Fleksibilni čeoni spojevi PE cijevi. Metode spajanja i ugradnje polietilenskih cijevi s metalnim cijevima i ne samo
Montaža polietilenske cijevi
Polietilen je moderan supertehnološki materijal. Široko se koristi za izgradnju cjevovoda. Ova je vrsta popularna jer je instalacija jednostavna i laka. Svaki početnik može to podnijeti.
cijevi se široko koriste ne samo u profesionalnoj gradnji, već iu svakodnevnom životu. I koriste se ne samo u područjima vezanim za vodoopskrbu, već i za zaštitu kabela i kao hidroizolacijski omotači. Uz njihovu pomoć stvaraju se sustavi za navodnjavanje u staklenicima. Takva potražnja za njima je zbog jednostavnosti instalacije.
Početak instalacijskih radova
Prije nego što nastavite s radom, morate imati posebne uređaje za obradu krajeva.
Jednodijelni spoj
Čeono zavarivanje
Prva vrsta veze naziva se jednodijelna. Odnosno, veza je zavarivanjem. Ova vrsta veze je isplativija. Spojevi polietilenskih cijevi moraju biti jedan kemijski sastav, ali mogu biti i različiti materijali i isti.
Zavarivanje se treba odvijati u području zaštićenom od vjetra.
Proces oblaganja je neophodan kako bi krajevi bili savršeno ravni i prikladni za zavarivanje.
Sljedeća faza je odmašćivanje. Nakon odmašćivanja cijevi se moraju usporediti kako bi se provjerila točnost oblaganja.
Nakon obavljenog posla uzima se poseban grijaći element i ubacuje se između cijevi. Proces zagrijavanja ne traje više od 5 minuta dok se ne pojavi određeni piling. Sam proces spajanja cijevi je jednostavan. Nakon zagrijavanja se spajaju, a nakon hlađenja dobiva se stabilna pouzdana veza.
Električno zavarivanje utičnice
Električni zavarivanje utičnica nanosi se pomoću spojnice (oblikovani komad). Ovo je prilično prikladna i učinkovita tehnologija s mnogim prednostima. To podrazumijeva korištenje posebnih grijaćih elemenata.
U prvoj fazi morate spojiti cijevi i spojiti ih s uređajem za grijanje.
Nakon toga dovedite struju na vodove spojke. Dakle, elementi električne spojke se zagrijavaju, a polietilen se topi. Uređaj obavlja sav glavni posao u automatskom načinu rada, osim toga, cijeli ciklus rada bilježi se posebnim protokolom.
Smatra se ekonomičnijim od čeonog zavarivanja.
Za izvođenje radova zavarivanja pomoću spojnica potrebno je poštivati određene uvjete:
- Krajevi moraju biti ravni i čvrsto pristajati jedan uz drugi.
- Na krajeve se stavlja rukavac i fiksira. Zatim se provjerava ispravnost i sigurnost priključenog uređaja na mrežu.
- Spajanjem kabela na stezaljke i postavljanjem željene temperature i vremena za pokretanje uređaja.
- Na kraju cijelog procesa odspojite kabele i ostavite sklop dok se potpuno ne ohladi.
Glavni i najvažniji zahtjevi za varove na polietilenskim cijevima:
- Spoj (šav) ne smije se nalaziti ispod vrijednosti vanjske površine cijevi.
- Kada se zavaruje nekoliko dijelova, njihov pomak jedan u odnosu na drugi ne smije prelaziti 10% debljine stijenke korištene cijevi.
- Važno je pridržavati se pravila i normi kvalitete zavare tijekom izgradnje cjevovoda.
- Nakon zavarivanja iu procesu, cijevima se mora osigurati maksimalna nepokretnost.
Odvojiva veza
Druga vrsta veze je odvojiva veza. Izvodi se pomoću dijelova za spajanje polietilenskih cijevi. Ova je opcija popularnija od procesa zavarivanja..
Prednosti:
1. Nema potrebe za kupnjom opreme za zavarivanje.
2. Priključci ove vrste prikladni su ako će se rad odvijati pod vodom.
3. Ova metoda je brža od zavarivanja.
Zauzvrat, odvojiva veza može se napraviti na nekoliko načina.
Ova metoda se u većini slučajeva koristi za kanalizacijski cjevovod. Ponekad se možete izvući iz situacije, na primjer, kada ona završi.
- ne preporučuje se ugradnja na vodoravni dio cijevi. U procesu rada, on i utičnica moraju se očistiti od prašine i prljavštine. Gledajte da nema većih ogrebotina, ako morate brusiti nožem ili uzeti drugi. Ako su spojevi za lemljenje jako izraženi i strše, potrebno ih je ukloniti oštrim predmetom. Inače, guma ili metoda vrućeg spajanja neće biti jaka. Glatko se uvijamo na stroju za lemljenje, kraj cijevi se zagrijava. Kada se sve dobro zagrije, uzima se i ubacuje u stranu cijevi koja se zagrijava.
- Druga metoda odvojive veze je navojna ili pomoću pričvrsnih elemenata.
- Spojke se široko koriste za spajanje cjevovoda u građevinarstvu.
Kompresijski spojevi dostupni su u promjerima od 20 do 110 mm i mogu se koristiti u različite svrhe. Rukav je izrađen od polietilena. Za proizvodnju se koristi metoda ekstruzije.
Ova metoda spajanja polietilenskih cijevi ne zahtijeva kupnju posebne opreme. Osim toga, konektori će koštati mnogo manje od zavarivanja. Koristeći ih, možete puno uštedjeti na izgradnji.
Prednosti spojnica su da su sigurno pričvršćene, pad temperature, a mehanički stres ne utječe na njihovu kvalitetu. Oni su izdržljivi.
Prije svega, očistimo svu prljavštinu i rastavljamo okovu. Sastoji se od tijela glavnog dijela, stezne matice, utiske i potisne čahure i brtve. O-prsten je dostupan u okruglim i suženim oblicima.
Da biste spojili dvije cijevi istog ili različitog promjera zajedno, morate pripremiti cijev za spajanje.
Prilikom skidanja, bolje je koristiti poseban uređaj za skidanje. Ima oštru oštricu, kojom se može kositi s kraja. To je učinjeno kako bi se kraj cijevi zaokružio i ne oštetila gumena brtva tijekom ugradnje.
Sve je spremno. Zatim stavljamo steznu maticu na cijev. To jest, sastavljamo okovu obrnutim redoslijedom, zategnite steznu maticu dok se ne zaustavi. Kompresijski spoj se može koristiti samo na vodovodu. Na plinovodu je to nemoguće.
Ovaj materijal može biti koristan za one stanovnike koji zamjenjuju vodovod vlastiti dom... Trenutno se cijevi od polimernih materijala najčešće koriste za polaganje vodoopskrbnih i kanalizacijskih sustava. U ovom članku dat ću nekoliko metoda za spajanje polietilenskih cijevi pomoću različitih vrsta spojnica.
Značajke uporabe polietilenskih cijevi
Polietilenske cijevi imaju nomenklaturnu oznaku PE. Izrađuju se toplim ekstruzijom, od rastaljene plastične mase polietilena niski pritisak(PND).
Gotovi proizvodi mogu imati vanjski promjer od 10 do 1200 mm, a debljina bočnih stijenki od 2 do 18 mm.
Odlikuju se visokim performansama, a imaju niz prednosti u odnosu na konvencionalne čelične cijevi za vodoopskrbu i kanalizaciju:
- Relativno niska cijena... Prosječna cijena vodoopskrbnih polietilenskih cijevi za kućanstvo (promjer 10-32 mm) kreće se od 35 do 120 rubalja po metru, ovisno o debljini stijenke. Trošak kućanstva kanalizacijske cijevi(promjer 50-110 mm) može biti od 75 do 320 rubalja po metru;
![]()
- Visoka otpornost na koroziju... Polietilen niskog tlaka apsolutno nije korozivan. Ne urušava se i ne mijenja svoja svojstva kao posljedica dugotrajnog izravnog kontakta s hladnom ili Vruća voda... Raspon radne temperature za ovaj materijal je -40 ° do +80 ° C;
- Kemijska neutralnost i dielektrična svojstva... Polietilenske cijevi ne provode električnu struju i ne ulaze u kemijsku reakciju s kiselinama, lužinama, organskim otapalima i drugim agresivnim tvarima;

- Glatke unutarnje stijenke stvoriti minimalni hidrodinamički otpor gibanju tekućine. To osigurava visoku brzinu protoka i također sprječava nakupljanje mulja i kamenca u cijevi;
- Visoka fleksibilnost i plastičnost materijala pružaju dodatnu udobnost tijekom instalacije i rada:
- Dugi fleksibilni plastični cjevovodi lako se postavljaju u zemljani rov;
- Zagrijana plastična cijev može se saviti duž željenog polumjera ili joj dati bilo koji zakrivljeni oblik;
- Zbog elastičnosti bočnih stijenki, polietilenske cijevi ne pucaju kada voda zamrzne i nastane ledeni čep;
Polietilen se može razgraditi kada je izložen ultraljubičastom zračenju, stoga takve cijevi moraju biti zaštićene od izravnog sunčevog svjetla. Kako bi se ograničio prodor sunčeve svjetlosti duboko u materijal, polietilen za proizvodnju cijevi obojan je u jednoličnoj crnoj boji.
Vrste spojnica
Prilikom ugradnje kanalizacijskog sustava u kućanstvu ili opskrbe kućnom vodom često je potrebno pristati razne cijevi jedni druge duž duljine, spojite ih elementima i čvorovima zaporni ventili, ili spojiti na postojeće komunikacije iz čeličnih cijevi.
Obično se ugradnja polietilenskih cijevi izvodi pomoću spojnica koje su izrađene od istog materijala.
Oni su tri vrste:
- Elektrofuzijske spojke- omogućiti nerastavno spajanje dviju ili više cijevi istog ili različitog promjera;
- Kompresijski spojevi - namijenjen za iste svrhe, samo u ovom slučaju, veza je sklopiva;
- Prirubnički spojevi- predviđeno za spajanje po dužini u jednoj ravnini, dvije cijevi istog ili različitog promjera.

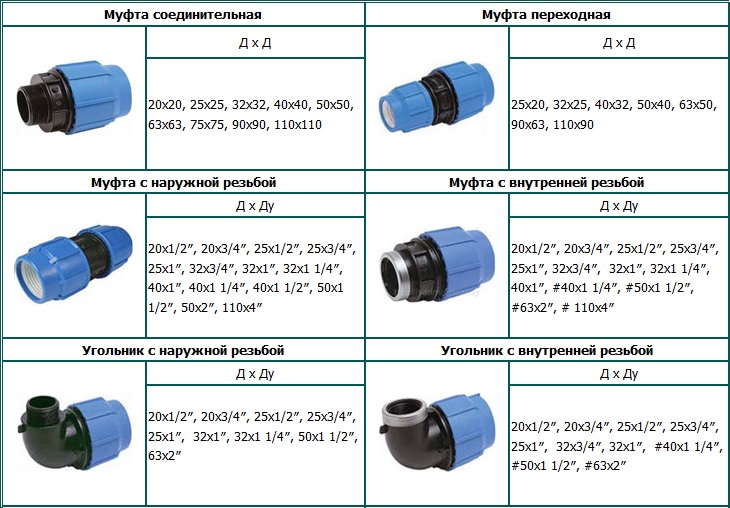
Ovisno o namjeni i izvedbi, sve spojke i okovi za plastične cijevi, konvencionalno se dijele u nekoliko tipova:
- Jednake spojke dizajniran za linearno spajanje dviju cijevi s istim vanjskim promjerima;
- Kompenzacijske armature služe za spajanje vodovodnih uređaja na glavni cjevovod veliki dio, koristeći plastične cijevi manjeg promjera;
- Prirubnički spojni elementi koristi se za spajanje metalnih i plastičnih cjevovoda istog ili različitog promjera;
- Bočni zavoji koriste se za promjenu smjera tlačnog voda koji se odvaja od glavnog cjevovoda. Bočni kut može biti 30 °, 45 °, 60 ° ili 90 °;
- Prijelazi i tee jedna su od varijanti bočnih grana. Služe za spajanje bočnih grana cijevi u jednoj ravnini;
- Zaobilazne cijevi dopustiti sjecište dviju cijevi s hladnom i toplom vodom u istoj ravnini;
- Priključci s navojem dizajniran za spajanje plastičnog cjevovoda na metalne cijevi i čvorovi ventila s rezanim unutarnjim ili vanjskim navojima;
- Spojnice s utikačima služe za trajno ili privremeno preklapanje lumena cijevi. Obično se ugrađuju na krajnji slijepi kraj ili na bočnu pripravnu granu cjevovoda.

Polietilen ima jednu lošu razlikovna značajka... Činjenica je da se niti jedno ljepilo ne lijepi na njegovu površinu, a niti jedno brtvilo ne prianja normalno. Stoga će uporaba ljepila u spojnicama ili upotreba silikonskog brtvila za brtvljenje spojeva biti apsolutno beskorisna.
Metoda 1: RTD zavareni rukavi
Polietilen ima talište od oko 120 ° -140 ° C. To omogućuje hermetički spoj polietilenskih cijevi toplinskim difuzijskim zavarivanjem. Dvije plastične cijevi istog vanjskog promjera i debljine stijenke veće od 5 mm mogu se međusobno zavariti sučeono, ali to zahtijeva skupu i energetski intenzivnu opremu za zavarivanje.

Kako bi se ovaj problem riješio na jednostavniji način, za polietilenske cijevi koriste se termistorske spojke. Izrađuju se u različitim izvedbama (jednakog provrta, kompenzacijski, s prirubnicom, s bočnim izlazima itd.), stoga omogućuju spajanje plastičnih cjevovoda različitih promjera, te pričvršćivanje bočnih izlaza na njih pod različitim kutovima.

Unatoč složenom nazivu, imaju vrlo jednostavan princip rada i unutarnju strukturu.
U nastavku ću vam reći kako to radi, koristeći primjer termistorske spojke jednakog otvora:
- Izvana, to je kratka cijev debelih zidova od crnog niskotlačnog polietilena;
- Unutar plastičnog kućišta, oko svake spojne cijevi nalazi se spirala od metalne žice s visokom električni otpor(nikrom);
- Obje spirale su električno povezane u seriju... Slobodni krajevi svake spirale spojeni su na terminale koji se nalaze izvana na tijelu, s obje strane zavarene utičnice;
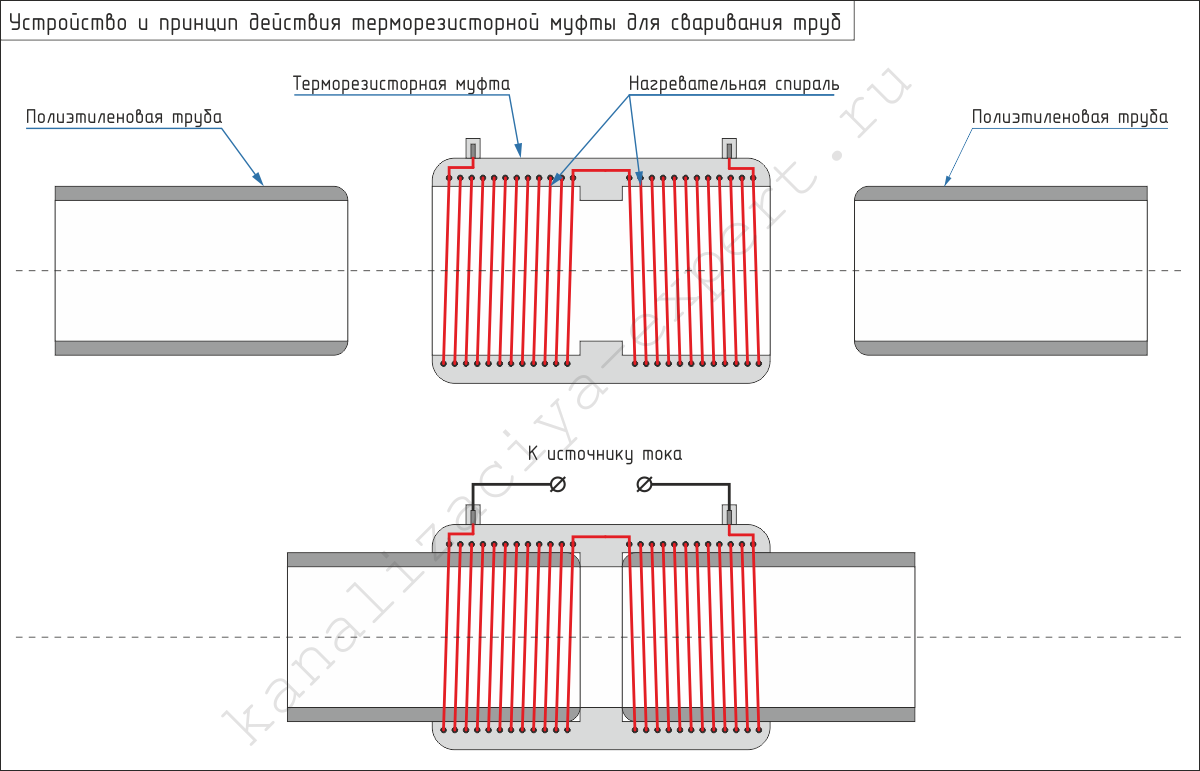
- Krajevi plastičnih cijevi koje se spajaju umetnuti su s obje strane unutar zavarene utičnice... Nakon toga, terminali se napajaju naponom iz izvora električna struja;
- Pod utjecajem struje, nikromske spirale unutar tijela zagrijavaju se do točke taljenja polietilena. Zagrijavanje topi ne samo unutarnji dio spojke, već i vanjsku površinu cijevi;
- Kao rezultat taljenja, plastika s unutarnje strane čahure se širi i čvrsto stisne svaku cijev. Nakon hlađenja, obje cijevi i rukav su čvrsto zavareni..

Opisana metoda omogućuje spajanje plastičnih cijevi promjera do 400 mm, iako se u domaćim uvjetima najčešće koriste elektrofuzijske spojke za cijevi promjera ne većeg od 150 mm.
Na prvi pogled trošak elektrofuzijske čahure može se činiti visokim, ali ova tehnologija ima niz očitih prednosti u odnosu na druge metode ugradnje cjevovoda:
- Brza instalacija i jednostavna upotreba... Rad s takvim uređajima ne oduzima puno vremena i ne zahtijeva nikakve praktične vještine;
- Niska cijena rada... Korištenje elektro-zavarenih spojnica omogućuje vam da napustite korištenje skupe i energetski intenzivne opreme za zavarivanje;
![]()
- Visoka pouzdanost i izdržljivost... Zavareni spoj ima visoku čvrstoću i potpuno je zapečaćen, a njegov učinak se s vremenom ne pogoršava;
- Sposobnost rada na teško dostupnom mjestu... Električno zavareni rukav ima kompaktne dimenzije, stoga vam omogućuje jednostavnu ugradnju cjevovoda izravno u podrum, u revizijski bunar, u zemljani rov i druga teško dostupna mjesta;
- Mogućnost samostalan rad ... Ako na mjestu ugradnje nije moguće opskrbiti struju, tada se za spajanje električno zavarene spojke može koristiti snažna baterija ili prijenosni benzinski generator.

Unatoč svim pozitivnim kvalitetama, ova metoda ima neka ograničenja. Na primjer, radna temperatura tekućine u cijevi ne smije prelaziti 40 ° C, a tlak vode ne smije biti veći od 4 kg / cm². Stoga se elektrofuzijske spojke ne mogu koristiti za ugradnju sustava za grijanje i opskrbu toplom vodom.
Tehnologija zavarivanja cijevi
Kvalitetna ugradnja cjevovoda od plastičnih cijevi moguća je samo uz strogo poštivanje tehnologije zavarivanja polietilena.
Kako bismo pomogli čitatelju s ovim zadatkom, u nastavku je upute korak po korak o upotrebi termistorskih elektrozavarenih spojnica:
- Prije svega, morate izrezati krajeve cijevi koje ćete zavariti tako da tako da su im krajevi strogo okomiti na središnju liniju... Za to je bolje koristiti ručni ili električni rezač cijevi;

- Temeljito očistite površinu od prašine i prljavštine, a zatim uklonite tanki gornji sloj plastike na mjestu budućeg zavarivanja. To se može učiniti oštrim nožem ili posebnim strugačem;
- Ako kraj cijevi vrlo čvrsto ulazi u spojnicu, tada se na vanjskoj strani mora ukloniti mali ukošeni dio... Da biste to učinili, možete koristiti oštar nož ili poseban alat;
- Ako je debljina stijenke cijevi veća od 5 mm, savjetujem vam da je prethodno zagrijete građevinskim sušilom za kosu prije zavarivanja;

- Nakon pripreme cijevi, njihovi krajevi moraju biti uvučeni u spojnicu s obje strane dok se ne zaustave. U tom slučaju potrebno je osigurati da se obje cijevi i spojnica nalaze strogo na istoj osi;
- U ovom trenutku preporučam da ponovno provjerite konfiguraciju cjevovoda... Ako ste ovdje pogriješili, da biste ispravili pogrešku, morat ćete kupiti nove komponente i ponoviti sav posao;
- Ako je sve u redu, tada morate spojiti oba terminala na kućištu spojke na izvor struje. Da biste to učinili, možete koristiti moćno napajanje ili konvencionalni stroj za zavarivanje s kontrolom struje i napona;

- Radni napon i potrošnja struje električnih spirala obično su naznačeni na tvorničkoj oznaci svake zavarene utičnice;
- Obično se zavarivanje polietilena izvodi u dvije faze:
- Toplina... Da biste to učinili, morate staviti napon na terminale, zatim pričekati neko vrijeme i isključiti napajanje.
- Hlađenje... Nakon nestanka struje, zavareni spoj mora ostati nepomičan 10-30 minuta;
- Točno vrijeme zagrijavanja i hlađenja ovisi o vanjskom promjeru cijevi... Ovu vrijednost možete pronaći u donjoj tablici.
U tablici su prikazana vremena zagrijavanja i hlađenja za termistorsko zavarivanje polietilenskih cijevi.
Za spajanje cijevi s debelim stijenkama velikog promjera koriste se elektrozavarene spojke s tri terminala - jedan u sredini i dva na rubovima. U tom slučaju prvo morate umetnuti jednu cijev unutar spojnice, te spojiti srednji i vanjski terminal sa strane cijevi na struju. Nakon što su zavareni, morate učiniti isto s drugom cijevi, umetnuvši je na drugu stranu spojke.
Metoda 2: Kompresijski spojevi
Spajanje cijevi pomoću kompresijskih spojnica bitno se razlikuje od gore opisane metode. U tom slučaju rukavac nije zavaren na cijev, već se na njemu drži isključivo silom trenja. Na prvi pogled, takva veza može izgledati manje pouzdana, međutim, nije. Prema tehničkim uvjetima, kompresijske spojke dopuštene su za ugradnju tlačnih cjevovoda s radnim tlakom do 25 kg / cm².
Proizvode se u širokom rasponu različitih modela i veličina, stoga vam omogućuju rješavanje gotovo svih zadataka za ugradnju komunalnih usluga.
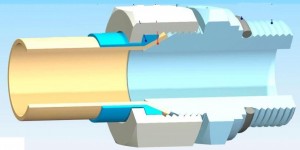
Pričvršćivanje cijevi koje se spajaju u kompresnom spoju vrši se prema principu steznog stezanja..
Njegova struktura i princip rada je sljedeći:
- Spojno tijelo za niskotlačne cjevovode (do 6 kg / cm²) obično je izrađeno od niskotlačnog polietilena;

- Spojna tijela za spajanje tlačnih cjevovoda s radnim tlakom do 25 kg / cm², izrađena od bronce, lijevanog željeza ili mjedi;
- Na svakoj strani ulaza nalazi se navoj s vanjske strane tijela. Na nju je pričvršćena metalna ili plastična matica;
- Po jedan gumeni O-prsten nalazi se unutar kućišta sa svake strane. Služe za brtvljenje spojeva kraja cijevi i tijela spojke;

- Na vrh svake cijevi koju treba spojiti stavlja se razdvojena čahura. Obično je izrađen od istog materijala kao i tijelo spojke;
- Plastična cijev s ugrađenom steznom čahurom umetnuta je u tijelo, a zatim zategnuta odozgo spojnom maticom;
- Prilikom zatezanja spojne matice, razdvojeni jezičci čahure stezne čahure stisnu se oko cijevi i čvrsto je drže unutar tijela zbog sile trenja.
![]()
Maksimalni promjer plastične cijevi za ugradnju kompresionog spoja je 90 mm... Zbog toga se ne mogu koristiti za ugradnju kućne kanalizacije, u kojoj se obično koriste cijevi promjera 110 mm. Istodobno, dobro su prikladni za polaganje mreža za opskrbu toplom i hladnom vodom, sustava Automatsko navodnjavanje, te drugi vodovi za dovod vode pod pritiskom.
Spojevi plastičnih cijevi imaju sljedeće pozitivne osobine:
- Relativno niska cijena... Ovisno o veličini i dizajnu, cijena jednog okova može se kretati od 220 do 2350 rubalja;

- Jednostavna i brza instalacija... Ugradnja stezaljki ne zahtijeva električni priključak i ne zahtijeva upotrebu posebnih alata;
- Održavanje... Ako neki dio spojnice pokvari (na primjer, čahura stezne čahure pukne ili O-prsten pukne), tada se u bilo kojem trenutku može zamijeniti novim;
- Sklopiva veza... Korištenje steznih spojnica omogućuje vam brzu promjenu oštećenih dijelova cijevi ili promjenu konfiguracije cijelog cjevovoda;

- Ponovna upotreba... Po potrebi se kompresijski spojevi mogu ugraditi i ukloniti neograničen broj puta;
- Kemijska otpornost i trajnost... Svi dijelovi spojnice izrađeni su od materijala otpornih na koroziju koji ne oksidiraju u vodi i ne doprinose stvaranju kamenca;
- Pouzdanost i visoka čvrstoća... Priključak cijevi za steznu cijev sposoban je izdržati značajna dinamička opterećenja koja se mogu pojaviti tijekom hidrauličkih ili parnih udara.

Postoji jeftiniji tip kompresionog spoja, koji se zove spojni rukavac. Jednostavnijeg je dizajna, a služi za spajanje dviju plastičnih cijevi istog promjera po dužini.
Značajke okova
Najviše se smatra ugradnja kompresijskih spojnica na jednostavan način spojevi plastičnih cijevi. Sve što trebate za ovaj posao je oštar nož i mala silikonska tuba.
- Kako bi se osigurala čvrsto zapečaćena veza, površina na krajevima cijevi mora se očistiti od prašine i prljavštine, a zatim obrisati čistom suhom krpom;

- Uklonite mali zakošeni dio na kraju svake cijevi... To se može učiniti oštrim nožem ili posebnim alatom dostupnim u vodovodnim trgovinama;
- Odvrnite spojne matice s obje strane spojnice, a zatim izvucite čahure stezne čahure i O-prstenove iz tijela;

- Nakon toga, sve komponente se moraju staviti na svaku cijev u sljedećem redoslijedu:
- Prije svega, stavlja se spojna matica, s navojnom stranom do kraja cijevi;
- Nakon toga se oblači razdvojeni rukavac;
- Na samom kraju stavlja se gumeni O-prsten.
- Za lakše postavljanje gumenog prstena i utora, preporučam podmazivanje površine cijevi silikonskim brtvilom. Ako nemate brtvilo, za to možete koristiti tekući sapun;
- Nakon toga, obje cijevi s čahurom za čahure moraju se umetnuti u tijelo fitinga, a obje spojne matice moraju biti zategnute uz maksimalan napor.
Polietilen u uvjetima visoka temperatura posjeduje beznačajna svojstva toplinskog skupljanja, stoga se na cjevovodu PTV-a stijenke plastične cijevi mogu lagano skupiti tijekom vremena. Kako bi spoj polietilenskih cijevi s priključcima ostao čvrst, potrebno je povremeno provjeravati i zatezati spojne matice na čahurama stezne čahure.
Metoda 3: Prirubnički spoj
U kućanskim vodovodnim mrežama prirubnički spojevi nisu uobičajeni. U većini slučajeva postavljaju se na ulazu u zgradu, ili se koriste za spajanje dviju tlačnih cijevi velikog presjeka.
Princip rada i uređaj takve veze vrlo je jednostavan, tako da se lako može sastaviti vlastitim rukama:
- Ravna metalna okrugla prirubnica čvrsto je pričvršćena na kraju svake cijevi;
- Najčešće se prodaje sastavljen s kompresijskim spojem, stoga je pričvršćen na plastičnu cijev pomoću stezne stezaljke. Ako je potrebno, može se učvrstiti i elektrofuzijskim rukavom;
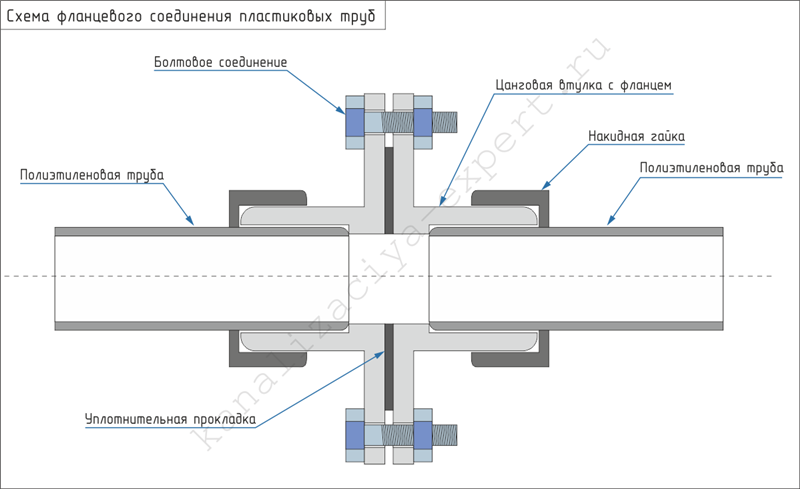
- Nekoliko montažnih rupa nalazi se u dijametralnoj ravnini prirubnice, radijalno po obodu;
- Tijekom ugradnje, neophodno je ugraditi brtvu za brtvljenje od paronita ili debele gume između prirubnica;
- Nakon toga potrebno je poravnati montažne rupe na prirubnicama i čvrsto ih zategnuti običnim vijcima i maticama.

Prirubnički spoj u pravilu ima glomazne dimenzije i neugledan izgled, stoga se koristi uglavnom za ugradnju skrivenih komunikacija u podrumima, promatračkim sobama itd.
U isto vrijeme, ova metoda ima svoje očite prednosti:
- Visoka pouzdanost i apsolutna nepropusnost... Zbog ovih kvaliteta, prirubnički priključci se koriste pri postavljanju glavnih vodovodnih mreža i pri postavljanju tlačnih kanalizacijskih vodova;
- Jednostavnost održavanja i mogućnost održavanja... Ako bilo koji dio ispusnog cjevovoda treba periodično održavanje, preporučam spajanje na glavnu cijev pomoću prirubnica s vijcima;
- Kao primjere mogu navesti inspekcijske otvore, ekspanzijske spremnike, spremnike, sifone i nepovratne ventile za kanalizacijske sustave, itd .;

- Univerzalni način montaže... Mnogi vodovodni uređaji i mjerne jedinice (na primjer, ventili, zasuni, cirkulacijske pumpe, vodomjeri itd.) opremljeni su spojnim prirubnicama na ulazu i izlazu standardne veličine;
- Za spajanje ovih uređaja s plastičnim cjevovodom koriste se stezne spojke s kontra metalnom prirubnicom;

Tu su i zaštitne i popravne spojke. Zaštitni rukavac je polietilenska cijev debelih stijenki koja se nosi na cjevovodu na mjestima gdje prolazi kroz građevinske konstrukcije (temelji, stropovi, zidovi i sl.). Navlaka za popravak sastoji se od nekoliko zasebnih segmenata. Nanose se na oštećeni dio cjevovoda i učvršćuju stezaljkama, vijcima ili zavarivanjem.
Zaključak
Na temelju materijala ovog članka uspjeli ste se upoznati s tri jednostavna i dostupnim načinima polietilenski priključci za vodu. Ako još uvijek nešto ne razumijete, preporučujem da pogledate video u ovom članku, a ja sam spreman odgovoriti na sva vaša pitanja u obrascu za komentare.
Trenutno, kako za popravke tako i za izgradnju širokog spektra vodovodne mreže koristiti polietilenske cijevi, a u procesu projektiranja imperativ je izvesti pouzdano spajanje polietilenskih cijevi. Takve cijevi razlikuju se u nizu prilično značajnih prednosti:
- dug radni vijek;
- prihvatljiva cjenovna kategorija;
- jednostavnost ugradnje.
To je ono što im osigurava tako veliku popularnost. Danas je poznato kako lemiti polietilenske cijevi, kao i nekoliko drugih opcija za spajanje polietilenskih cijevi. O svima će se raspravljati u ovom članku.
Polietilenske cijevi: njihov spoj
Prilikom postavljanja vodovodnih mreža postavlja se pitanje spajanja polietilenskih cijevi s ventilima za vodu i među sobom.
Dakle, spojevi polietilenskih cijevi, ovisno o njihovoj funkcionalnoj namjeni, dijele se u dvije skupine:
- odvojivi- mogu se rastaviti tijekom operativnog razdoblja:
- često se odvojiva veza ostvaruje pomoću iste prirubnički spoj, odnosno kada se koriste konvencionalne čelične prirubnice.
- ali se spojevi čaura izvode pomoću kompresijski spojevi na malim promjerima cijevi.
- jedan komad - tijekom rada nije potrebno njihovo rastavljanje. Jednodijelni spoj polietilenskih cijevi izvodi se kada se koristi:
- čeono zavarivanje ;
- spojno zavarivanje s ugrađenim električnim grijačima (zavarivanje s elektrofuzijskom spojkom).
Ovdje je tehnologija za izvođenje svake vrste veze.

Sučeono zavarivanje pomoću zagrijanog alata
Ova tehnologija ugradnje se već dugi niz godina koristi za ugradnju polietilenskih cijevi promjera 63 mm ili više.

Dakle, pogledajmo kako spojiti polietilenske cijevi:
- Krajevi dijelova koji se spajaju i/ili cijevi za zavarivanje ugrađuju se u centralizator stroja za spajanje sučelja. Nakon pričvršćivanja i izravnavanja, krajevi cijevi se čiste od prašine i prljavštine čistom pamučnom krpom. Nakon toga, površine koje se zavaruju se obrađuju pomoću krajnjeg uređaja.
- Nakon primitka ujednačenih čipova, čija debljina nije veća od 0,5 mm, uklanja se krajnji uređaj i provjerava se međusobna paralelnost cijevi. Ako između površina koje se zavaruju postoji razmak koji prelazi dopuštenu vrijednost, operacija obrezivanja se ponavlja.
- Nakon toga, krajevi dijelova koji se spajaju i/ili cijevi koje se zavaruju, zagrijavaju se pomoću alata za grijanje s neljepljivim premazom na površini. Nakon završetka zagrijavanja i taljenja krajeva površina koje se zavaruju, one se razrjeđuju, a grijaći element se uklanja iz zone zavarivanja.

- Površine koje se zavaruju zatvaraju se na kratko vrijeme, a zatim počinju jednoliko povećavati kontaktni tlak na potrebnu vrijednost. Zavareni šav s ovim pritiskom održava se potrebno vrijeme, tijekom kojeg se spoj hladi.
Pro savjet:
Po visini, širini, šavu i vanjski izgled burr se može procijeniti po tome koliko je dobro zavareni spoj.
Priključak za elektrofuziju
Potrebna oprema

Ova se veza izvodi pomoću elektrofuzijske spojke, odnosno spojke za spajanje polietilenskih cijevi s ugrađenim električnim grijaćim elementima. Ova veza je dizajnirana za takav tlak koji doseže 16 atm.
Smatra se da je elektrofuzija skuplja od sučeonog zavarivanja. Iako u uvjetima visoke nepropusnosti, u nedostatku mogućnosti postavljanja cjelokupnog aparata namijenjenog sučeonom zavarivanju, elektrofuzijsko zavarivanje postaje nezamjenjivo.
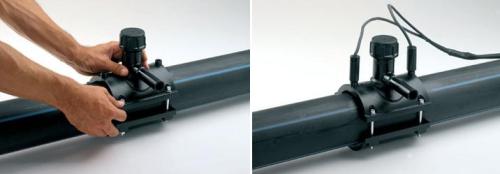
Najpopularnija je jednostavna električna spojnica koja se koristi za spajanje dviju cijevi u ravnom dijelu. Iako se uz njih koriste i grane za sedlo, električne čahure itd.
Pri ugradnji cjevovoda ne baš velikog promjera iz cijevi koje ulaze u zavojnice često se koriste oni priključci koji se izrađuju elektrofuzijom.
Elektrofuzijske spojke promjera do 110 mm pristupačne su i koriste se u malim količinama - to je ono što čini električno zavarivanje cijevi dostavljenih u zavojnice ekonomično usporedivo sa sučeonim zavarivanjem.
Tehnologija procesa zavarivanja
Razmotrite tehnologiju procesa zavarivanja sa spojnicama:
- Pripremljene cijevi i elektrofuzijske spojke postavljaju se strogo duž iste osi. Priprema cijevi se provodi uklanjanjem površinskog sloja na mjestima zavarivanja i uklanjanjem onečišćenja.

- Priključen je uređaj za napajanje strujom. Kao rezultat toga, ugrađeni elementi elektrofuzijske čahure se zagrijavaju, dok se okolni materijal tope.
- Područje topljenja polietilena u elektrofuzijskom rukavcu povećava se, što omogućuje prijenos zagrijavanja cijevi na njegovu površinu, koja se počinje topiti.
- Zagrijana cijev povećava promjer, a polietilen, koji je otopljen i ograničen promjerom elektrofuzijske spojke u prostoru svog širenja, prima tlak potreban za zavarivanje.
- Trenutno možete isključiti opremu za napajanje. Elektrofuzijski spoj, koji je već postao homogen, bit će spreman nakon isteka vremena hlađenja.
Pro savjet:
Oprema za napajanje najkvalitetniji može samostalno provesti cijeli ciklus zavarivanja, osim toga može unijeti sve podatke u poseban elektronički protokol.
Dodatne faze zavarivanja s čahurom za elektrofuziju
Prilikom zavarivanja cijevi velikog promjera dodatno će biti potreban postupak grijanja - to treba imati na umu prilikom ugradnje polietilenskih cijevi vlastitim rukama. Zagrijavanje izgleda ovako:
- Spojnica je zavarena uzastopno sa svake strane spoja s cijevima.
- Prvo se izvodi potpuni ciklus zavarivanja polovice elektrofuzijske spojke s prvom od cijevi. Nakon toga, druga polovica elektrofuzijske spojke zavarena je na preostalu cijev.
- Svaka strana elektrofuzijske čahure velikog promjera mora imati zasebnu vezu svoje zavojnice s uređajem za napajanje.
Odvojive vrste priključaka
Prirubnički spoj

Ova veza je jedna od najčešćih vrsta odvojivih veza.
Spajanje se vrši pomoću čahure za prirubnice za polietilenske cijevi, koje su zavarene na krajeve polietilenskih cijevi, kao i metalne prirubnice.
Prirubnički spoj je najčešće korišteni odvojivi spoj koji se koristi za izradu cjevovodnih sustava od cijevi od polietilena.
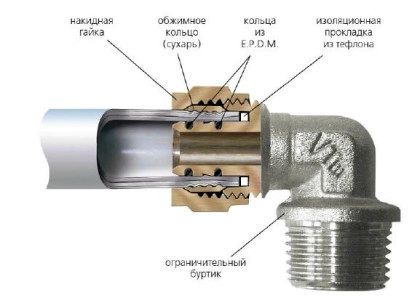
Kompresijski spojevi
Kompresijski fitinzi (stezni spojni spoj, crimp fitinzi) koriste se za cijevi malih promjera (manje od 50 mm) u slučajevima kada je praktički nemoguće ili ekonomski neisplativo spajanje metodama kao što su čeono zavarivanje i prirubnički spojevi.

Stezni spojevi
Ova vrsta priključka predviđena je za tlak do 25 bara. Nepropusnost u tim spojevima postiže se zbog prisutnosti gumenog O-prstena, a otpornost na mehanička naprezanja zbog usijecanja zubaca urezane plastične čahure u cijev.

Primjena različitih vrsta veza
Kompresijski spojevi se često koriste pri međusobnom spajanju polietilenskih cijevi, kao i pri spajanju polietilenske cijevi na cijev od bilo kojeg drugog materijala. Dakle, u slučaju zamjene dijela cjevovoda izrađenog od čelika, koji je propao, cijevi od polietilena kompresioni spoj prilično uspješno povezuje polietilensku cijev s metalnom cijevi.
Zavarivanje vrućim alatom u usporedbi različiti putevi spojevi polietilenskih cijevi, smatra se najsvestranijim i učinkovit način polietilenske cijevi. Ova metoda omogućuje spajanje cijevi izravno na spojnice ili jedna na drugu. Cijevi koje se spajaju zavarivanjem imaju istu čvrstoću kao i prije spajanja. Posljedično, cijev koja je zavarena može se usporediti s homogenom cijevi.
U instalaciji vodoopskrbnih i kanalizacijskih sustava, polietilenske cijevi su stekle veliku popularnost.
Prednosti polietilenskih cijevi:
- Dug vijek trajanja zbog činjenice da plastika ne trune i ne korodira.
- Fleksibilnost i snaga.
- Sigurnost.
- Otpornost na promjene temperature i tlaka.
- Niska cijena.
- Mala težina, što čak i jednoj osobi omogućuje ugradnju cijevi.
Važan zadatak je spajanje polietilenskih cijevi. Razmotrit ćemo kako to učiniti u nastavku u članku.
Vrste spajanja polietilenskih cijevi
Nerastavljive veze:
- Lemljenje.
- Čeono zavarivanje.
- Spojnica.
Odvojivi priključci:
- Prirubnički.
- Uklapanje.
- U obliku zvona.
Razmotrimo detaljnije tehnologiju svake veze.
Nerastavljive veze
Zavarivanje električnim lemilom
Ova vrsta veze je najpopularnija. Za to će vam trebati električno lemilo. Radni elementi ovog aparata su rukavac (prsten velikog promjera) i trn (manji prsten). Osim toga, potrebni su elementi za spajanje cijevi. To mogu biti spojnice, MRV, MRN itd. Cijev se uvijek ubacuje u čahuru, a potrebni spojni element se stavlja na trn.

Tehnologija lemljenja:
- Odaberite trn i rukavac potrebnog promjera, instalirajte na lemilo.
- Zagrijte lemilo na željenu temperaturu, koja je navedena u uputama.
- Stavite spojnicu na trn, umetnite cijev u čahuru.
- Držite 5-10 sekundi i pritisnite zajedno.
- Držite u tom položaju 10-15 sekundi da se plastika ohladi.
Čeono zavarivanje
Za takvu vezu potrebne su vam samo cijevi i uređaj za čeono zavarivanje plastičnih cijevi. Bit procesa je zagrijavanje krajeva cijevi i njihovo povezivanje.
Tehnologija čeonog zavarivanja:
- Izrežite obje cijevi za zavarivanje točno, po potrebi naoštrite. Važno je da rez bude što ravniji.
- Očistite i odmastite spojne rubove.
- Pričvrstite cijevi u aparatu tako da su krajevi spojeni jedan s drugim.
- Zagrijte krajeve cijevi grijaćim elementom. Upute za uređaj pokazuju koliko je vremena potrebno za taljenje PE cijevi.
- Nakon zagrijavanja, uklonite grijaći element i odrežite krajeve cijevi.
- Ne uklanjajte dobiveni radni komad iz uređaja dok se plastika potpuno ne ohladi.

Ova metoda spajanja je jeftinija od lemljenja, jer se ne koriste dodatni prijelazni rukavci. Uz određenu vještinu, šavovi su savršeno glatki i lijepi.
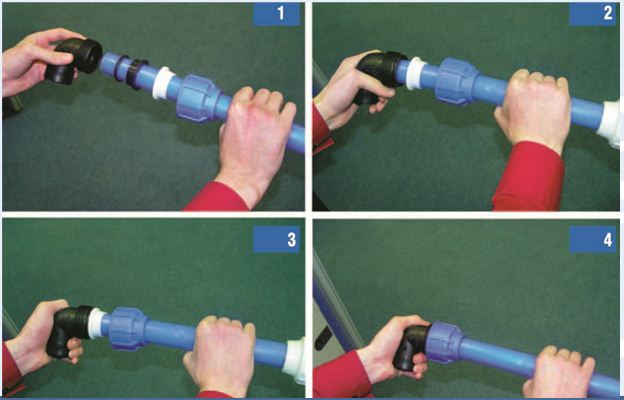
Spojni spoj

Spojnica je navojna s obje strane. Da biste spojili dvije cijevi zajedno, potrebno je na cijev staviti steznu maticu, umetnuti je u spojnicu i okrenuti u smjeru kazaljke na satu dok se ne zaustavi. Postupite na isti način za drugu stranu spojke. Takav prijelazni spoj važan je za produljenje cijevi, a za grananje, okretanje, čepljenje ili spajanje cijevi različitih promjera koriste se kompresijske spojke.
Tehnologija spajanja kompresijskih rukavaca:
- Izrežite cijev ravno, po potrebi izoštrite rubove.
- Odvrnite plavu spojnu maticu.
- Umetnite cijev u čahuru prema bijelom steznom prstenu.
- Pomičite prsten dok se ne zaustavi.
- Zatim zategnite maticu do kraja.
Smanjenje tehnologije spajanja
Ova metoda zahtijeva elektrofuzijski stroj s grijaćom zavojnicom koja topi rubove rukavca.
- Očistite i odmastite glatke rubove spojke i cijevi.
- Umetnite dijelove u škripac aparata, pričvrstite spojnicu na cijev s naglaskom.
- Uključite uređaj. Dijelovi se automatski zavaruju.
- Isključite uređaj.

Potrebno je izvaditi dio iz aparata za zavarivanje nakon što se potpuno ohladi.
Odvojivi spojevi
Tehnologija prirubničkog spajanja
Prirubnički spoj je najpopularnija split vrsta instalacije cijevi. Ovaj priključak se široko koristi kod ugradnje centralnih vodoopskrbnih cijevi, ali se može koristiti i kod spajanja cijevi manjeg promjera.
Za rad će vam trebati zavarene ravne prirubnice s bradavicama ili čeličnim prirubnicama, cijevi i set alata: ključevi za spajanje bez navoja, vijci i matice.
- Zalemite čahuru za prirubnicu na krajeve polietilenskih cijevi.
- Postavite brtvu između cijevi.
- Pričvrstite konstrukciju čeličnim prirubnicama pomoću vijaka i matica.
Priključni spoj
Ovo je najviše laka metoda veze. Metoda je primjenjiva za niskotlačne cijevi. Za rad će vam trebati PE cijevi; okovi koji se odabiru na temelju toga gdje su potrebni: za okretanje, grananje ili čepove; oblikovan ključ.

- Izrežite cijev na ispravnu veličinu.
- Gurnite čeličnu čahuru spojnice na kraj cijevi.
- Stavite na cijev metalni prsten koji se nalazi u kompletu za ugradnju i pričvrstite ga na mjesto budućeg spoja cijevi na spojnicu. Iz sigurnosnih razloga također je moguće (ali nije potrebno) staviti nekoliko stezaljki na cijev.
- Zategnite maticu do kraja.
Ponekad postoji potreba za spajanjem polietilenske cijevi s gumenim crijevom. Da biste to učinili, samo trebate staviti crijevo na cijev i pričvrstiti ga stezaljkom potrebnog promjera.
Priključak utičnice
Ova vrsta priključka se uglavnom koristi za ugradnju kanalizacijskih sustava ili cijevi bez pritiska. Za rad su vam potrebne cijevi, zvono potrebnog promjera, nož za cijevi, silikonsko ulje ili obični sapun za pranje rublja.
- Izrežite cijev na potrebnu veličinu, očistite i odmastite njezine rubove, po potrebi izravnajte.
- Očistite i odmastite žičani prsten.
- Podmažite unutarnju i vanjsku stranu cijevi silikonskim uljem ili sapunom za pranje rublja.
- Umetnite cijev u utičnicu.
Prilikom spajanja polietilenske cijevi s lijevanim željezom:
- Umetnite gumenu brtvu u cijev od lijevanog željeza.
- Polietilensku cijev umetnite u cijev od lijevanog željeza za 5-8 cm.
Za spajanje cijevi s niskim tlakom metodom utičnice potreban je dodatni nazubljeni prsten, potporne i pričvrsne spojke.

- Pripremite cijevi: očistite, odmastite.
- Umetnite potporni rukavac u kraj cijevi.
- Podmažite područja zglobova silikonskim uljem.
- Prvo stavite spojnicu na kraj cijevi, zatim gumeni prsten i na kraju nazubljeni prsten.
- Pažljivo zategnite rukav pomoću škripca.