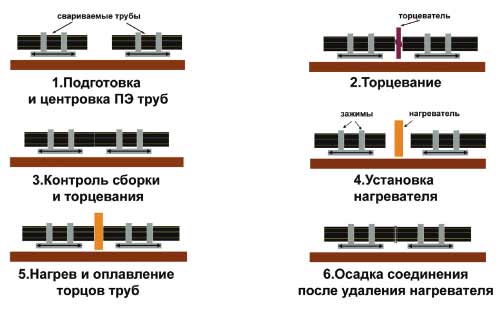
Lemljenje polietilenskih cijevi stražnjicom vrši se u sljedećem slijedu:
- Za početak, krajevi obratka koji se spajaju moraju biti instalirani u centralizator opreme za zavarivanje.
- Nakon što su dijelovi poravnani i fiksirani, pomoću pamučne salvete i alkohola potrebno je očistiti krajeve od prašine, prljavštine i masti.
- Zatim se krajevi koje treba zavariti obrađuju pomoću uređaja za oblaganje. Podrezivanje se zaustavlja kada se počnu stvarati jednolični dijelovi debljine ne veće od 0,5 mm. Obradak se sada može ukloniti i ručno provjeriti paralelnost krajeva.
- Ako se pronađe neprihvatljiv razmak između površina koje se zavaruju, potrebno je ponoviti postupak obrezivanja.
- Nakon toga se cijevi leme. Da biste to učinili, pomoću grijaćeg elementa s premazom koji se ne lijepi, krajevi obradaka zagrijavaju se na potrebnu temperaturu.
- Kad se krajevi dovoljno rastope, odvajamo proizvode za zavarivanje, a također uklanjamo element za zagrijavanje iz zone zavarivanja.
- Nakon toga se krajevi koje treba zavariti mogu zatvoriti i pritisak stezanja povećati dok ne dosegne potrebnu vrijednost.
- Zavar se mora držati pod pritiskom određeno vrijeme.
- Nakon toga se provjerava kvaliteta zavarivanja. Za to se procjenjuje izgled svrdla, širina i visina.
Zavarivanje utičnica HDPE -materijala

Zavarivanje HDPE cijevi metodom spajanja izvodi se pomoću posebne jedinice za zavarivanje koja se naziva lemilica, kao i skupa posebnih mlaznica koje se mogu razlikovati u promjeru. Veličina mlaznice odabire se na temelju promjera zavarenih polietilenskih cijevi.
Spajanje lemljenja HDPE cjevovoda vrši se pomoću armature. Konfiguracija ovih proizvoda može se razlikovati. Dolaze u obliku kutova, trokuta ili spojnica. Ovom metodom lemljenja zavaruju se krajevi obradaka i okova.
Važno: glavna prednost zavarivanje utičnicama sastoji se u tome što se može izvesti na teško dostupnim mjestima gdje je osno pomicanje izratka teško.
Zagrijavanje polietilenskih dijelova provodi se kroz kontakt obratka s grijanim metalnim dijelom jedinice za zavarivanje. Sastoji se od dva valjana dijela:
- trn zagrijava unutarnju površinu okova;
- cijev za grijanje umetnuta je u rukav.
Za ugradnju ove mlaznice u otvor jedinice za lemljenje, rukav i trn moraju biti uvijeni zajedno.
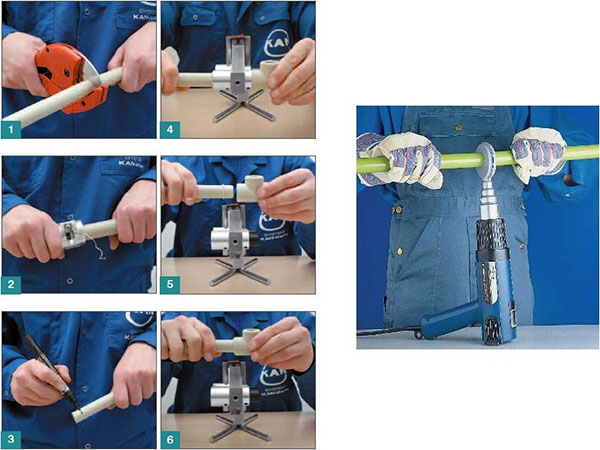
Lemljenje polietilenskih cijevi metodom spajanja uključuje sljedeće pripremne mjere:
- Obradaci se moraju rezati posebnim škarama do željene veličine. U tom slučaju potrebno je osigurati da je rez strogo okomit na uzdužnu os proizvoda.
- Prije izvođenja lemljenja potrebno je očistiti krajeve obratka koji se spajaju.
- Kako bi se spriječilo neželjeno hlađenje tijekom zavarivanja, krajevi cijevi koji se trenutno ne spajaju začepljeni su čepovima.
- Nakon toga morate očistiti površinu mlaznice za zavarivanje od čestica materijala koje su mogle ostati nakon prethodnog rada.
Sada možete započeti sam postupak zavarivanja, koji se izvodi u sljedećem slijedu:
- Prvo se mlaznica mora zagrijati na temperaturu zavarivanja. Kad vrijednost dosegne potrebnu razinu, indikator na tijelu lemilice dat će signal.
- Nakon toga cijev od HDPE -a mora se umetnuti u čahuru dok se ne zaustavi. Zauzvrat, okov se također gura na trn dok se ne zaustavi. Budući da se promjeri malo razlikuju, morat će se uložiti određeni napor kako bi se dovršio postupak.
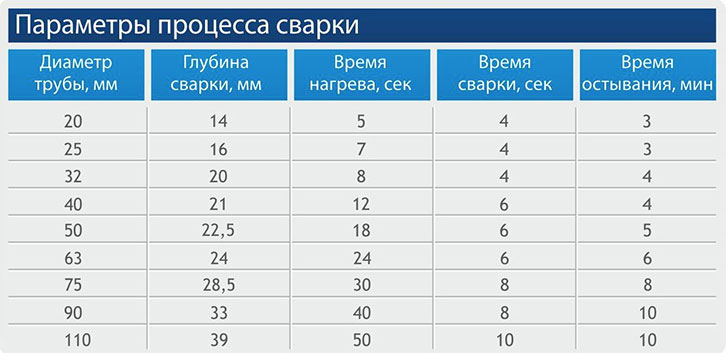
- Vrijeme zavarivanja cijevi odabiremo prema posebnim tablicama, gdje je ovaj pokazatelj označen za proizvode različitih promjera.
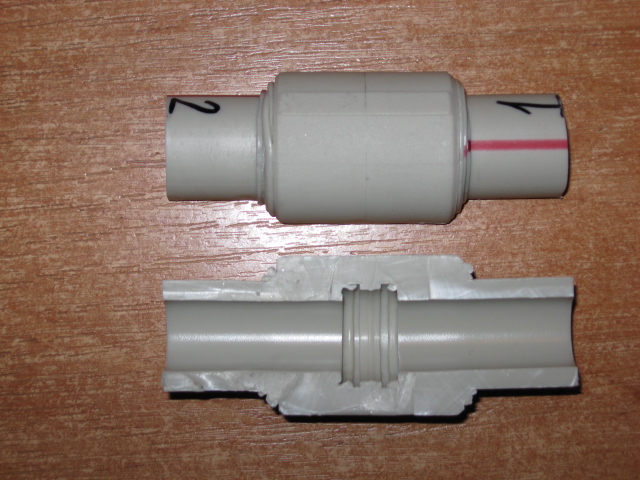
- U procesu umetanja cjevastog elementa i klizanja na okovu, višak materijala s površine obratka se topi i istiskuje. Kao rezultat toga, uz rub elemenata koji se zavaruju nastaje prstenasta zrna - gart.
- Tlak pri umetanju dijelova trebao bi se zaustaviti u trenutku kada izratka i spojnica dosegnu graničnik. Vrlo je važno pridržavati se ovog uvjeta jer inače veza neće biti dovoljno jaka. Budući da je teško točno odrediti dubinu uranjanja obratka, potrebno je najprije izmjeriti tu vrijednost i označiti cijev.
- Zatim iz mlaznice izvadite izratke koje ćete zavariti. Nakon toga ugradite cijev u fiting tako da čvrsto prisloni prstenastu kuglicu. Pustite da se spojeni elementi ohlade. Istodobno, ne biste ih trebali izvrtati i izlagati raznim mehaničkim utjecajima.
Elektrofuzijsko zavarivanje

Za takvu vezu potreban je poseban elektromagnet u koji su ugrađeni ugrađeni grijaći elementi. Usporedimo li ovo zavarivanje sa sučeonim zavarivanjem, to će koštati više zbog potrebe za kupnjom skupih električnih spojnica.
Međutim, ova tehnika ima svoje prednosti:
- Budući da se na unutarnjoj površini cijevi ne stvara žbuka, propusnost cjevovoda se ne smanjuje.
- Ova metoda zavarivanja prikladna je za uporabu u skučenom prostoru, gdje je nemoguće instalirati cjelovitu zavarenu jedinicu.
Za spajanje dva obratka u ravni dio cjevovoda koriste se konvencionalne elektrofuzijske spojnice. Međutim, u nekim slučajevima mogu biti potrebni elektrofuzijski trojci i grane sedla. Za dovršetak rada trebat će vam jedinica za elektrofuzijsko zavarivanje.
Postupak zavarivanja provodi se polietilenom zavarena armatura... Ovo je poseban proizvod koji ima ugrađene spirale koje djeluju kao grijaći elementi. U tom slučaju dio materijala za ugradnju, koji se zbog zagrijane spirale topi, spojen je s polimernim materijalom obratka, tvoreći kontinuirani monolitni cjevovod. Usput, spirala ostaje u rezultirajućem šavu zauvijek.
Važno: tehnologija elektrofuzije omogućuje vam da dobijete vezu visoke čvrstoće. Međutim, zbog visokih troškova ove metode, koristi se pri postavljanju tlačnih komunikacija za transport plina i naftnih derivata.
Zavarivanje elektrofuzijom vrši se u sljedećem slijedu:
- Uz pomoć posebne opreme za rezanje, cijevi se režu na komade željene veličine.
- Nadalje, obratci se moraju očistiti od prljavštine i odmastiti na mjestu zavarivanja. Elektrofuzija se mora podvrgnuti istoj obradi.
- Zatim se na cjevastim elementima prave oznake koje će vam omogućiti kontrolu dubine umetanja cijevi u rukav.
- Kako bi se spriječilo neželjeno hlađenje elemenata tijekom zavarivanja, slobodni krajevi cijevi začepljeni su.
- Uz pomoć posebnih žica, jedinica za zavarivanje je spojena na električnu spojnicu, pritisnuta je tipka za pokretanje.
- Nakon određenog vremena jedinica će se isključiti sama, što će značiti završetak zavarivanja.
- Tako dobiveni spojevi mogu se aktivirati tek nakon sat vremena.
Pažnja: glavni uvjet za dobivanje visokokvalitetnog šava je nepomičnost dijelova tijekom procesa zavarivanja i hlađenja.
Na dobivene zavarene spojeve postavljaju se sljedeći zahtjevi:
- Prstenasti valjak zavariti mora preklapati oznaku napravljenu na izratku prije zavarivanja.
- Dopušteni pomak presjeka cijevi jedan prema drugom nije veći od 10% debljine stijenke HDPE elementa.
- Ako debljina stjenke obratka koji se zavaruje nije veća od 5 mm, tada bi visina zrna visokokvalitetnog zavarenog šava trebala biti približno 2,5 mm. U slučaju zavarivanja cijevi debljine stijenke 6-20 mm, visina zrna mora biti veća od 5 mm.
Prilikom odabira metode za zavarivanje HDPE -ploča, vrijedi uzeti u obzir radne uvjete sklopljenih inženjerske komunikacije... Samo uzimajući u obzir ovaj faktor, može se izgraditi pouzdan i visokokvalitetan cjevovod koji će učinkovito raditi cijelo vrijeme koje mu je dodijeljeno.