Elektrofuzijsko zavarivanje HDPE cijevi. Tehnologija zavarivanja spojkom. Pravila za rad s uređajem za elektrofuziju
Prije nego što prijeđemo na prednosti i postupak izvođenja radova, potrebno je razjasniti što se podrazumijeva pod elektrofuzijskim zavarivanjem HDPE cijevi. Skraćenica "HDPE" označava polietilen niski pritisak. Zavarivanje elektrofuzijom koristi se isključivo za spajanje polietilena, plastike i njima sličnih u njihovu Tehničke specifikacije cijevi.
Primjena elektrofuzije je sljedeća: na spoj dviju cijevi nanosi se grijaći element, odnosno elektrofuzija, koja zbog učinka visokih temperatura pridonosi njihovom djelomičnom taljenju i zavarivanju. Električna spojnica izgleda plastični šuplji cilindar sa spiralom koja se nalazi unutar strukture.
Kada je struja spojena, spirala se zagrijava, što također doprinosi zagrijavanju rukavca s cijevima u njemu. Kao rezultat ovog učinka, na njih je zavaren elektrofuzijski rukav, nakon čega je potrebno prirodno ohladiti leguru. Ova tehnika omogućuje dobivanje čvrstih, čvrstih, jednodijelnih i pouzdanih spojeva. Područje primjene elektrofuzijskog zavarivanja HDPE cijevi je u izgradnji i popravku cjevovoda.
Primjena elektrofuzijskog zavarivanja za spajanje HDPE cijevi ima niz prednosti i prednosti zbog učinkovitog tehnološkog procesa. Od svih prednosti može se izdvojiti:

Pravila za rad s uređajem za elektrofuziju
Da bi proces zavarivanja bio uspješan, potrebno je ispuniti sljedeće uvjete:
- Očistite i pripremite cijevi za zavarivanje. Krajnji dijelovi trebaju imati ravnu površinu za bolje spajanje jedan s drugim. Da biste to učinili, uklonite prljavštinu s cijevi četkom i uklonite mali sloj strugotine pomoću alata za skidanje. Nakon čišćenja spojeva treba ih odmastiti. Korištenjem hidrauličkog nivelira, svi ovalni dijelovi se uklanjaju kako bi cijev ostala ravna.
- Nakon pripremnih radova, na krajeve HDPE cijevi se stavlja spojnica i sklop se učvršćuje u pozicioner. Tek nakon pažljive pripreme stroj za elektrofuziju može se uključiti na napajanje. Nakon što prethodno provjerite njegovu ispravnost, spojite kabele na terminale grijaćeg elementa i dovedite aparat za zavarivanje u ispravan način rada. Za to se postavlja temperatura i vrijeme potrebno za proces i primjenjuje se postupak zavarivanja.
- Indikatori na aparatu za zavarivanje pomažu pratiti kvalitetu procesa, ali iskusni zavarivač također može vizualno pratiti rad stroja. Moderni strojevi za elektrofuzijsko zavarivanje opremljeni su načinom samopodešavanja i mogu čitati crtični kod prilikom zavarivanja dijelova.
Tako poboljšani model pogodno za zavarivača početnika, što mu uvelike može olakšati posao. Na kraju procesa zavarivanja, odspojite kabele i ostavite zavareni sklop da se prirodno ohladi. Sve potrebne informacije primjenjuju se na vrući proizvod, bez čekanja na hlađenje.
Za HDPE s različitim promjerima potrebna su različita vremena hlađenja. Tako se, na primjer, cijev promjera od dvadeset milimetara može ohladiti za šest minuta. Dok će za cijev promjera 280 milimetara već trebati oko četrdeset pet minuta.
Kako pravilno pripremiti mjesto za zavarivanje HDPE cijevi
 Da biste izvršili elektrofuzijsko zavarivanje HDPE cijevi, prvo morate pripremiti mjesto i opremu. Zavarivač treba provjeriti je li oprema za zavarivanje u dobrom stanju i instalirati šator za zavarivanje ili struktura ovog tipa. Za visokokvalitetne radove zavarivanja potrebno je odabrati mjesta koja su zaštićena od utjecaja nepovoljnih vremenskih uvjeta, poput kiše, vjetra, snijega i intenzivnog izlaganja ultraljubičastom zračenju.
Da biste izvršili elektrofuzijsko zavarivanje HDPE cijevi, prvo morate pripremiti mjesto i opremu. Zavarivač treba provjeriti je li oprema za zavarivanje u dobrom stanju i instalirati šator za zavarivanje ili struktura ovog tipa. Za visokokvalitetne radove zavarivanja potrebno je odabrati mjesta koja su zaštićena od utjecaja nepovoljnih vremenskih uvjeta, poput kiše, vjetra, snijega i intenzivnog izlaganja ultraljubičastom zračenju.
Osim toga, vrlo je važno pri radu sa aparatom za zavarivanje voditi računa o temperaturi zraka koja bi trebala biti najmanje -10 stupnjeva Celzija i ne više od +50... Prilikom rada s aparatom za elektrofuzijsko zavarivanje, radnik se mora pridržavati pravila i propisa za svoje područje. Crtični kod identificira parametre zavarivanja i pričvršćen je na spojnicu za zavarivanje.
Nakon pritiskom na tipku za početak počinje proces zavarivanja. Zavarivač može vidjeti vrijeme procesa zavarivanja i napon na zaslonu stroja. Na kraju zavarivanja oglašava se zvučni signal. Do potpunog hlađenja cijevi koje se zavaruju, stezni uređaj se ne uklanja i nalazi se u sastavljenom stanju.
Za kvalitetu obavljenog posla ovaj uvjet mora biti ispunjen bez greške. Ako se iz tehničkih razloga proces zavarivanja mora prekinuti, onda je ponovna uporaba cijevne spojnice potpuno neprihvatljiva. Kada zavarivač prati svu tehnologiju, rezultat su vrlo čvrsti spojevi cijevi.
Označite ovu stranicu
Najprije se sva prljavština potpuno očisti s površina koje se spajaju i ukloni se oksidni sloj. Za to se koriste strugači i uređaji za uklanjanje oksidnog sloja. Ručni alati koriste se na cijevima promjera manjeg od 110 mm. Rad s velikim promjerima uključuje korištenje mehaniziranih uređaja, uz pomoć kojih se rad obavlja mnogo učinkovitije, a takvi se uređaji vrlo brzo isplate.
Potrebna oprema i alati:
- Stroj za zavarivanje;
- elektrofuzijske spojke;
- pozicioneri;
- zaokruživanje slojeva;
- alat za čišćenje cijevi (metalna četka, brusilica, itd.).
Tehnologija korištenja elektrofuzijskih spojnica
Prilikom izvođenja radova potrebno je da cijevi i spojni elementi miruju, ovaj se zahtjev mora pridržavati tijekom njihovog hlađenja; za to se koriste pozicioneri. Vrlo često, prilikom ugradnje fitinga, suočeni su s problemom ovalnosti cijevi. Da biste ga uklonili, morate koristiti stezaljke za zaokruživanje. Ako se to ne učini, na nekim mjestima će doći do povećanog prstenastog razmaka, što će u budućnosti dovesti do curenja na mjestu pričvršćivanja spojke i morat će se promijeniti, a to značajno povećava troškove.
Strojevi za zavarivanje kojima se izvodi elektrofuzijsko zavarivanje polietilenske cijevi, razlikuju se po proizvođaču, kvaliteti i stupnju automatizacije. Nakon što je sve pripremljeno za rad, skenerom se očitava crtični kod armature, koji sadrži podatke o proizvođaču, naponu, vremenu zavarivanja, a na temelju dobivenih podataka izravno se provodi proces zavarivanja. Tijekom izvođenja ovih radova aparat za zavarivanje u potpunosti kontrolira proces, a na ekranu ćete biti obaviješteni o hitnim slučajevima.
Sve se događa automatski, zavarivanje utičnice je završeno nakon što rastaljeni polietilen izađe kroz kontrolne rupe na spojnici. Hlađenje zavarenih dijelova treba provoditi samo na prirodan način, u ovom trenutku oni bi trebali biti nepomični.
Dodaj u oznake
Elektrofuzijske spojke za pouzdano spajanje polietilenskih cijevi
Prilikom zamjene plastične cijevižice, postaje potrebno pouzdano spojiti pojedine elemente; takva se instalacija može izvesti na nekoliko načina. Za polietilenske cijevi, ovo je primjena zavarivanja, koje se može izvesti sučeonim zavarivanjem ili pomoću elementa kao što je elektrofuzijski rukavac. Postoji i mehanička metoda spajanja, ali ne pruža uvijek visoku pouzdanost i nepropusnost.
Elektrofuzijsko zavarivanje za polietilenske cijevi jedno je od najpouzdanijih i najtrajnijih zavarivanja danas.
Danas se danas razlikuju tri metode:
- mehanički spoj s armaturom;
- čelno zavarivanje, ali je primjenjivo samo pod određenim uvjetima, kada se krajevi cijevi mogu čvrsto učvrstiti;
- elektrofuzijsko zavarivanje, koje se koristi u teško dostupnim uvjetima, na primjer, u bunarima, tehničkim rupama, uskim jarcima, za hitne popravke.
Čeono zavarivanje: princip spajanja

Korištenje sučeonog zavarivanja je jednostavno zagrijavanje krajeva plastičnog cjevovoda, pri čemu se svi elementi za zavarivanje zagrijavaju do viskozno-fluidnog stanja, nakon čega se krajevi polietilenskih cijevi spajaju pod pritiskom. Prilikom izvođenja takvog rada proizvod mora biti čvrsto fiksiran, tijekom samog zavarivanja i hlađenja nisu dopušteni pomaci i drugi pokreti.
Ova tehnologija je vrlo jednostavna, ali nije moguća u svim situacijama, samo za spajanje cjevovoda istog promjera i iste vrste polietilena. Ovom metodom ne možete kuhati plastiku s različitim karakteristikama. Radni uvjeti su sljedeći:
- debljina stijenke cijevi ne smije biti manja od 4,5 mm;
- zavarivanje se može izvoditi samo u temperaturnom rasponu od -15 do +45 stupnjeva;
- potrošnja električne energije ovom metodom je beznačajna;
- pri zavarivanju nema potrebe za korištenjem složene opreme;
- ova metoda se koristi samo kada je moguće sigurno pričvrstiti krajeve plastičnih cijevi; čelno zavarivanje nije prikladno za rad na teškim, teško dostupnim mjestima - prikladna je samo električna spojnica.
Prednost električnih spojnica

Zavarivanje polietilenskih cijevi idealno je kada postoji potreba što prije popraviti cijevi.
Korištenje elektrofuzijskih spojnica za spajanje polietilenskih cijevi bilo kojeg promjera pretežno je kada metoda sučeonog zavarivanja nije tako prikladna i praktična. U pravilu su to kanalizacijski bunari, vrlo uski i nezgodni kanali, montažne rupe u temeljima i zidovima zgrada. Odnosno, metoda zavarivanja uz pomoć spojke je izvrsna u slučaju kada se priključni stroj jednostavno ne može instalirati.
Još jedna prednost korištenja takvog načina spajanja je da je prikladan u raznim nezgodama, u slučaju oštećenja polietilenskih cijevi, kada kvarove treba otkloniti u najkraćem mogućem roku.
Osim toga, električno zavarivanje je vrlo jednostavno, ne zahtijeva posebno znanje, spremnost veze je lako uspostaviti pomoću posebnih rupa na spojnici.
Točnu temperaturu koju zahtijeva metoda zavarivanja lako je odrediti ako koristite moderan uređaj - on ima mogućnost očitanja potrebnih informacija izravno iz elektrofuzijskog crtičnog koda.
Za rad se koriste najjednostavniji alati, uključujući samo uređaj za čišćenje krajeva cjevovoda, izravno same elektrofuzijske spojke i aparat za zavarivanje dizajniran za spajanje.
Faze zavarivanja polietilenskih cijevi elektrofuzijom
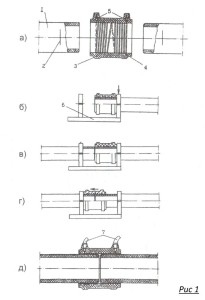
Redoslijed rada pri spajanju cijevi spojnicom sa ZN: a - priprema spoja; b, c, d - faze ugradnje spoja; d-spoj, montiran za zavarivanje; 1 - cijev; 2 - oznaka dubine spajanja i uklanjanja oksidnog sloja iz cijevi; 3 - spojka; 4 - Z.N.; 5 - terminali; 6 - pozicioner; 7 - kabeli s terminalima aparata za zavarivanje
Uz pomoć elektrofuzije provodi se na sljedeći način:
- Prvo, potrebno je provesti skup pripremnih radova, koji uključuje čišćenje površine dviju cijevi koje se spajaju, čišćenje oksidnog sloja, prljavštine. To se može učiniti nožem, strugačem ili posebnim mehaniziranim uređajem. Prilično je skupo, ali pri ugradnji cijevi velikog promjera korištenje običnog noža je iznimno teško.
- Za stavljanje spojnice preporuča se korištenje posebnog pozicionera, koji će omogućiti spajanje svih dijelova u ispravan položaj. Posebna ploča za zaokruživanje pomaže u uklanjanju neke ovalnosti proizvoda.
- Sve površine koje se zavaruju morat će se odmastiti. Ovaj se postupak mora izvesti i iznutra i izvana;
- Ako vani pada kiša ili snijeg, tada treba ukloniti sve elemente, cijevi, spojnice i sl. ispod nadstrešnice i tamo nastaviti zavarivanje. Cijev treba spojiti samo uzimajući u obzir ovo pravilo, inače ne možete ni sanjati o pouzdanom pričvršćivanju.
- Nakon završetka pripreme polietilenskih cijevi, možete nastaviti izravno na samo zavarivanje. Električna spojka se postavlja na kraj jedne cijevi, pomoću konvencionalnog čekića, krajevi cijevi i spojnica se poravnavaju, nakon čega treba napraviti oznaku na kraju druge cijevi točno na pola puta. Nadalje, krajevi polietilenskih cijevi su poravnati koaksijalno, spojnica je gurnuta do napravljene oznake.
- Žice koje dolaze iz aparata za zavarivanje umetnute su u posebne terminale elektrofuzije, a sam proces zavarivanja se provodi u automatskom načinu rada. Suvremeni uređaji za zavarivanje omogućuju podešavanje temperaturnog režima spoja čitanjem crtičnog koda koji je otisnut na naljepnici čahure koja se prodaje.
- nakon toga, zavarivanje se smatra završenim, što je vidljivo po posebnim rupama koje ima električna spojka. Kapljice rastaljenog polietilena počinju stršiti iz ovih rupa, nakon čega se žice mogu ukloniti s terminala spojke.
- posljednja faza je potpuno hlađenje svih zavarenih dijelova plastičnih cijevi koji se ne mogu dodirivati ili pomicati.
Upravo je ta jednostavnost spajanja cjevovoda, za čiju se proizvodnju koristi LDPE polietilen, glavni razlog za korištenje elektrofuzijskih spojnica i zavarivanja. Ispada da je takva veza vrlo jaka i pouzdana, jamči odsutnost curenja i drugih problema. Polietilenski cjevovod služit će vam otprilike jedno stoljeće.
Elektrofuzijske spojke koje se koriste za spajanje polietilenskih cijevi omogućuju brzu i jednostavnu montažu. Polietilen na visoke temperature otapa, nakon hlađenja nastaje monolitna veza, koja se odlikuje pouzdanošću i čvrstoćom. Ne morate brinuti o curenju cjevovoda.
Ili se glavna kanalizacija ne može izvesti pomoću jednog komada materijala. Do sada su razvijene mnoge metode kojima se vrši spajanje pojedinih segmenata. Najnaprednije je elektrofuzijsko zavarivanje cijevi.
Bit metode leži u činjenici da spojna armatura u sebi ima električnu spiralu. Može biti potpuno otvoren, djelomično uvučen ili skriven. Grijaći element ima dva izvana izbočena kontakta na koja je spojen aparat za zavarivanje. Navedena vrijednost napona se isporučuje za određeno vremensko razdoblje. Unutarnji dio spojnice i umetnuti dio cijevi pod utjecajem temperature se pretvaraju u tekuće stanje. Vanjski zid se ne zagrijava u tolikoj mjeri i zadržava svoju elastičnost, što prisiljava tvar da se kreće prema dolje, zbog čega se formira monolitna struktura.

Spojnice su izrađene od tri vrste plastike: polietilena, polipropilena, polibutena. Za ugradnju plinovoda obično se koristi samo prva opcija.
Bilješka! Priključci su označeni da informiraju operatera o tome koji napon i preko kojeg razmaka treba primijeniti. Također je naznačeno vrijeme hlađenja gotovog spoja. Dodatno, dizajn predviđa posebne indikatore koji signaliziraju završen proces.

Ova tehnološka metoda ima mnoge pozitivne aspekte:
- Ne smanjuje se tijekom zavarivanja unutarnji promjer cijevi. To znači da se može koristiti ne samo u slučajevima kada sustav ima glavu s konstantnim pritiskom. Sustavi odvodnje i oborinskih voda neće biti iznimka.
- Zahvaljujući dobro osmišljenoj bazi alata, ljudski faktor je minimiziran pri izvođenju svih potrebnih operacija.
- Ova metoda je prikladnija kada se spajaju dvije cijevi velikog promjera.
- Zavarivanje elektrofuzijom bit će neophodno kada je potreban popravak cjevovoda, a cijevi nije moguće pomicati u vodoravnoj ravnini.
- Slučaj kada su obje ili jedna od cijevi ojačane inkluzijama za pojačanje neće postati prepreka spajanju. Na čeono zavarivanje nema jamstva za takvu čvrstoću šava.
- XLPE cijevi se obično spajaju mehanički. ZN zavarivanje omogućuje djelovanje na molekularne veze, osiguravajući visokokvalitetni zavar.
- Montaža cjevovoda s mnogo grana može se izvesti izravno na licu mjesta, bez potrebe za preliminarnim spajanjem i ugradnjom gotove konstrukcije.
- Ušteda električne energije u usporedbi s drugim vrstama.
- Prednost proizvoda za zavarivanje od različitih vrsta polietilena, kao i različitih promjera.

Kako bi cijeli proces protekao glatko, sa sobom morate imati poseban alat:
- Stroj za zavarivanje. Za ovu vrstu zavarivanja razvijena je jedinstvena jedinica. Temelji se na poluvodičkoj tehnologiji, tako da troši red veličine manje električne energije od svojih ostalih kolega. Obično su za takve jedinice naznačeni maksimalni i minimalni zavarljivi promjeri. Osiguran je skener crtičnog koda koji automatski unosi podatke o određenoj vrsti veze, a to se može učiniti i ručno. Podaci o svakom položenom šavu bilježe se u memoriju kako bi operater ili kontrolna skupina mogli primati informacije. Moguće je imati ugrađeni serijski ili USB port, na potonji možete spojiti flash pogon za prijenos postavki ili podataka. Prednja ploča obično sadrži zaslon koji prikazuje trenutne parametre. Neke jedinice se isporučuju s nasadnicima različitih presjeka.
- Pozicioner. Mali metalni uređaj u obliku šipke koji ima nekoliko stezaljki. Ovaj alat omogućuje postavljanje mlaznica u istoj ravnini za zavarivanje. Također je dizajniran za ispravljanje ovalnosti. Za ove namjene može se koristiti i zasebna stezaljka.
- Rezač cijevi. Obično koristite disk. On je taj koji omogućuje izvođenje ravnomjernog rezanja, što je uvjet.
- Strugač. Mala ručka s oštricom. Također može biti učvršćenje s nekoliko modula. Jedan od njih je postavljen u cijev, drugi, na kojem se nalazi glava za rezanje, spojen je i, kada se okreće, uklanja gornji sloj. Ovaj postupak nije neophodan za stvaranje hrapave površine, već za uklanjanje oksidiranog dijela cijevi.
- Rulet ili ravnalo.
- Čistač. Potrebno je ukloniti prljavštinu i masnoću. Potrebno je koristiti posebno dizajniranu za određenu vrstu cijevi. Nemojte koristiti obični alkohol ili aceton.
- Marker. Vodonepropusna bijela ili svijetla boja koristi se za nanošenje ne samo oznaka, već i nekih podataka na mjesto prianjanja.
Bilješka! Za umetak sedla dodatno se koristi posebna bušilica, kao i šesterokutni ključ i odvijač za držače.

Proces prianjanja nije jako težak, ali zahtijeva određenu točnost, pažnju i ustrajnost.
- Ako ima vremena prije dovršetka rada, preporučljivo je ispraviti cijev dnevno odmotavanjem iz zaljeva, to će pomoći da se djelomično ispravi ovalnost.
- Prva stvar koju treba učiniti je obrezati rub cijevi. U te svrhe moguće je, ali nepoželjno, koristiti nožnu pilu. Stražnji kraj je hrapav. Koristite rezač diskova, to će osigurati ispravnu ravninu.
- Zatim se vrši označavanje. Potrebno je povući liniju na koju će se staviti okov. Od njega napravite marginu od još 1-2 cm i označite je.
- Uklonite gornji sloj strugačem ili mehaničkim sredstvom za čišćenje oksida. Za cijevi promjera koji ne prelazi 63 mm, iznosi 0,1 mm. Ako je vanjski promjer veći, uklonite 0,2 mm.
- Cijev se sada obrađuje otapalom i stavlja u pozicioner. Mora biti dobro fiksiran i ispravljen ovalnost. Okov ne smije biti podložan naprezanju loma. Pozicioner to mora kompenzirati.
- Stavlja se rukav (također se mora tretirati otopinom iznutra). Ako je promjer cijevi vrlo velik, tada se rukav povlači do svoje pune veličine. Unese se druga cijev i spoj se sruši na polovicu dubine. Ugrađena spirala mora biti u cijelom svom području na dijelu cijevi kako bi se osigurala ispravna legura.
- Nakon spajanja dvije cijevi, aparat za zavarivanje je spojen. Potrebne parametre čita skener ili ih unosi ručno. Proces počinje. Važno je zapamtiti da cijeli ciklus uključuje i vrijeme hlađenja. Ako se stezaljka ukloni prije vremena, nepropusnost će biti prekinuta.
- Kada su svi zadaci dovršeni, vrijeme i datum, kao i operator, iscrtavaju se na vezu.
- Instalacija sedlastog boda ima sličan algoritam. Čišćenje se vrši na mjestu ugradnje, ali ne po cijelom opsegu, već samo na području spoja koje će biti prekriveno spiralom. Nakon skidanja, stavlja se sedlo i čvrsto steže. Zavarivanje je u tijeku. Nadalje, uz pomoć dodatnog alata, izrađuje se rez. Uz pomoć čepa zatvara se tehnološka rupa i nanosi se oznaka.
Bilješka! Nemojte koristiti brusni papir ili neodgovarajuće strugače za uklanjanje oksida. Jednostavno ćete zagrebati površinu, ali nećete postići željeni rezultat.

U nekim slučajevima, veza je bez tlaka. To se može otkriti već nakon završetka potpune instalacije. To se događa iz sljedećih razloga:
- Operaterka nije kompenzirala ovalnost. To može dovesti do toga da rastaljena plastika ne ispuni cijeli prostor.
- Čišćenje nije obavljeno strugačem. Rezultat će biti da rukavac i cijev ne tvore čvrst spoj.
- Cijev je bila pod kutom u odnosu na spojnicu. Posljedica će biti curenje tekuće plastike.
- Okov nije bio u potpunosti postavljen. Ugrađena zavojnica neće dovoljno rastopiti površinu koja se spaja.
- Odmašćivanje nije obavljeno ili je nakon njega mjesto čišćenja dodirnuto rukama. Veza neće biti hermetički zatvorena.
Za spajanje HDPE cijevi, ova je uputa također primjenjiva. Ova metoda je mnogo bolje korištenje mehaničke stezne armature koje ne mogu osigurati savršeno brtvljenje.
Video
Dostavljeni video materijali prikazuju tehnološki proces zavarivanja cijevi elektrofuzijom:
Elektrofuzijsko zavarivanje je prilično prikladno i učinkovita metoda zavarivanje. U ovom članku ćemo pogledati gdje se koristi elektrofuzijsko zavarivanje i koji je princip rada takvog zavarivanja.
Stroj za elektrofuzijsko zavarivanje
Što je elektrofuzijsko zavarivanje?
Zavarivanje elektrofuzijom namijenjeno je zavarivanju cijevi i uključuje korištenje posebnih grijaćih elemenata za zavarivanje. Grijaći element - elektromagnet - nanosi se na spoj dviju cijevi, nakon čega ih zagrijava dok se djelomično ne rastope i zavare zajedno. U osnovi, riječi "elektrofuzijsko zavarivanje" označavaju elektrofuzijsko zavarivanje polietilenskih cijevi (HDPE cijevi) ili sličnih plastičnih cijevi.
Navlaka za elektrofuziju je plastična navlaka kroz koju prolazi električna zavojnica. Prolaskom struje spirala se zagrijava i zagrijava plastiku spojke i cijevi ispod nje. Cijevi i elektrofuzijski rukavac su zavareni zajedno, nakon čega se spoj ostavlja za prirodno hlađenje. Nakon hlađenja i stvrdnjavanja formira se čvrsta, hermetička i pouzdana jednodijelna veza.
Prednosti elektrofuzijskog zavarivanja
Elektrofuzijsko zavarivanje HDPE cijevi je prikladna i učinkovita tehnologija koja ima mnoge prednosti.
- Jednostavnost instalacije. Za zavarivanje HDPE cijevi dovoljno je spojiti krajeve cijevi i spojiti ih s grijaćim dijelom, a zatim nanijeti na vodove spojke struja(za generiranje potonjeg koristi se stroj za elektrofuziju). Nadalje, proces će se odvijati sam od sebe. Mnogi strojevi za elektrofuzijsko zavarivanje izvode ga u automatskom načinu rada.
- Svestranost. Svojstva rastaljenog polietilena omogućuju korištenje ove metode za spajanje plastičnih cijevi različitih debljina i promjera stijenki. Osim toga, zavarivanje se lako može izvesti u skučenim, skučenim prostorima.
- Pouzdanost. Spajanje HDPE cijevi ovom metodom je izdržljivo i pouzdano. Materijali na spojevima elektrofuzijskih spojnica i cijevi potpuno se međusobno prožimaju, a gustoća zavariti identična gustoći ostalih dijelova cijevi.
- Profitabilnost. Strojevi za zavarivanje elektrofuzijom karakteriziraju kompaktnost, mala težina i niska potrošnja energije. Tehnologija elektrofuzijskog zavarivanja HDPE cijevi izvrsna je za brze popravke.

Ovako izgledaju elektrofuzijske veze
Postupak zavarivanja
Za uspješno zavarivanje plastičnih cijevi moraju se ispuniti određeni uvjeti. Prvo se cijevi moraju očistiti i pripremiti za zavarivanje. Krajevi trebaju biti ravni, čvrsto spojeni jedan s drugim. Nečistoća se uklanja četkom, odmašćivačem itd., nakon čega se alatom za čišćenje s cijevi uklanja mali sloj strugotine. Cijev ne smije imati ovalni poprečni presjek, inače se mora izravnati (npr. hidrauličkom nivelirnom).
Nakon pripreme HDPE cijevi, na njihove krajeve se stavlja spojnica i sklop se učvršćuje u pozicioner. Nakon toga, elektrofuzijski stroj se spaja na električnu mrežu, nakon provjere njegove ispravnosti, kabeli se spajaju na terminale grijača, stroj se postavlja na željeni način zavarivanja, postavlja se i pokreće temperatura i vrijeme. Kontrola se provodi vizualno i pomoću indikatora zavarivanja. Neki strojevi za elektrofuziju mogu sami odabrati način rada čitanjem crtičnih kodova dijelova koji se zavaruju.
Nakon završetka postupka, kablovi se odspojuju i uređaj se ostavlja da se ohladi, stavljajući na njega serijski broj i ostale potrebne podatke.
Zaključak
Kao što vidite, elektrofuzijsko zavarivanje je obećavajuća i prikladna tehnologija, savršena za zavarivanje plastičnih cijevi. I to uvelike olakšava proces polaganja cjevovoda.